
This is why machine vision has evolved from a "nice-to-have" technology into essential production infrastructure. Automated imaging systems now serve as the eyes of the factory floor, performing real-time inspection, measurement, and process control tasks with consistency and speed that manual methods cannot match. According to MarketsandMarkets, the global machine vision market is projected to grow from $15.83 billion in 2025 to $23.63 billion by 2030, at a CAGR of 8.3%—driven by automation mandates, Industry 4.0 adoption, and tightening regulatory compliance requirements.
This article covers what machine vision systems are, how they work, the main types available, and where they deliver the greatest impact across manufacturing industries—giving you a complete foundational picture of this critical technology.
TLDR:
- Machine vision systems automate inspection and measurement using cameras, lighting, and AI-powered software
- They operate through a four-stage pipeline: image acquisition, feature extraction, detection, and decision-making
- Systems range from compact smart cameras to PC-based multi-camera setups, with 2D and 3D imaging options
- Primary applications include defect detection, dimensional measurement, code reading, and robot guidance
- Most deployments achieve ROI within 18 months through scrap reduction and quality improvement
What Is a Machine Vision System?
Machine vision is the use of imaging technologies, sensors, and software to perform automated inspection, measurement, and analysis in industrial environments. Unlike general computer vision—which encompasses broad applications from facial recognition to autonomous vehicles—machine vision is purpose-built for production quality control and process monitoring. It answers specific questions at production speed: Is this part defective? Does this dimension meet tolerance? Is the correct label applied?
A machine vision system combines hardware and software into an integrated inspection solution. Core hardware components include:
- Industrial cameras and precision optics
- Specialized lighting for consistent image acquisition
- Image-processing computers for on-line analysis
The software layer executes image-processing algorithms, pattern recognition models, and increasingly, AI-based deep learning inference — making real-time pass/fail decisions, generating measurement data, or issuing robot guidance commands autonomously.
Adoption has accelerated sharply across global manufacturing, driven by automation investments and Industry 4.0 initiatives. Automotive, electronics, and pharmaceutical sectors have led the way — industries where zero-defect mandates and regulatory traceability requirements are enforced by customer audits and government standards alike.
How a Machine Vision System Works
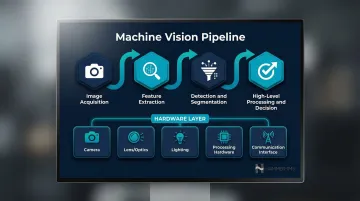
Machine vision systems execute a four-stage processing pipeline with deterministic timing to deliver inspection results in milliseconds.
Stage 1: Image Acquisition
A camera captures an image of the target object, triggered by the production line via encoder pulse, photoelectric sensor, or timer. The system configures four critical parameters at this stage:
- Exposure time: controls motion blur and brightness
- Lens aperture: sets depth of field
- Lighting geometry: emphasises features or suppresses glare
- Trigger timing: synchronises capture with part position
For high-speed lines, precise synchronisation is essential to prevent motion blur and ensure repeatable part placement within the camera's field of view.
Stage 2: Feature Extraction
The system extracts specific characteristics from the raw image — edges, lines, shapes, regions of interest, textures, and spatial coordinates — relevant to the inspection task. What gets extracted depends on the application:
- A barcode reader targets high-contrast edges and patterns
- A dimensional measurement system identifies reference points and geometric boundaries
- A defect detector isolates anomalous regions based on colour, texture, or intensity
Stage 3: Detection and Segmentation
The software filters the extracted features and determines which data will be passed forward for decision-making, discarding irrelevant visual information. Region-of-interest masks restrict processing to critical inspection zones, reducing computational load by 40–80% and eliminating false positives from background clutter.
Stage 4: High-Level Processing and Decision
The system classifies objects, verifies conformance to quality specifications, measures dimensions against CAD-defined tolerances, or estimates part position and orientation. It then issues a discrete output: an accept/reject signal transmitted via digital I/O, a measurement value logged to a database, a robot guidance command sent over industrial Ethernet, or an alarm triggering process intervention.
Hardware Components
Each stage of this pipeline relies on coordinated hardware working in concert:
- Cameras: Area-scan cameras capture full frames for discrete parts; line-scan cameras build images line-by-line for continuous web materials
- Lenses and optics: Fixed focal length or zoom lenses control field of view, magnification, and depth of field
- Lighting: Backlighting, ring lights, structured light, and dome illumination emphasise features and suppress reflections
- Processing hardware: Industrial PCs, smart cameras, or embedded vision controllers execute algorithms and manage I/O
- Communication interfaces: GigE Vision, USB3 Vision, Profinet, and EtherNet/IP connect vision systems to PLCs, MES platforms, and SCADA networks
Types of Machine Vision Systems in Manufacturing
PC-Based Vision Systems
An industrial computer manages multiple cameras and peripheral devices, delivering high computing power, flexibility, and the ability to run complex multi-task inspections simultaneously. PC-based systems excel in demanding applications, such as:
- Automotive body-in-white inspection running eight cameras in parallel
- Semiconductor wafer metrology requiring sub-micron accuracy
- Pharmaceutical serialisation systems processing terabytes of traceability data daily
The trade-offs are higher cost, larger physical footprint, and greater integration complexity.
