Many production lines still rely on manual checks to spot surface issues, even though products move quickly and defects can appear without warning.
Automated visual inspection is a camera-based method that monitors materials continuously and identifies issues that operators may miss.
It helps teams avoid the cost of catching defects at the end of the line, where rework and scrap are higher. It can support improvements in scrap, yield stability, throughput, and customer satisfaction by detecting issues earlier in the process.
This guide explains how automated visual inspection works, where it adds value for manufacturing teams, and what to evaluate when choosing a system for flat materials and other continuous production environments.
Key Takeaways
See Every Detail, Every Time: Automated visual inspection removes guesswork by continuously monitoring your material surface with camera precision.
Fix Problems Before They Spread: Real-time detection helps operators act fast, reducing scrap, downtime, and costly rework.
Turn Data Into Control: Integrated systems from Hammer-IMS connect cameras, sensors, and process software to stabilise production and document quality automatically.
Build a Future-Ready Line: With radiation-free, modular inspection technologies, Hammer-IMS helps manufacturers move toward cleaner, smarter, and more efficient production.
What Automated Visual Inspection Is?
Many plants still struggle to spot surface issues early because manual checks cannot keep up with fast production speeds.
Operators see only a limited area, and detection varies from shift to shift. Small defects often pass unnoticed until final inspection, where correction is more expensive and takes longer.
Automated visual inspection is a camera-based system that monitors materials continuously and identifies irregularities in real time.
It captures images, analyses them instantly, and highlights areas that require attention. The system applies consistent rules throughout the shift, which helps reduce variation across teams.
What automated visual inspection does
Detects surface defects automatically
Monitors the full width of the material
Provides real-time alerts when issues appear
Supports more stable and predictable quality checks
How it improves day-to-day operations
Helps reduce scrap by finding issues earlier
Supports yield stability during long production runs
Reduces unplanned stops related to quality events
Helps limit customer complaints by catching visible issues before shipping
Creates digital inspection records for supplier agreements and audits
Why Manufacturers Need Automated Visual Inspection
Modern production lines move faster, wider, and more complex than ever before. Manual inspection methods cannot keep up with today’s demand for consistent, traceable, and documented quality. Operators face fatigue, variation, and limited visibility, especially when inspecting textured or multilayer materials.
Automated visual inspection (AVI) addresses these gaps by offering real-time, objective detection across the full material width.
It helps reduce rework and scrap, improves yield, and provides digital inspection records that support audits and customer requirements.
Beyond defect detection, AVI empowers engineers to link visual data to process parameters, creating measurable control over quality, not just visual checks.
In short, AVI transforms inspection from a reactive task into a predictive tool for process stability and operational efficiency.
How Automated Visual Inspection Systems Actually Work
Automated visual inspection follows a predictable sequence that helps plants detect surface issues early and maintain stable production. Each stage contributes to how quickly the system identifies a defect and how reliably it supports process decisions.
1. Image Capture
Industrial cameras capture the moving surface continuously, supported by stable, controlled lighting. The goal is to create a clear contrast between normal texture and potential defects.
Bright-field lighting highlights color or coating variations.
Dark-field lighting exposes scratches and texture changes.
Backlight makes holes and edge irregularities visible.
A steady mechanical frame prevents vibration and keeps images sharp.
2. Image Processing
The software enhances images, removes noise, and detects patterns. Two main approaches are used:
Rule-based algorithms for predictable, recurring defects.
AI or deep-learning models for variable materials such as textiles or nonwovens.
This stage turns raw images into measurable features like contrast, shape, or density.
3. Defect Detection and Classification
Detected features are compared with stored defect libraries or thresholds. The system identifies what type of defect occurred, where it appears, and its severity. This information helps operators prioritise which issues need immediate correction.
4. Alerts and Integration
The system can sound alarms, mark defect zones, or send data directly to PLCs or MES software. Engineers can then adjust coating, alignment, or tension in real time, reducing the chance of repeating the same issue.
Now that the workflow is clear, it helps to look at the components that make these systems consistent and reliable.
