Introduction
Over 1 billion waste tires are discarded every year — and that's just one piece of rubber's sustainability problem. The €30 billion industry, which supplies everything from automotive tires and medical gloves to industrial seals and conveyor belts, faces mounting pressure from regulators, customers, and shrinking raw material options.
Global rubber consumption exceeds 30 million tonnes annually. The EU's Industrial Emissions Directive and REACH chemical regulations are tightening requirements, whilst supply chain partners increasingly demand documented environmental performance. The core technical challenge: rubber's production processes — vulcanisation and chemical compounding — involve materials that are difficult to substitute, and cured rubber resists recycling like no other polymer.
This guide walks through the key sustainability challenges facing rubber manufacturers and the practical solutions being deployed today: from certified sourcing through closed-loop production controls to emerging recycling technologies.
Key Takeaways
- Rubber manufacturing generates substantial VOC emissions and hazardous waste, triggering strict 2024 US and EU regulatory limits
- Certification programmes provide traceable natural rubber supply chains, countering deforestation risks at source
- Recycling rates lag due to vulcanisation's irreversible cross-linking; ground tyre rubber (GTR) and devulcanisation show promise
- Greener production focuses on water-based adhesives, lead-free formulations, and energy-efficient curing methods
- Precision measurement cuts material over-use and scrap, reducing environmental burden per unit produced
Why Sustainability Is Urgent in the Rubber Industry
The scale of rubber's environmental footprint is staggering. Global consumption reaches over 30 million tonnes annually, split roughly equally between natural and synthetic rubber. The waste tire problem alone illustrates the urgency: more than 1 billion end-of-life tires enter the waste stream each year globally, with Europe generating approximately 3.5 million tonnes annually.
Environmental liabilities span the production chain:
- Solvent-based processes using toluene, hexane, and naphtha are the primary VOC source in rubber manufacturing plants
- Compounding chemicals — carbon black, accelerators, vulcanising agents — create disposal challenges and toxicity risks
- Cured rubber cannot be reprocessed like thermoplastics due to irreversible cross-linking
The waste tire challenge presents unique hazards. Landfilled tires trap air within their structure, causing them to rise to the surface and compromise landfill integrity. Tire fires release carcinogenic particulates and toxic smoke containing heavy metals, styrene, and polycyclic aromatic hydrocarbons.

Regulatory and ESG Pressure Escalates
The 2024 US EPA NESHAP final rule establishes a Total Hydrocarbon (THC) emission limit of 64 g/Mg of rubber processed, with continuous monitoring required. The filterable particulate matter (fPM) limit sits at 3.0 g/Mg as a surrogate for metal HAPs. Existing sources have three years to comply.
EU facilities face equally stringent requirements under the Industrial Emissions Directive (IED), with Best Available Techniques (BAT) conclusions dictating VOC controls and monitoring obligations in operating permits.
Beyond regulatory compliance, OEM customers now mandate supply chain sustainability documentation, whilst ESG reporting frameworks require quantified environmental performance data. Manufacturers that cannot produce verified emissions and waste reduction figures risk losing contracts — not just permits.
The fundamental challenge: Vulcanisation creates permanent sulfur cross-links that lock molecular chains, making cured rubber inherently non-recyclable by conventional methods. Addressing this requires coordinated changes at every stage — from raw material sourcing and compounding through to end-of-life recovery.
Sustainable Raw Material Sourcing
Natural rubber (Hevea brasiliensis latex) production concentrates in Southeast Asia, where plantation expansion has historically driven deforestation and biodiversity loss. Certification programmes now provide traceability and environmental standards.
Key initiatives include:
- Sustainable Natural Rubber (SNR) initiative: Industry-led framework establishing responsible land-use practices
- Forest Stewardship Council (FSC) certification: Verifies plantations meet environmental and social criteria
- Platform for Sustainable Natural Rubber (GPSNR): Multi-stakeholder collaboration addressing supply chain risks
These programmes combat deforestation and protect indigenous rights — supporting agroforestry models that integrate rubber cultivation with active forest conservation.
Synthetic Rubber Trade-offs
Synthetic rubbers — styrene-butadiene rubber (SBR), nitrile rubber (NBR), ethylene propylene diene monomer (EPDM) — reduce agricultural land pressure but derive from petrochemical feedstocks, creating fossil fuel dependency and energy-intensive production. This trade-off has pushed researchers toward bio-based alternatives.
Guayule (Parthenium argentatum), a drought-tolerant shrub native to the southwestern United States, produces natural rubber without tropical deforestation. Commercial-scale production remains limited, but guayule offers a credible path to diversifying rubber supply geographically whilst cutting land-use impacts.
Recycled feedstocks offer a third route. Devulcanised ground tyre rubber (GTR) reduces virgin material dependence, and incorporating 10–20% GTR content in selected applications delivers measurable sustainability gains. The main constraint is mechanical performance — tensile strength and elongation can decrease at higher loadings — so material selection requires careful compound testing.

