
Introduction
Raw materials account for up to 60% of total variable costs in nonwoven manufacturing, making material consumption the single largest controllable expense in continuous production. Yet across industries from plastics to textiles, manufacturers routinely operate with safety margins of 3% or more above minimum specifications—not because products require it, but because measurement uncertainty forces conservative targets. A polycarbonate extrusion line running just 200 micrometers thicker than necessary wastes over 1,000 metric tons of raw material annually.
This overconsumption isn't inevitable. It stems from three controllable factors:
- Insufficient real-time visibility into thickness and basis-weight variation
- Safety margins set too wide to compensate for measurement gaps
- Reactive rather than predictive process adjustments
When manufacturers lack continuous, full-width measurement data, they compensate by running heavier. That uncertainty compounds into systematic waste across millions of meters of annual output.
Advanced inline process control eliminates the measurement uncertainty driving this waste—giving manufacturers the confidence to operate at tighter margins without increasing quality risk.
Key Takeaways
- Measurement uncertainty — not product specs — forces safety margins of 3% or more above minimums, driving avoidable material waste
- Cross-web variation and machine-direction drift waste material invisibly without continuous 100% coverage measurement
- Closed-loop control cuts safety margins from 200 µm to 20 µm in plastic extrusion applications
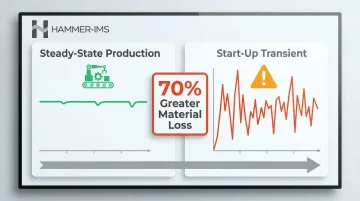
- Start-up transients generate 70% more material loss than steady-state production, making fast stabilisation critical
- Non-nuclear measurement achieves 1 gsm accuracy without radioactive sources, eliminating regulatory overhead
How Material Overconsumption Costs Build Up in Manufacturing
Material waste in continuous production rarely announces itself. A coating line doesn't suddenly spray excess resin across the floor; an extruder doesn't dump polymer onto the production floor. Instead, overconsumption accumulates incrementally—two micrometers of extra thickness here, a fraction of a gram per square meter there—multiplied across kilometres of web produced each shift.
These costs stay hidden during normal operations because aggregate measurements look acceptable on paper. A production run averaging 22 grams per square meter (GSM) looks reasonable in daily reports, even when the specification minimum is 20 GSM. That 2 GSM difference represents 10% material giveaway on every meter produced—pure overconsumption that generates no additional product value.
Why Manufacturers Deliberately Over-Specify
Manufacturers set production targets above minimum specifications deliberately — without reliable, continuous data on thickness or grammage across the full web width, running heavier is the only safe buffer against costly quality failures. When measurement confidence is low, that buffer grows.
Cross-web variation makes this worse. Even when average product weight meets specification, significant variation across the width forces manufacturers to over-specify the entire web to keep the thinnest zones in compliance. Three physical factors drive this non-uniformity:
- Edge buildup — material accumulation at web margins that averaging systems conceal
- Die swell — localized thickness fluctuation from extrusion pressure changes
- Temperature gradients — uneven heat distribution across the web width
Each factor alone is manageable. Together, they push manufacturers to run the entire web heavier just to protect against the worst point.
Start-up and shutdown transients add another layer of untracked loss. Research shows material loss during start-ups averages 70% greater than steady-state production, yet these high-waste periods receive the least measurement attention. By the time operators detect problems through periodic spot checks, metres or hours of off-spec production have already occurred.
Key Cost Drivers Behind Material Overconsumption
Measurement Uncertainty: The Primary Driver
The largest single driver of material overconsumption is measurement uncertainty. When manufacturers lack reliable, real-time data on thickness or grammage at every point across the web, they compensate by running heavier than necessary. This "safety margin tax" on material costs stems directly from the confidence gap in measurement systems.
Before implementing advanced inline measurement, manufacturers typically operate with safety margins of approximately 3% above minimum specifications. In plastic sheet extrusion producing 10-millimetre thick polycarbonate, this translates to 200 micrometers of additional material thickness—excess material applied solely to compensate for measurement uncertainty, not product requirements.
The financial impact scales rapidly. For a 2-metre wide polycarbonate extrusion line operating 24/7, a 200-micrometer safety margin represents more than 1,000 metric tonnes of wasted raw material annually. That is roughly 3 metric tonnes per day of overconsumption that generates zero additional product value.
Process Variability: The Compounding Factor
Process variability amplifies measurement uncertainty. Fluctuations in temperature, line speed, raw material viscosity, and die or head performance cause output to drift continuously. Without real-time monitoring, corrections come too late—after waste has already occurred.
Temperature variations of just ±1°C can alter polymer viscosity enough to impact flow distribution and thickness uniformity. Surging extruder pressure or inconsistent feed rates translate directly to machine-direction thickness variations. Each source of variability forces manufacturers to widen safety margins further.
