
Introduction
For continuous-process manufacturers producing sheet, film, textile, foam, or coated products, raw materials are typically the single largest cost centre, representing 20% to over 60% of total production costs. Even a 2–5% overage in thickness or basis weight compounds into significant annual losses when extrapolated across millions of metres produced.
That overage is part of a broader problem. Manufacturing waste accounts for approximately 10% of global GDP — an estimated $8 trillion annually.
Most raw material waste in these industries isn't caused by accidents or equipment failure. It's systematically built into production through imprecise measurement, overly conservative tolerances, and the inability to detect process drift in real time. This article examines the cost drivers behind measurement-driven waste and the strategies that eliminate it at its source.
Key Takeaways
- Raw material waste is primarily a measurement problem: inaccurate data forces manufacturers to pad safety margins on every unit
- Loose tolerances, infrequent offline sampling, and undetected real-time drift are the three main cost drivers
- Reducing waste means tightening specifications, shifting to inline measurement, and controlling environmental factors that degrade sensor accuracy
- Inline, continuous measurement with closed-loop control eliminates systematic overage at the source
How Raw Material Waste Costs Build Up
In continuous-process manufacturing—sheet extrusion, nonwovens, film, coated textiles, foam—waste doesn't appear as a visible scrap pile. It accumulates invisibly as per-unit overage applied across every metre of output. This gradual, compounding nature makes it easy to overlook and nearly impossible to quantify without precise measurement data.
The Over-Specification Mechanism
Because manufacturers cannot measure with sufficient accuracy or frequency, they set production targets above the minimum specification to avoid non-conformance—effectively "giving away" material on every unit as a safety buffer. In paper production, cross-directional variability alone can account for 4% fibre waste, with combined machine-direction and cross-web variability exceeding 5%.
For coating applications, the financial impact is severe. Reducing coat weight by just 1 g/m² on a 1-metre wide web running at 91 metres per minute can save over 2,268 kg of material annually. Depending on coating material costs, that single gram of reduction can translate to €40,000 to €400,000 in annual savings.
Detection Lag Creates Compounding Losses
The gap between infrequent offline measurements and continuous production reality allows process drift to go undetected for extended periods. By the time a deviation is caught through lab sampling, waste has already compounded in one of two forms:
- Overage material — excess applied on every unit to compensate for measurement uncertainty
- Off-spec product — output requiring downgrade, reprocessing, or scrap
Offline defect detection is time-consuming and expensive, often resulting in large quantities of non-conforming product before any corrective action is taken. At modern line speeds—frequently exceeding 100 metres per minute—this detection lag compounds losses faster than manual sampling can keep pace with.
Key Cost Drivers for Raw Material Waste
Tolerance Margins Compensating for Measurement Uncertainty
When measurement systems are inaccurate, inconsistent, or too infrequent, manufacturers must set wider tolerances and higher target weights. This practice—known as "guard banding"—directly translates to systematic raw material give-away on every production run.
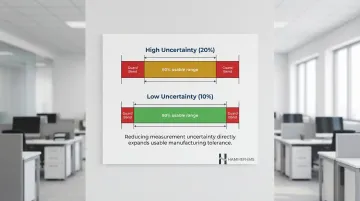
According to ISO 14253-1 decision rules, conformity proofs require measurements to fall within tolerance by a margin exceeding the measurement uncertainty itself. High measurement uncertainty — for example, 20% of tolerance — effectively shrinks available manufacturing tolerance. Reducing uncertainty from 20% to 10% increases usable tolerance from 60% to 80%, letting producers target closer to minimum specifications.
Reliance on Offline, Sample-Based Measurement
Lab-based or spot-check measurement captures only a tiny fraction of production and introduces lag. Decisions based on this data are always retrospective—process corrections come after waste has occurred, not before.
When Quality Control Systems go offline in paper production, operators are effectively "left in the dark" regarding sheet weight. This blind spot leads to off-spec production until the scanner is restored, making continuous feedback the only reliable safeguard.
Inability to Detect Cross-Web Variation
Single-point or edge measurements miss significant variation in thickness, basis weight, or coating weight across the width of the web. Areas that are under-spec get rejected; areas that are over-spec represent pure give-away—and without full-width measurement, neither is visible in real time.
In paper manufacturing, cross-directional basis weight profiles often appear "frozen," meaning variability patterns change little day to day. This persistent variation forces the entire web to run heavier to ensure the thinnest profile section meets specifications.
Gradual Process Drift and Cumulative Deviation
Extrusion temperatures, die lip settings, coating viscosity, and other process parameters shift over time. Without continuous monitoring, these drifts compound—a small deviation per metre becomes a large cost per shift.
Unlike a machine fault, gradual drift triggers no alarms and stops no lines — it simply erodes margins run by run, often undetected until a monthly cost review reveals the damage.