Rubber Recycling and the Circular Economy
Vulcanisation's irreversible sulfur cross-links fundamentally differentiate rubber from thermoplastics. Once cured, rubber cannot be melted and remoulded, creating a significant recycling obstacle.
In Europe, tire collection rates exceed 95%, yet actual material recycling — converting waste rubber into new rubber products — remains below 30%. The gap between collection and true circular recovery highlights the technical challenge.
Mechanical Recycling: Ground Tire Rubber (GTR)
Grinding end-of-life tires into fine particles creates ground tire rubber (GTR), the most widespread mechanical recycling method. Particle sizes range from coarse granules (>2mm) to fine powders (<0.5mm).
Current GTR applications:
- Rubber-modified asphalt (improves durability and noise reduction)
- Playground surfaces and athletic tracks
- Moulded products (speed bumps, railroad crossings)
- Acoustic underlay materials
The limitation: GTR particles have chemically inactive, cross-linked surfaces that bond poorly to fresh rubber matrices. This incompatibility restricts GTR use in high-performance applications requiring strong mechanical properties.
Surface Activation for Improved GTR Performance
Researchers and manufacturers are using surface treatment methods to improve GTR compatibility:
Chemical oxidation approaches:
- Ozone treatment introduces carbonyl and hydroxyl functional groups
- Potassium permanganate (KMnO₄) creates reactive surface sites
- Hydrogen peroxide (H₂O₂) oxidation activates particle surfaces
Radiation-based treatment: Water radiolysis using gamma or electron beam radiation generates oxidising agents that introduce functional groups on GTR surfaces, improving adhesion in vulcanisates.
Studies show surface-activated GTR can increase tensile strength by 15-25% and tear resistance by 20-30% versus untreated GTR in similar formulations. These gains open applications in more demanding products, including automotive components and industrial goods.
Surface activation improves GTR performance, but it does not restore full rubber processability. That requires breaking the cross-links themselves.
Devulcanisation
Devulcanisation targets selective breakage of sulfur cross-links without destroying the polymer backbone, theoretically converting waste rubber back into processable material.
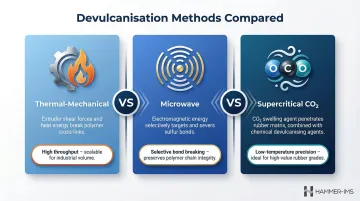
Primary methods:
- Thermal-mechanical devulcanisation: Combines heat and shear forces to break cross-links in extruders or internal mixers
- Microwave devulcanisation: Uses electromagnetic energy to selectively heat sulfur bonds
- Supercritical CO₂ methods: Employs supercritical carbon dioxide as a swelling agent combined with chemical devulcanising agents
The challenge: Achieving sufficient cross-link reduction whilst preserving polymer chain length proves difficult. Over-processing degrades molecular weight, compromising mechanical properties. Under-processing leaves excessive cross-linking, limiting processability.
Commercial-scale devulcanisation remains costly and technically inconsistent. For high-value elastomers — NBR automotive seals, EPDM roofing membranes, silicone medical devices — recovery economics do justify the investment. In these grades, devulcanisation is the most direct route to genuine closed-loop recycling.
Greener Manufacturing Processes
VOC and Solvent Reduction
Rubber cements and adhesives using toluene, hexane, and naphtha solvents constitute primary VOC emission sources. The 2024 EPA NESHAP final rule mandates THC continuous emission monitoring systems (CEMS) and the 64 g/Mg emission limit.
Industry responses:
- Water-based adhesive systems: Replace solvent-based formulations in tire cord treatment and ply bonding applications
- Latex-based processes: Utilise aqueous rubber dispersions eliminating organic solvents
- Closed mixing systems: Prevent fugitive emissions during compounding operations
- Thermal oxidisers: Destroy VOCs in exhaust streams where solvent processes remain necessary
Eliminating Toxic Compounding Ingredients
Historical rubber manufacturing used materials now recognised as hazardous. Modern formulations eliminate these risks through safer substitutions:
- Lead-free curing: Replaces lead sheathing in hose vulcanisation with alternative methods
- N-nitrosamine reduction: Reformulates accelerator packages to minimise nitrosamine-forming compounds, particularly critical in salt bath vulcanisation
- Benzene elimination: Substitutes benzene-based solvents with lower-toxicity alternatives
- β-naphthylamine removal: Replaces carcinogenic compounding ingredients with safer chemicals
Energy-Efficient Vulcanisation
Heating and curing processes consume substantial energy. Emerging technologies improve efficiency:
Microwave vulcanisation: Electromagnetic energy generates heat within the rubber compound rather than transferring heat from external sources, reducing cycle times by 30-50% and energy consumption by 25-40% compared to conventional steam curing.
