
Introduction
Manufacturers today face mounting pressure to reduce environmental impact while maintaining output quality and cost efficiency. These goals rarely align without reliable data. Sustainability initiatives often fail not from lack of intent, but from the absence of reliable, real-time measurement data. Without precise measurements, manufacturers operate blind, unable to establish baselines, verify improvements, or demonstrate genuine progress.
For many sustainability programs, the missing link is measurement infrastructure. Precise measurement systems function as sustainability infrastructure — not just quality tools. This article explores how measurement technology drives sustainable manufacturing across four dimensions: the sustainability metrics measurement enables, the operational difference between inline and offline measurement, the hidden cost of measurement uncertainty, and why non-nuclear technology represents the greener choice.
For manufacturers in nonwovens, plastics, textiles, and mineral wool production, measurement precision is the foundation upon which all sustainability gains are built.
TLDR:
- Reliable measurement data is essential for establishing environmental baselines and verifying sustainability improvements
- Inline measurement enables real-time process correction, reducing material waste and tightening production margins
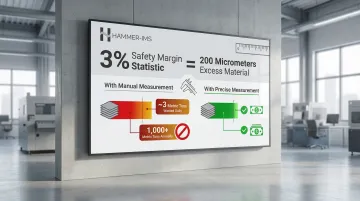
- Measurement uncertainty forces manufacturers to over-produce by 3% or more, wasting thousands of metric tons annually
- Non-nuclear alternatives like M-Ray technology eliminate radioactive waste and regulatory burdens without sacrificing precision
Why Measurement Is the Foundation of Sustainable Manufacturing
Without accurate, consistent measurement data, manufacturers cannot establish reliable baselines for energy use, material consumption, or emissions—making any sustainability improvement effort essentially unmeasurable and unverifiable. The consequence is straightforward: without verified data, corrective action is guesswork.
The Waste Cascade of Unreliable Measurement
Measurement errors trigger a costly cascade. When measurements are unreliable, manufacturers compensate by running processes at conservative settings—more material, more energy, more emissions. This defensive over-production protects against specification failures but generates waste by design. A Lean Six Sigma case study demonstrated that improving process capability reduced scrap rates from approximately 29,600 parts per million to 2,900 ppm—a 90% reduction in waste through tighter measurement and process control.
The financial and environmental costs are substantial. Manufacturers using manual measurement methods typically operate at 3% safety margins, translating to 200 micrometers of excess material on thick sheets. For a single 2-meter wide polycarbonate extrusion line running 24/7, this margin represents approximately 3 metric tons of wasted material daily—over 1,000 metric tons annually.
Measurement Standards as Sustainability Infrastructure
International bodies have embedded measurement directly into sustainable manufacturing frameworks. Two ASTM standards define the practical structure:
- ASTM E3012-16 defines how to model Unit Manufacturing Processes so environmental data is computer-interpretable and consistent for analytics
- ASTM E3096-17 guides the selection of Key Performance Indicators—such as energy per unit—ensuring metrics are standardised and comparable across production lines
Validating Measurement Fitness Through MSA
Measurement System Analysis (MSA) validates whether a measurement system is fit for purpose. According to AIAG MSA-4 guidelines, a measurement system with high variability increases the "grey zone" where defective parts may be accepted or good parts rejected. Gage R&R under 10% is generally acceptable, while systems exceeding 30% require immediate improvement. This statistical rigour connects measurement reliability directly to reduced defect rates, lower rework, and fewer scrapped materials.
ISO 14001 and the Verification Imperative
That same statistical reliability becomes a compliance requirement when manufacturers pursue ISO 14001 environmental certification—verifiable, measurement-backed data is expected, not optional. ISO 14001:2015 Clause 9.1 explicitly mandates that organisations determine what needs monitoring, the methods used to ensure valid results, and that calibrated or verified monitoring equipment is used and maintained. Without robust measurement systems, environmental management becomes compliance theatre rather than genuine improvement.
Key Sustainability Metrics That Measurement Systems Enable
Effective sustainability programmes require both environmental and operational KPIs, and measurement systems are the mechanism for generating them. Three core dimensions drive this data:
- Environmental: emissions tracking, waste quantification
- Economic: material cost control, energy intensity
- Social: worker safety compliance, regulatory reporting
All three depend on accurate, reliable process measurement.