Inconsistent Raw Material Inputs
Incoming material variability — fibre density, resin viscosity, substrate uniformity — interacts directly with measurement gaps. When input variability is unknown, the downstream effects compound:
- Output variability becomes equally opaque, removing the basis for confident process adjustments
- Tolerances widen further to cover both input and process uncertainty simultaneously
- Each upstream gap amplifies downstream give-away, turning a manageable variance into a structural cost
Cost-Reduction Strategies for Raw Material Waste
Strategies for reducing raw material waste through precision measurement fall into three categories: changing specification and procurement decisions made before production; changing how production is monitored and controlled while running; and addressing external process conditions that make accurate measurement difficult.
Strategies That Reduce Waste by Changing Decisions
These approaches focus on decisions made before or around production that directly determine how much material is systematically built into every unit.
Tighten Production Tolerance Targets Based on Demonstrated Measurement Capability
Tolerances should be set based on what the measurement and control system can reliably achieve—not on worst-case assumptions. When measurement accuracy improves, the safety margin can be reduced systematically, directly recovering raw material that was previously given away.
Documented case studies show manufacturers reducing material thickness margins from 200 micrometres to 20 micrometres—a 90% reduction in safety margins. For a single 2-metre wide polycarbonate extrusion line running 24/7, this translates to more than 1,000 metric tonnes of raw material saved annually.
Audit and Redefine Minimum Specification Requirements with Customers
Manufacturers often produce to internal targets that exceed what end customers actually require. Reviewing customer specifications and aligning production targets to the true minimum acceptable quality—rather than a conservative internal buffer—is a decision-level change that can immediately reduce material overage without equipment investment.
In practice, this review often reveals 5–15% of built-in overage that serves no functional purpose for the end customer—recoverable material that was never required in the first place.
Select Measurement Technology That Matches Precision Requirements
The decision to use infrequent lab measurement versus continuous inline measurement is made at the system design or procurement stage. Choosing a measurement approach that isn't capable of required accuracy effectively locks in systematic waste for the life of the production line.
Modern contactless measurement technologies eliminate the limitations of traditional methods. For example, systems based on electromagnetic millimetre-wave technology can measure thickness, basis weight, and coating weight without physical contact, avoiding sensor contamination and material damage.
Strategies That Reduce Waste by Changing How Production Is Managed
These approaches focus on how continuous, inline measurement changes operational management—enabling real-time response rather than retrospective correction.
Deploy Inline, Continuous Measurement to Eliminate Lag
When measurement is continuous across the full web and available in real time, process corrections can be made immediately when deviation begins—before significant off-spec or overage material is produced. This contrasts sharply with offline sampling, where correction always follows waste.
Hammer-IMS's M-Ray technology provides contactless, inline measurement that enables continuous full-web monitoring across diverse industrial materials—without nuclear or radioactive components. It uses electromagnetic millimetre waves at frequencies of multiple tens of gigahertz to measure thickness, basis weight, and density with micrometre-level precision.
M-Ray works on a simple principle: waves transmit through the material being measured, and the time delay caused by the material's density and thickness is recorded by a receiver. This purely electronic approach maintains measurement accuracy down to 1 micrometre—roughly 50 times thinner than a human hair—while supporting stand-off distances up to 30 centimetres.

Implement Closed-Loop Control for Automatic Process Adjustment
Real-time measurement data is most powerful when it feeds directly into process control systems—automatically adjusting die lips, coating heads, or calender rolls to maintain target specifications without manual intervention.
Unlike operator alerting, closed-loop control acts on deviations instantly—no human decision required, no lag between detection and correction. In papermaking, switching from traditional controllers to multivariable Model Predictive Control demonstrated 40% reduction in dry weight variability and 39% reduction in moisture variability.
Hammer-IMS systems support real-time feedback and closed-loop production adjustment as a core capability. The systems integrate with production actuators through standard industrial protocols including Modbus TCP/IP, OPC UA, and PROFINET, enabling automatic adjustments to:
- Thermoelectric, piezo, and robotic die bolt systems for plastic sheet extrusion thickness control
- Coating knives and doctor blades via dual-axis control, with simultaneous blade height and angle adjustment
- Calender roll gap, cross-axis positioning, and roll bending for uniform nip pressure
Use Data Logging and Trend Analytics to Identify Systematic Patterns
Measurement data collected over time reveals patterns—time-of-day drift, start-up overshoot, end-of-roll variation—that cannot be seen in spot checks. Acting on these patterns allows producers to adjust process settings proactively, narrowing the range of variation and recovering material across the full production run.