Essential Equipment and Core Components of an Automated Visual Inspection System
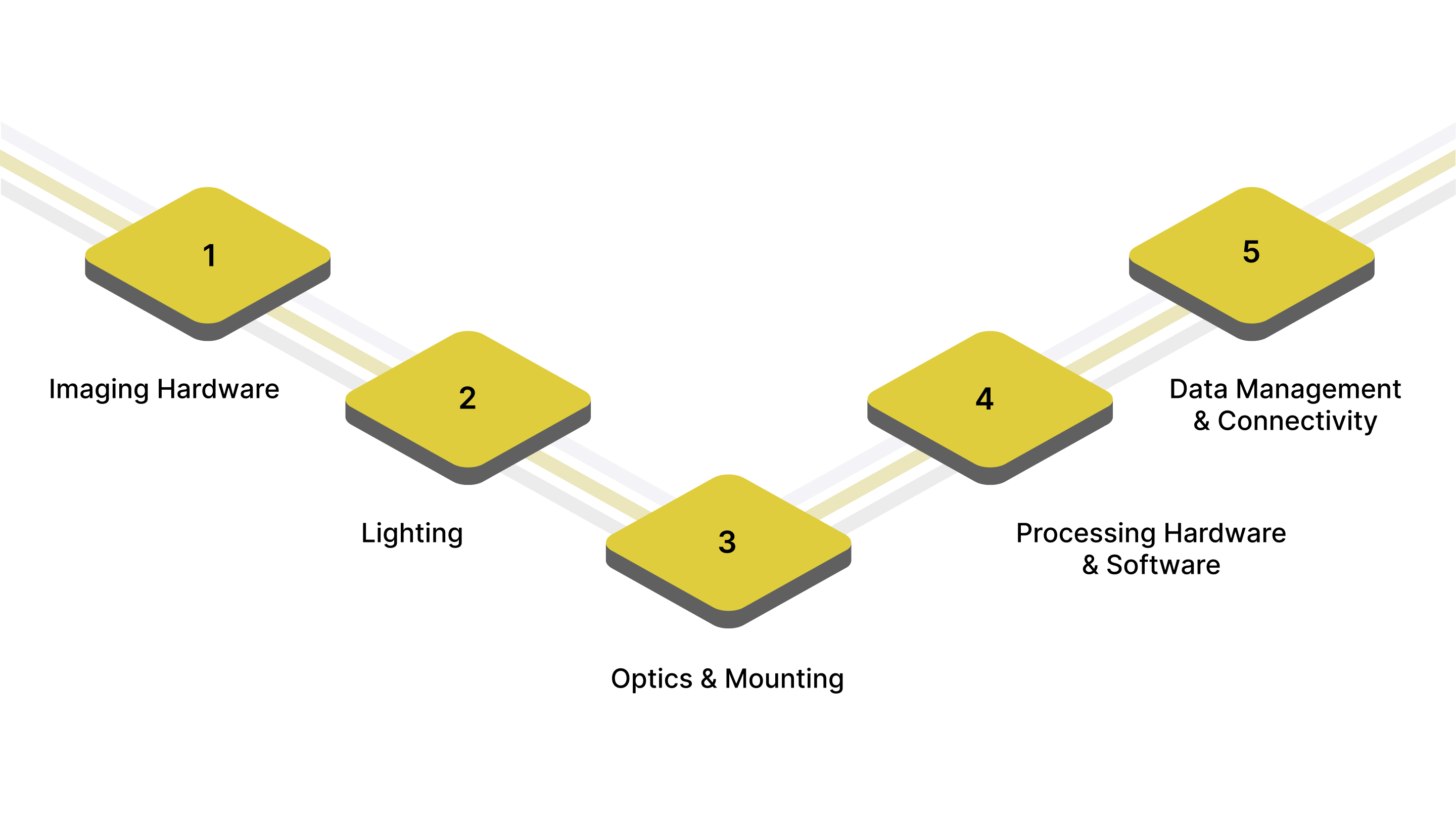
A robust inspection system relies on hardware, optics, software, and connectivity working together. Each component affects how accurately the system detects defects and how well it fits into a high-speed production environment.