Material Efficiency Metrics
Measuring weight per unit area (grammage), thickness uniformity, and coating weight directly quantifies raw material consumption per unit of output, which is the foundation of any waste reduction programme. ISO 536:2019 defines grammage as mass per unit area expressed in grams per square metre; ISO 534:2011 standardises thickness determination for paper and board. These standardised test methods ensure efficiency calculations remain consistent across production lines and facilities.
Hammer-IMS's M-Ray technology delivers 1 gsm measurement accuracy even at high stand-off distances, enabling manufacturers to detect and correct deviations immediately. Multi-sensor configurations provide comprehensive coverage across full material width, generating 2D colour maps that reveal thickness and basis weight variations in both machine and cross-machine directions.
Energy Intensity Metrics
Precise process control enabled by measurement data reduces energy consumed per kilogram or per square metre of product. This matters most in processes involving heat, pressure, or extrusion, where small deviations carry disproportionate energy costs. An IEA analysis of over 300 case studies across 40 countries found that implementing energy management systems resulted in average 11% energy savings within the first years of implementation. Advanced sensing allows manufacturers to operate closer to theoretical minimum energy requirements, cutting the wasted energy embedded in thermal and mechanical process variance.
Waste and Scrap Rate Metrics
Real-time, inline measurement allows manufacturers to catch out-of-spec production immediately rather than discovering defects at end-of-line, sharply reducing scrap volume. A closed-loop control case study in injection moulding achieved 7% material savings and 2% energy reduction by using cavity pressure sensors for automated process adjustment. In stretch film production, optimised thickness control delivered 23% reduction in film usage by weight—from 122g to 93g per pallet—demonstrating the substantial waste reduction possible through precise measurement.

Emissions and Lifecycle Impact
Measurement data feeds lifecycle assessments (LCAs), which quantify environmental impact across the full production chain. Accurate process measurement input is critical to LCA validity; inaccurate data leads to miscalculated carbon footprints and exposes manufacturers to compliance and reporting risk.
NIST research emphasises that Smart Manufacturing systems, integrating sensors, modelling, and simulation, are essential for accurately measuring and evaluating energy consumption and sustainability performance. Where that measurement infrastructure is absent, LCA outputs reflect assumptions rather than actuals.
Inline vs. Offline Measurement: Why Real-Time Data Changes Everything
Offline measurement — lab-based or sample-based — gives you a retrospective snapshot with built-in time delays. Inline measurement captures continuous, real-time data across the full production width, enabling corrections before waste accumulates. That gap in response time is where material loss and quality failures are born.
The Hidden Cost of Measurement Lag
With offline or batch sampling, non-conforming product may run for minutes or hours before a deviation is detected. In high-speed environments like nonwovens or film extrusion, even a few minutes of lag drives significant material loss.
Industry data shows baseline scrap rates in plastics and film production can reach 2.96% (approximately 30,000 ppm) before any process improvements take effect. At typical production speeds, that figure represents a continuous drain on raw material during every undetected deviation.
Sample-based measurement also misses variation across material width. Measuring only at borders provides no insight into thickness variations in the middle of sheets, forcing manufacturers to operate with larger safety margins to compensate for this blind spot.
Closed-Loop Production Control
When inline measurement data feeds back directly into production control systems, the process self-corrects in real time: thickness variation tightens, raw material over-use drops, and production margins shrink toward spec. Hammer-IMS's M-Ray technology provides exactly this capability: contactless, inline measurement systems deliver continuous, full-width measurement with real-time data output for closed-loop process control.
At Orfit Industries, a Belgian medical device manufacturer, M-Ray systems positioned 9 meters upstream in the extrusion process enable prompt adjustment of extrusion parameters to maintain correct thickness. Plant manager Bram Moons-Baitel reports the system "enables Orfit to respond and adjust the process much faster to keep material thickness steady and avoid wasting tons of high-grade thermoplastic material."
Width and Edge-to-Edge Coverage
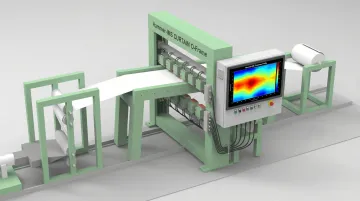
Full-profile inline systems detect and correct cross-directional uniformity issues — a direct driver of material savings at scale. Hammer-IMS's CURTAIN O-Frame system supports production lines up to 5+ meters wide with multiple sensor heads providing near-100% material coverage. Traveling sensors move across material width during inline operation, detecting sporadic anomalies and process deviations throughout the cross-directional profile. This comprehensive coverage enables identification of local deviations that typically correspond to specific issues like individual extrusion die bolts, allowing targeted corrections rather than blanket process adjustments.