Hammer-IMS's Connectivity 3.0 software platform provides comprehensive data logging with time-stamped and position-based measurements. The system supports:
- Direct reporting to Microsoft SQL Server databases
- FTP/SFTP server integration for enterprise data management
- Optional Grafana dashboards for long-term trend analysis
- Frequency analysis tools for detecting systematic and periodic variations
- Industry-specific KPI calculations including Uniformity Index and Coefficient of Variation
Strategies That Reduce Waste by Changing the Context Around Production
These approaches address external and environmental factors that affect measurement reliability and, through it, waste levels—factors sometimes overlooked because they sit outside the measurement system itself.
Ensure Measurement System Calibration and Environmental Stability
Even highly accurate inline sensors lose reliability if they're not regularly calibrated or if they operate in environments with significant temperature fluctuation, vibration, or contamination. Measurement error caused by a poorly maintained or environmentally compromised sensor produces the same waste as having no measurement at all—operators cannot trust readings and widen tolerances in response.
Regular calibration protocols and environmental monitoring ensure measurement systems maintain their specified accuracy throughout their operational life.
Move from Single-Point to Full-Width Measurement
Single-point sensors mounted at one location on the web provide a fundamentally incomplete picture. Systematic thickness or weight variation across the width—common in extrusion, coating, and nonwovens—is invisible to single-point systems.
Full-width or scanning measurement reveals this variation, enabling corrections that reduce both overage and reject rates simultaneously. Hammer-IMS's CURTAIN product line provides scanning configurations with multiple sensor heads that deliver near-100% material coverage:
- CURTAIN O-Frame: Full-gantry design supporting lines up to 5+ metres wide, with multiple sensor heads scanning the complete material width in production
- CURTAIN C-Frame: Compact cantilever design with arms up to 1.5 metres, installable without production downtime and configurable with single or multiple sensor heads
For example, Silac Industrie uses a 4-sensor system to measure basis weight of felts and nonwovens up to 3 metres wide, with sensors moving in cross-machine direction during inline operation to achieve high material coverage.
Integrate Measurement Data with Broader Production and Quality Systems
Precision measurement creates the most value when its data is accessible across functions—production planning, quality assurance, supplier management. When basis weight or thickness data feeds into quality records, purchasing decisions, and process review cycles, it becomes a systemic driver of waste reduction rather than a tool used only at the machine level.
Hammer-IMS's Connectivity 3.0 platform supports integration with ERP, MES, and QMS platforms through multiple methods including database integration, file transfer protocols, and real-time industrial communication protocols. This enables measurement data to flow seamlessly into existing enterprise infrastructure for comprehensive quality management.
Conclusion
Raw material waste in continuous-process manufacturing is a measurement problem: producers cannot reduce what they cannot see accurately and continuously. The starting point for meaningful waste reduction is understanding where in the measurement and process chain the cost originates—whether in tolerance decisions made before production, monitoring gaps during it, or environmental conditions that undermine sensor reliability.
Effective waste reduction through precision measurement is strategic and continuous. It operates across three levels:
- Specification stage: Deliberate tolerance decisions made before production begins
- Production stage: Real-time monitoring capability that catches drift as it happens
- Data stage: Systemic integration that turns measurement into closed-loop control
Manufacturers who address all three levels recover the most material — and keep recovering it, run after run.
Frequently Asked Questions
What is raw material give-away and why is it so common in continuous manufacturing?
Give-away is the excess material intentionally produced above the minimum specification to avoid non-conformance. It's common because manufacturers set conservative targets to compensate for measurement uncertainty, meaning they routinely produce more material than necessary on every unit just to stay safely within spec.
How does inline measurement reduce raw material waste compared to offline lab measurement?
Inline measurement is continuous and real-time, allowing process corrections to happen before waste accumulates. Offline measurement is retrospective—by the time a deviation is detected in the lab, significant overage or off-spec production has already occurred.
Which industries or products benefit most from precision measurement for waste reduction?
Industries producing continuous sheet, film, web, or coated products—such as nonwovens, plastic film, textiles, foam, and construction materials—benefit most. Their waste accumulates per metre across high-volume production runs where even small overages compound into large annual costs.
What is closed-loop production control and how does it connect to material savings?
Closed-loop control feeds real-time measurement data directly back into production actuators (die lips, coating heads, calender rolls) to automatically correct deviations. This eliminates the manual response lag that allows overage to build up between detection and correction.
How quickly can manufacturers expect to see a return from investing in precision measurement systems?
Payback periods typically range from 6 to 12 months, with some high-value coating applications achieving ROI in under 6 months. Returns are driven by raw material savings — even a 1–2% reduction in give-away on a high-cost material stream translates directly to measurable annual savings.
Can precision measurement systems be integrated into existing production lines?
Modern contactless inline measurement systems are built for retrofit installation on existing lines with no production downtime. Hammer-IMS's CURTAIN C-Frame, for example, installs without stopping the line and connects to existing process control or quality management systems via standard industrial protocols.