1. Imaging Hardware
Industrial cameras capture images across the full width of the material.
Options include:
Line-scan cameras: ideal for wide, continuous materials such as films, nonwovens, foams, and insulation
Area-scan cameras: used for discrete parts or narrower materials
Multi-camera arrays: provide full-width coverage on very wide lines or materials with complex surfaces
Reliable imaging hardware ensures consistent inspection, even at high line speeds.
2. Lighting
Lighting determines how easily defects appear on the captured image.
Common approaches include:
Bright-field: general surface inspection
Dark-field: texture changes, raised defects, small scratches
Backlight: holes, thin spots, and edge quality
Diffuse lighting: patterned or reflective materials
Controlled lighting reduces variation and helps the system differentiate between true defects and natural surface features.
3. Optics and Mounting
Optical components shape the image before it reaches the camera.
These include:
Lenses that control focus and magnification
Filters that adjust color or reduce glare
Rigid mounting structures to prevent vibration
Many plants use enclosed frames to:
Block external factory light
Avoid variations caused by sunlight or overhead fixtures
Maintain consistent inspection during long shifts
Stable optics provide repeatable, trustworthy results.
4. Processing Hardware and Inspection Software
This part handles fast, real-time analysis.
It includes:
A dedicated processor or industrial PC
Inspection software with dashboards, recipes, and defect libraries
Tools for engineers to adjust thresholds and logic
Operator screens for reviewing defect images
Good software helps reduce false positives and makes the system easier to maintain across shifts.
5. Data Management and Connectivity
Modern manufacturing requires trackable, shareable quality data. Inspection systems often include:
Image storage for audits
Defect logs linked to material positions
Trend charts for process adjustments
Export options for PLCs, MES, and reporting tools
Reliable data helps teams find root causes faster and maintain consistent quality for customers.
Key Automated Visual Inspection Functions in Manufacturing
Automated visual inspection supports several critical functions that manual inspection cannot perform consistently on high-speed lines.
1. Surface Defect Detection
The primary role is to identify visual irregularities, such as:
Scratches, dents, or streaks
Pinholes or contamination
Coating or color variations
Fiber clumps or foreign particles
Detecting these early prevents rework and scrap buildup downstream.
2. Edge and Alignment Monitoring
Edges often indicate process stability. Systems can monitor:
Frayed or misaligned edges
Coating overflow
Uneven trimming
Misaligned seams or stripes
3. Pattern and Texture Verification
Materials like textiles, flooring, and wallcoverings require consistent patterns. AVI detects:
Pattern shifts
Gloss variations
Missing or distorted prints
Surface unevenness
4. Dimensional Checks
AVI can also measure:
Web width
Coating width
Edge position
Simple shape deviations
5. Defect Mapping and Severity Classification
Defects are logged with location and classification. Engineers use these maps to remove only affected sections, reduce waste, and trace recurring process problems.