Smart Camera Systems
Self-contained units embed image capture, processing, and decision logic within a single compact camera housing. Smart cameras are simpler to deploy, cost-effective, and well-suited for focused single-inspection tasks in stable environments with low variability. Smart cameras are favoured for rapid deployment when pass/fail requirements are clearly defined and conditions remain consistent.
Modern smart cameras incorporate DSP, ARM+FPGA, and GPU-based processing, handling increasingly sophisticated tasks that previously required PC-based systems.
Compact/Embedded Vision Systems
A middle-ground option incorporating a graphics card or compact controller with limited embedded inputs—suitable for moderately complex applications where space and budget are constrained. Embedded systems balance performance and footprint, making them ideal for machine-builder integration.
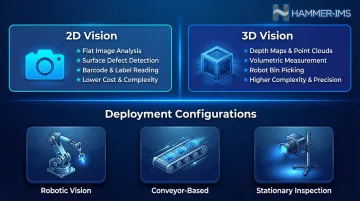
2D vs. 3D Vision Systems
2D vision analyses flat images for colour, shape, texture, barcodes, labels, and surface defects. It operates quickly, costs less, and handles most surface inspection tasks. 2D machine vision currently holds the largest market share due to established technology and widespread application.
3D vision generates depth maps or point clouds using structured light, laser triangulation, or stereo imaging. It measures volumetric dimensions, surface flatness, and part orientation—critical for robot bin picking, dimensional metrology, and assembly verification. 3D machine vision is the fastest-growing segment, driven by AI advancements and complex robotic applications, though implementation costs and complexity remain higher than 2D.
Deployment Configurations
- Robotic vision systems: Cameras mounted on or integrated with robotic arms for flexible, multi-angle inspection
- Conveyor-based systems: Fixed cameras along conveyor lines for continuous high-throughput inspection
- Stationary inspection systems: Fixed-position cameras at specific process checkpoints, adaptable to non-continuous production
Key Applications of Machine Vision in Manufacturing
Defect Detection and Surface Inspection
Vision systems identify cosmetic and structural defects—scratches, dents, cracks, discolouration, missing components, broken seals—in real time, enabling immediate rejection or process correction before defective parts advance downstream. This is one of the most widely adopted use cases across automotive, electronics, and consumer goods.
Detection accuracy has reached industrial-grade reliability. A Cognex deployment on automotive connectors achieved >95% detection accuracy, with triple verification reducing false positives by 28%. Cognex reports yield improvements from 66% to 95% in AI-based defect detection applications, demonstrating the technology's maturity.
Dimensional Measurement and Tolerance Verification
Vision systems measure critical part dimensions, thread counts, hole diameters, and geometric features against CAD-defined tolerances. This replaces slow manual gauging with high-speed, non-contact measurement at sub-millimetre and often micron-level precision.
Current systems achieve impressive specs:
- Keyence IM-8000: measurement accuracy of ±3.9 µm, repeatability of ±0.5 µm under controlled conditions
- 3D laser profilers: repeatability better than 1 µm for critical aerospace and medical device components
Code Reading, Label Verification, and Traceability
Systems read and verify barcodes, QR codes, 2D DataMatrix symbols, date codes, and printed label content at line speed—ensuring correct product identification, regulatory compliance, and full supply chain traceability.
Regulatory mandates are accelerating adoption:
- FDA DSCSA requires pharmaceutical manufacturers to affix 2D DataMatrix barcodes encoding NDC, serial number, lot number, and expiration date on each package
- EU FMD Delegated Regulation 2016/161 mandates Data Matrix symbols with minimum quality rating of 1.5 (ISO/IEC 15415)
- FDA FSMA Traceability Rule requires unique Traceability Lot Codes linked to Critical Tracking Events in food manufacturing
An ETO Magnetic deployment reduced unreadable dot peen 2D code failures from 4% to nearly 0%, demonstrating that vision systems can handle even difficult direct part marks on metal surfaces.
Process Control and Web/Film Inspection
For manufacturers of continuous materials—nonwovens, plastic films, textiles, paper, and coated surfaces—machine vision monitors for tears, holes, thickness variation, basis weight deviations, and print defects in real time. Line-scan cameras synchronise with production speeds measured in hundreds of metres per minute, feeding data back to production equipment for closed-loop correction.
That closed-loop capability extends further when cameras are paired with non-optical sensors. Hammer-IMS complements camera-based vision with M-Ray (millimetre-wave) technology, enabling contactless thickness and basis-weight measurement across the full web width.
M-Ray uses electromagnetic waves at 60 GHz to penetrate materials regardless of colour, opacity, or surface properties—reaching where cameras cannot. The result is full process control: cameras detect surface defects whilst M-Ray sensors quantify dimensional and mass properties simultaneously.