Cross-Web Non-Uniformity: The Hidden Multiplier
Cross-direction (CD) variation is a significant driver of material overconsumption that often goes unaddressed. Even when average product weight meets specification, significant variation across the width creates a "weakest link" problem: the entire web must be targeted heavier to ensure the lowest grammage zone still meets minimum requirements.
INDA and EDANA emphasise CD uniformity through specific test methods precisely because cross-web variation causes downstream processing issues including differential tension, bagginess, coating variations, and non-uniform wound rolls. INDA and EDANA emphasise CD uniformity through specific test methods precisely because cross-web variation causes downstream processing issues including differential tension, bagginess, coating variations, and non-uniform wound rolls. Manufacturers who reduce CD variation can shift their entire thickness profile downward, achieving down-gauging without quality failures.
Reactive Process Control: The Latency Problem
Relying on periodic spot checks or end-of-line quality control means problems are discovered after metres or hours of off-spec production. Inline systems provide feedback in milliseconds, whereas manual measurements take hours and offline lab tests can take days. This latency amplifies both waste and rework costs, as operators react to historical problems rather than preventing them in real-time.
Cost-Reduction Strategies for Material Consumption
Effective strategies to reduce material consumption operate at three levels: how decisions are made around production targets, how the process is monitored and adjusted in real-time, and how the environment and equipment around the process are configured to minimise variability.
Strategies That Reduce Costs by Changing Decisions
Audit and Recalibrate Production Safety Margins
Most manufacturers set thickness or grammage targets conservatively—typically 3% to 10% above minimum specifications. Organisations with reliable measurement data systematically narrow these buffers without increasing rejection risk. The key is replacing assumed safety margins with data-supported ones: continuous measurement provides the confidence needed to operate closer to minimum thresholds.
Align Material Specifications to Actual Performance Requirements
Specifications that have gone unreviewed for years often reflect historical measurement limitations rather than current product requirements. Review performance data to determine whether tighter specifications are supportable, particularly for intermediate or industrial-grade products.
Standardise Raw Material Input Specifications
Inconsistent incoming material properties force wider process margins downstream. When melt flow index, moisture content, or mechanical properties vary significantly batch-to-batch, manufacturers must widen safety margins to cover worst-case scenarios. Tightening supplier specifications — or qualifying more consistent inputs — removes that compensatory overconsumption at the source.
Key input properties to standardise:
- Melt flow index (batch-to-batch consistency)
- Moisture content at delivery
- Mechanical properties relevant to your process (tensile strength, density, viscosity)
Strategies That Reduce Costs by Changing How the Process Is Managed
Implement Inline, Continuous Measurement Across the Full Web Width
Periodic spot-checks leave gaps. By the time an off-spec zone is sampled, significant material has already been overconsumed. Real-time, cross-web measurement gives operators and control systems the data resolution to catch variation before it accumulates.
Scanning systems that traverse the full product width — such as Hammer-IMS's M-Ray technology — deliver contactless, non-nuclear measurement suited to textiles, nonwovens, foam, and plastics. They achieve near 100% material coverage during production, detecting localised anomalies that periodic sampling statistically misses.
Modern scanning systems operate at rates up to 10 kHz, providing high-resolution mapping of the entire web surface. That data density enables immediate process correction rather than delayed reaction.
Close the Feedback Loop Between Measurement and Process Adjustment
Measurement-only systems inform operators of problems; closed-loop process control solves them automatically. Real-time thickness or grammage data triggers adjustments to die gap, coating weight, extrusion rate, or calendering pressure—eliminating human latency that allows overconsumption to persist between interventions.
In hot-dip galvanizing, advanced closed-loop control reduced coating weight by 15% whilst increasing processing speed by 9%. In plastics extrusion, automatic profile control typically reduces resin consumption by 3-5% through target shifting enabled by measurement confidence. Automated systems react within seconds, maintaining flat control lines that human operators cannot match.

Use Data Logging and Trend Analysis to Identify Systematic Drift Patterns
Continuous data capture enables manufacturers to distinguish random process noise from systematic trends such as die wear, gradual temperature shift, or raw material batch changes. Statistical Process Control (SPC) monitors process stability, identifying non-random patterns before they breach specification limits, allowing preemptive correction rather than reactive response.
Analytics-integrated measurement platforms support this shift from reactive to predictive management. One machining manufacturer implementing SPC reduced scrap rates from 8% to less than 2%, saving over £180,000 annually. SPC data can also detect shifts in incoming raw material quality from suppliers, preventing downstream processing issues before they generate waste.
Track Cross-Direction Uniformity as a Distinct KPI
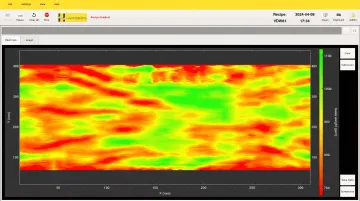
Monitoring web-width variation separately from machine-direction averages reveals zones of consistent overconsumption that aggregate data conceals. Multi-sensor scanning systems provide colour maps showing highest and lowest grammage across produced materials, enabling targeted process adjustments.