Electron beam (EB) curing: Initiates cross-linking through high-energy electrons, eliminating sulfur and accelerators whilst sharply cutting cure times. EB curing suits specific applications (wire coating, thin films) but remains limited by capital costs and penetration depth constraints.
Closed-Loop Process Control
Real-time feedback systems enable continuous micro-adjustments preventing material over-use and scrap generation. Thickness measurement, coating uniformity monitoring, and process parameter tracking create data-driven production environments. Non-contact measurement systems — such as those provided by Hammer-IMS for rubber calendering and extrusion lines — feed live thickness data directly into these control loops.
Manufacturers implementing closed-loop controls report 5-15% reductions in raw material consumption through tighter specification adherence and reduced safety margins. Scrap rates drop a further 20-40% through faster deviation detection and correction.

How Precision Measurement Technology Supports Rubber Sustainability
Material waste in rubber manufacturing often stems from conservative thickness margins. When manufacturers lack real-time measurement confidence, they run systematically thicker than specification to avoid out-of-spec product — an approach that drives systematic material over-use across high-volume lines.
The sustainability impact: Even 3-5% thickness over-specification translates to thousands of tonnes of excess rubber consumption annually in large facilities, with corresponding environmental costs in raw material extraction, processing, and energy.
Non-Nuclear Measurement Technology
Hammer-IMS's M-Ray technology employs millimeter wave-based contactless measurement, providing an alternative to conventional radioactive gauges. Operating at 60 GHz frequency, the system detects extremely precise time delays in electromagnetic signals to determine material thickness and basis weight.
Key sustainability attributes:
- Eliminates radioactive sources, disposal requirements, and licensing obligations
- Prevents measurement-induced scrap by operating without contact on soft or uncured rubber
- Enables closed-loop process adjustments that hold specification without excessive safety margins
- Creates traceable production records that support ESG reporting and continuous improvement
Reducing Material Consumption Through Precision
Real-time thickness measurement allows manufacturers to run closer to nominal specification, eliminating systematic over-application. The technology provides continuous cross-web profiling, detecting local variations that enable targeted die adjustments rather than blanket thickness increases.
For rubber sheet, calendered film, and coated textile applications, this precision directly cuts raw material consumption per unit produced while maintaining quality compliance. The downstream environmental gains compound quickly:
- Less energy consumed during heating and curing
- Lower waste volumes leaving the production line
- Reduced raw material extraction pressure upstream
Supporting ESG and Operational Efficiency Programs
As manufacturers face increasing requirements to quantify sustainability performance, process measurement data provides the evidence base for tracking improvements. Documented material consumption reductions, scrap rate trends, and process capability metrics demonstrate environmental progress in concrete, verifiable terms.
Hammer-IMS measurement systems integrate with production control platforms, creating the data infrastructure needed for both operational efficiency and sustainability reporting. This matters as regulatory and customer-driven ESG frameworks increasingly demand verified, auditable evidence — not estimates.

Frequently Asked Questions
What are the biggest sustainability challenges in the rubber industry?
The three core challenges are managing end-of-life tire waste with recycling rates below 30% despite high collection rates, reducing VOC and hazardous chemical emissions from compounding and curing processes now subject to strict regulatory limits, and improving natural rubber supply chain traceability to prevent deforestation in Southeast Asian plantation regions.
How is rubber recycled, and what is devulcanisation?
Mechanical recycling grinds end-of-life tires into ground tire rubber (GTR) for use in asphalt, playground surfaces, and molded products, though poor surface adhesion limits its applications. Devulcanisation breaks sulfur cross-links chemically or thermally to restore processability, but neither method has achieved full closed-loop quality at industrial scale.
What is the environmental impact of end-of-life tires?
Over 1 billion waste tires enter the global waste stream annually. Landfilled tires trap air and rise to the surface, compromising site integrity. Tire fires release toxic particulates and carcinogenic smoke containing heavy metals and polycyclic aromatic hydrocarbons, creating severe air quality and health hazards.
Is natural rubber more sustainable than synthetic rubber?
Natural rubber is bio-based and renewable but carries deforestation risks tied to Southeast Asian Hevea plantations. Synthetic rubber depends on petrochemicals and energy-intensive production. Neither type holds a clear universal sustainability advantage — responsible sourcing and production efficiency determine the outcome in each case.
How does reducing production thickness margins contribute to rubber sustainability?
Running lines unnecessarily thick to avoid specification violations wastes 3–5% or more material, accumulating to thousands of tonnes across high-volume production annually. Real-time measurement systems enable tighter process control, directly reducing raw material consumption and the environmental costs tied to extraction and processing.
What are 10 products made from rubber?
Common rubber products include tires, medical gloves, conveyor belts, hoses, seals and gaskets, footwear soles, vibration isolation mounts, waterproofing membranes, adhesives, and medical devices. Natural and synthetic rubber are selected across these applications based on required properties such as chemical resistance, temperature tolerance, and elasticity.