Robot Guidance and Assembly Verification
Vision systems provide robots with spatial awareness—guiding pick-and-place operations, verifying component placement during assembly, and enabling bin picking of randomly oriented parts. This application bridges quality control and automation, directly increasing throughput and reducing assembly errors. A Piston Group deployment replaced mechanical probes with a single robot-mounted vision system, reducing initial capital by 40% and retooling costs by 80% whilst inspecting 30+ points in under 45 seconds.
Industries Where Machine Vision Systems Are Used Most
Automotive and Electronics
Automotive and electronics rank among the heaviest users of machine vision. The global automotive machine vision market reached $3.8 billion in 2024 and is projected to hit $8.4 billion by 2033 at a 9.1% CAGR. Automotive manufacturers deploy vision for body panel inspection, weld verification, assembly checks, and component measurement.
Electronics manufacturing depends on vision for PCB inspection, semiconductor wafer quality control, and miniaturised component placement verification. Cognex reports that automotive represented 22% of its total revenue in 2024, whilst consumer electronics and semiconductors combined for 28%.
Textiles, Nonwovens, Plastics, and Continuous Materials
Manufacturers of web-form materials face unique inspection challenges—high line speeds, large widths, and the need for 100% coverage—making inline vision and process-control sensing systems essential. Line-scan cameras detect surface defects, whilst technologies like Hammer-IMS's M-Ray sensors measure thickness and basis weight uniformly across the entire production width. This dual approach enables manufacturers to maintain tight process control, reduce material waste, and meet quality specifications in real time.
Food, Beverage, Pharmaceutical, and Medical Devices
Vision systems enforce critical quality checks in environments where FDA and EU MDR compliance is non-negotiable. Common applications include:
- Labelling accuracy and packaging integrity verification
- Fill-level checks and contamination detection
- Serialisation code reading at full production speeds
Traceability requirements in pharma and medical manufacturing are a particular growth driver, with serialisation mandates pushing adoption of 100% automated verification across the line.
Benefits of Machine Vision Systems in Manufacturing
Quality and Defect Reduction
Vision systems operate without fatigue, subjective judgment, or inconsistency—providing 100% inspection coverage at production speeds that no human inspector can match. An Oxmaint AI Vision deployment in FMCG packaging reduced Defects Per Million Units (DPMU) by 87.5% and cut quality-related costs by 56%.
Productivity, Waste Reduction, and ROI
By catching defects early, reducing scrap, minimising rework, and enabling closed-loop process adjustment, machine vision directly lowers material costs and increases Overall Equipment Effectiveness (OEE).
ROI timelines are compelling:
- A $9,500 Teledyne DALSA system at Polaris Industries reduced scrap by 23%, achieved payback in 10.7 workdays
- A Cognex system at Pontiac Coil detected two critical defects in its first week, paying for itself immediately
- A steel manufacturing AI vision programme achieved 8-month payback and generated $6.2 million in annual verified savings
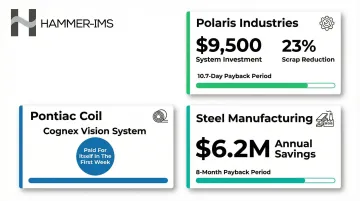
Most systems achieve ROI within 18 to 36 months, though localised upgrades often pay off faster.
Data, Traceability, and Continuous Improvement
Every inspection generates data—defect type, location, frequency, process parameters—which feeds analytics platforms and MES/ERP systems. This continuous feedback loop helps manufacturers pinpoint root causes and adjust processes before defects multiply.
For regulated industries, that data trail carries additional weight. Sectors subject to FDA, EU, or automotive standards use automated inspection records to satisfy traceability requirements — documentation that manual processes struggle to produce reliably.
Frequently Asked Questions
What are vision systems in manufacturing?
Machine vision systems are automated, image-based inspection and measurement tools that use cameras, sensors, and software to perform quality control, process monitoring, and guidance tasks on production lines with no human intervention required.
What are the different types of vision systems?
The main categories are by architecture (PC-based, compact, smart camera) and by imaging capability (2D vs. 3D). Deployment configurations also vary—robotic, conveyor-based, or stationary—depending on the manufacturing environment and inspection requirements.
What is an example of a machine vision system?
A line-scan camera system installed above a conveyor belt in a packaging facility that reads barcodes, checks label presence, and verifies print quality on every unit at high speed—triggering automatic rejection of non-conforming products.
What are the main components of a machine vision system?
The four core components are camera/sensor, lighting source, optics/lens, and image-processing software/hardware. Each component plays a defined role: cameras capture, software interprets, and the output drives real-time decisions on the line.
How do machine vision systems improve product quality?
Machine vision enables 100% automated inspection at production speed, detects micro-defects invisible to the human eye, and feeds real-time data back to the process. The result is fewer defects escaping to customers, less scrap, and consistent quality standards maintained across every shift.
What industries use machine vision systems the most?
Leading adopters include automotive, electronics and semiconductors, food and beverage, pharmaceuticals, and manufacturers of continuous materials like textiles, nonwovens, and plastics. Each relies on vision for quality assurance, regulatory compliance, and process optimisation.