This visibility allows manufacturers to reduce material use without compromising minimum-spec compliance anywhere across the width. Systems that detect deviations corresponding to individual die bolts enable precise adjustments that eliminate localised over-specification whilst maintaining uniformity.
Strategies That Reduce Costs by Changing the Context Around the Process
Calibrate and Maintain Dies, Heads, and Coating Applicators on a Data-Driven Schedule
Wear and thermal distortion in extrusion dies or coating heads create cross-web non-uniformity that measurement data makes visible. Shifting from calendar-based to condition-based maintenance reduces both overconsumption and quality variation. When continuous profile data reveals systematic changes in die performance, maintenance can be scheduled preemptively rather than reactively.
Control and Stabilise Upstream Process Conditions
Upstream variability is one of the most common reasons safety margins expand. Non-uniform melt temperature across the die is a primary cause of gauge bands — thickness variations that force higher target thicknesses to compensate.
Stabilising the following inputs directly reduces the corrective burden on downstream control loops:
- Temperature uniformity in raw material conditioning
- Consistent feed rates (eliminating surge patterns)
- Tension control across the web
- Raw material property consistency between batches
When these variables are controlled, downstream systems can hold tighter specifications with smaller safety margins.
Integrate Production Data Across the Line to Synchronise Process Adjustments
Cross-functional data sharing between measurement, quality, and production systems lets manufacturers trace consumption patterns to root causes in upstream equipment or material inputs — driving systemic improvements rather than repeated localised fixes.
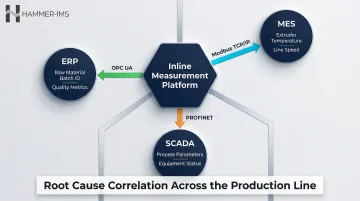
Modern measurement platforms connect to MES, ERP, and SCADA systems through standard protocols:
- Modbus TCP/IP
- OPC UA
- PROFINET
This connectivity correlates thickness measurements with upstream parameters — extruder temperature, line speed, raw material batch identifiers — to support root cause analysis of consumption patterns.
Conclusion
Reducing material consumption is not primarily about cutting targets—it is about building the measurement and control infrastructure that makes tighter, more confident targets achievable. Overconsumption is most often a symptom of process uncertainty, not a fixed material requirement. When manufacturers replace periodic spot-checks with continuous inline measurement and close the feedback loop to production actuators, safety margins that once seemed necessary become visibly excessive.
The most durable gains come from systematic, continuous process control. Organisations that invest in real-time measurement capability, closed-loop adjustment, and data-driven process governance reduce consumption not as a one-time project but as a sustained operational advantage.
In plastic sheet extrusion, this approach has enabled safety margin reductions from 200 micrometres to 20 micrometres, eliminating over 1,000 metric tonnes of annual material waste on a single production line.
The transition from reactive to predictive process management makes material optimisation a built-in operational outcome rather than a recurring manual effort. With visibility into cross-web variation, machine-direction drift, and upstream process instability, manufacturers gain the confidence to operate at specifications once considered too risky, converting measurement precision directly into material savings.
Frequently Asked Questions
What is material optimisation?
Material optimisation is the process of aligning raw material usage precisely with product performance requirements—eliminating overconsumption caused by wide safety margins, process variability, or insufficient measurement—so that every unit of input material contributes to sellable output rather than systematic giveaway.
How to reduce material consumption?
The most effective approach combines tighter, data-supported production tolerances with real-time inline measurement and closed-loop process control. This eliminates the measurement uncertainty that forces manufacturers to run heavier than necessary, enabling safety margin reductions of 1–3% whilst maintaining quality compliance.
What is process control in manufacturing?
Process control refers to the use of sensors, measurement systems, and feedback mechanisms to monitor and automatically adjust production parameters in real-time. Closed-loop control feeds output measurements back to adjust inputs, such as die gap or extruder speed, minimising error and reducing variability-driven waste.
What causes material waste in continuous production?
The main causes are overly wide safety margins set to compensate for measurement uncertainty, undetected cross-web thickness or grammage variation between spot checks, and reactive correction that allows process drift to accumulate before intervention.
How does inline measurement reduce raw material costs?
Inline measurement provides continuous, full-web data so manufacturers can safely narrow production margins and correct drift before it generates excess material. On a typical polycarbonate extrusion line, for example, reducing safety margins from 200 to 20 micrometres saves over 1,000 metric tonnes annually.
What is a production safety margin and why does it waste material?
A production safety margin is the deliberate over-specification above minimum product requirements that manufacturers set to avoid quality failures. When this margin is wider than measurement confidence actually requires—often 3% or more—it represents systematic, ongoing overconsumption that adds cost without adding product value.