The Cost of Measurement Uncertainty: Production Margins and Waste
Because manufacturers cannot fully trust their measurements, they intentionally over-produce: applying more material, more coating, or more thickness than specification minimum requires, just to guarantee compliance. This margin is waste by design, and its magnitude depends directly on measurement system reliability.
The Statistical Mechanism
Improving measurement precision directly reduces the required safety margin. A statistically tighter measurement system narrows the distribution of product properties, allowing the process target to move closer to minimum specification. The minimum safe process target is defined by the Lower Specification Limit (LSL) and process variation (σ):
Target_min = LSL + 3σ
By reducing measurement system variation (Gage R&R), the observed total process variation decreases. This allows the target to shift closer to LSL without increasing defect rates. Hammer-IMS case studies demonstrate margin reduction from 200 micrometers to 20 micrometers—a 90% reduction in safety margin—by replacing manual measurement with automated multi-head M-Ray systems.
Quantified Material Savings
For a 2-meter wide polycarbonate extrusion line operating 24/7, reducing the safety margin by 180 micrometers translates to:
- Daily material savings: Approximately 3 metric tons
- Annual material savings: More than 1,000 metric tons
- Cost impact: Measurable raw material cost reduction while maintaining full quality compliance
Südpack reports achieving material savings of up to 50% in specific film applications through "downgauging" projects that rely on high-performance films and precise thickness control. Results at this scale change the production economics of an entire line, not just its scrap rate.
The Business Case for Precision
At Abriso-Jiffy, an XPS insulation board manufacturer, process engineer Maarten Goeminne stated their Hammer-IMS measuring machine "pay for itself in the first year and a half" by avoiding production batches that consume excessive material and enabling smoother product changeovers.
The logic compounds quickly: lower measurement uncertainty reduces safety margins, which cuts material use, which frees budget for further process improvements.
Why Non-Nuclear Measurement Technology Is the Greener Choice
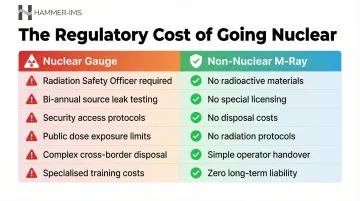
Traditional nuclear gauges using radioactive isotopes like Krypton-85, Strontium-90, or Americium-241 have long been industry standards for thickness and basis weight measurement. The regulatory, safety, and disposal burdens they carry, however, create real costs that non-nuclear alternatives sidestep entirely.
Regulatory Burdens and Operational Complexity
Nuclear gauge ownership triggers complex compliance obligations under NRC regulations (NUREG-1556 Vol. 4). Licensees must meet obligations including:
- Appointing a Radiation Safety Officer with authority to halt unsafe operations
- Conducting source leak testing every six months
- Enforcing security protocols to prevent unauthorised access
- Keeping public dose exposure below 100 mrem/year
European manufacturers face equivalent obligations under Council Directive 2003/122/Euratom and Directive 2013/59/Euratom, including strict control over high-activity sealed sources and participation in orphan source recovery programmes.
These requirements translate to substantial operational costs: specialised training programmes, protective equipment, radiation safety protocols, dose monitoring systems, and dedicated security infrastructure. For manufacturers operating multiple facilities internationally, the regulatory friction multiplies across jurisdictions.
Disposal Challenges and Lifecycle Costs
Disposal of radioactive sources is not standard waste management. Key disposal constraints include:
- Transfer to authorised recipients (manufacturers or licensed waste brokers) at significant cost
- NRC guidance to "preplan the disposal" and negotiate contractual take-back before purchase
- Transboundary movement subject to notification requirements under Council Regulation 1493/93/Euratom
For global operations, each of these constraints compounds across multiple jurisdictions.
The Non-Nuclear Advantage
Non-nuclear alternatives—such as Hammer-IMS's millimeter-wave M-Ray technology—eliminate these hazards entirely: no radioactive materials, no special licensing, no disposal costs, and no radiation safety protocols required on the production floor. The technology delivers 1 gsm accuracy at high stand-off distances—matching nuclear gauge precision without the regulatory and environmental overhead.
Geert Veranneman, Plant Manager at Grandeco, states: "The absence of a radioactive source eliminates costs related to health, safety and other precautions. The straightforward procedure for production line operators allows for easy transfer between workshifts." That operational simplicity, combined with zero long-term disposal liability, makes non-nuclear measurement a practical choice for manufacturers managing ESG obligations across multiple sites.
From Data to Action: Building a Measurement-Driven Sustainability Strategy
Measurement systems generate value only when data systematically informs decisions and drives continuous improvement. Manufacturers should follow a structured four-step approach:
Step 1: Establish Measurement Baselines
Before setting new sustainability targets, perform a Gage R&R study per AIAG MSA guidelines to ensure data reliability. Audit existing measurement systems to validate they can detect process shifts with sufficient precision. Use ASTM E3012-16 to map manufacturing process inputs and outputs, creating digital twins that feed real-time data into LCA software and environmental management systems.
Step 2: Identify Waste Sources Using Data
Analyse measurement data to pinpoint the largest sources of waste and deviation. Generate 2D colour maps showing thickness and basis weight variations across machine and cross-machine directions. Use frequency analysis tools to identify systematic and periodic variations. Quantify the production safety margins currently required to compensate for measurement uncertainty.
Step 3: Implement Real-Time Control
Moving from monitoring to active control means deploying inline sensor data to automatically adjust process parameters — including die control in extrusion lines, calender control, and coating knife positions. This reduces the safety margins that manual or offline methods require. Hammer-IMS's Connectivity 3.0 software provides closed-loop feedback through Modbus TCP/IP, OPC UA, and PROFINET protocols, integrating measurement data directly into production control systems.
Step 4: Monitor, Log, and Report
Connect production measurement systems to plant-level data platforms for continuous improvement and sustainability audits. Report measurement data directly to Microsoft SQL database servers or FTP/SFTP servers for MES and ERP integration. Configure optional Grafana dashboards for long-term historical data storage and analysis, supporting sustainability reporting and certification requirements.

NIST research confirms this approach: a measurement infrastructure combining a repository of sustainable indicators, defined measurement methods, and performance analysis tools embeds sustainability directly into business decision-making.
Better measurement data also tends to pay for itself. Improvements across the four steps typically generate:
- Reduced raw material consumption through tighter thickness control
- Lower energy use from fewer process corrections
- Less scrap and rework, improving yield per production run
Each of these outcomes cuts operating costs while advancing sustainability targets — so the financial and environmental cases point in the same direction.
Frequently Asked Questions
What is sustainability measurement and what metrics are used in manufacturing?
Sustainability measurement is the systematic tracking of environmental, economic, and social performance indicators in manufacturing. Key metrics include material efficiency (scrap rate, weight per unit area), energy intensity, emissions per unit produced, and waste generation rates. Together, these enable manufacturers to establish baselines, track improvements, and verify progress toward sustainability goals.
What are the 5 C's of sustainability?
The 5 C's of sustainability are Commitment, Consciousness, Culture, Collaboration, and Circular economy thinking. In manufacturing, these translate to environmental leadership, resource-efficient culture, cross-supply-chain collaboration, and circular principles that minimise waste through reuse and recycling.
How does inline measurement reduce material waste in manufacturing?
Inline measurement captures continuous, real-time data across full production width, enabling immediate process correction when deviations occur. This prevents production of out-of-spec material and allows manufacturers to run closer to minimum specification targets, reducing raw material consumption. By eliminating the time lag inherent in offline sampling, inline systems can reduce safety margins from 200 micrometers to 20 micrometers, saving over 1,000 metric tons annually on single production lines.
What is the difference between nuclear and non-nuclear thickness gauges?
Nuclear gauges use radioactive isotopes to measure material thickness, requiring strict safety protocols, specialised training, and complex disposal procedures. Non-nuclear alternatives like millimetre-wave M-Ray technology deliver equivalent precision without radioactive materials, licensing requirements, or long-term environmental liabilities.
How does measurement accuracy impact energy consumption in manufacturing?
Accurate measurement feedback keeps temperature, pressure, and speed at optimal points—cutting energy wasted on rework and off-spec production. Studies show energy management systems with precise measurement deliver average 11% energy savings, as processes run closer to theoretical minimums rather than conservative defaults.
What standards govern sustainable manufacturing measurement?
Key standards include ASTM E3012 (characterising environmental aspects of manufacturing processes), ASTM E3096 (KPI selection for sustainable manufacturing), and ISO 14001 (environmental management systems). These frameworks establish how to model manufacturing processes, select appropriate metrics, and verify environmental performance. All rely on validated measurement data—without reliable measurement infrastructure, reported compliance reflects paperwork, not actual performance.