Applications and Examples of Automated Visual Inspection for Flat Materials
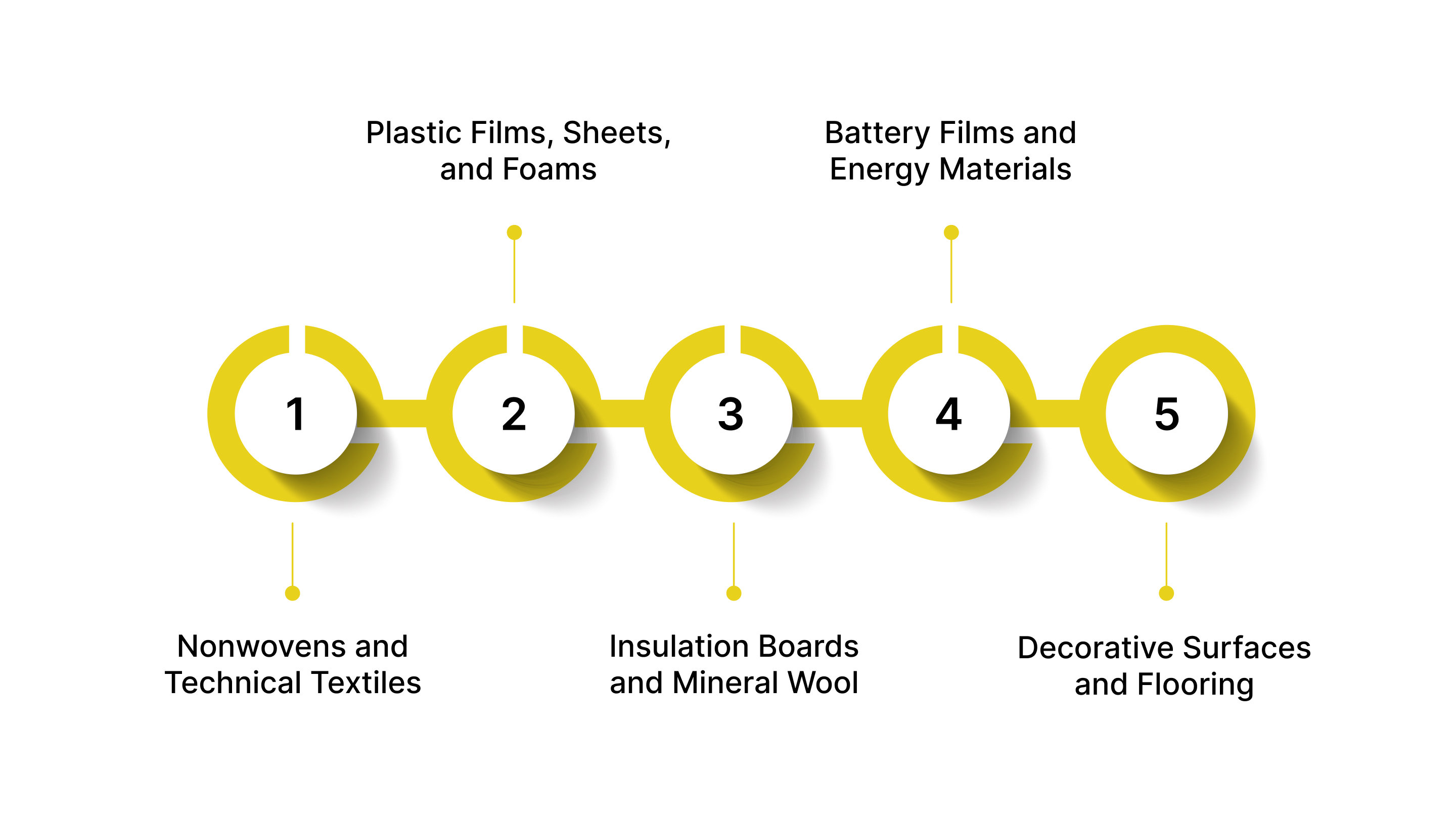
Flat and continuous materials—like films, textiles, or insulation boards- are challenging to inspect manually. Automated visual inspection helps manufacturers maintain uniformity, reduce waste, and improve downstream process stability.
1. Nonwovens and Technical Textiles
Typical challenges include uneven fiber distribution, holes, and coating defects. Automated inspection monitors:
Homogeneity after carding or bonding
Surface consistency in coated textiles
Binder or resin distribution issues
These insights help reduce scrap and stabilise product weight and thickness.
2. Plastic Films, Sheets, and Foams
In extrusion or calendering lines, small defects can quickly multiply. AVI detects:
Gels, streaks, inclusions
Edge tears or scratches
Coating and gloss variations
Real-time feedback allows operators to correct die, temperature, or coating conditions faster.
3. Insulation Boards and Mineral Wool
Systems track surface uniformity, detect crushed areas, and verify edge quality. Maintaining visual consistency supports thermal and mechanical performance.
4. Battery Films and Energy Materials
For EV and energy storage applications, even minor coating gaps can cause safety risks. AVI identifies pinholes, missing coating, and foreign particles, helping ensure consistency and documentation for strict quality requirements.
5. Decorative Surfaces and Flooring
AVI verifies patterns, gloss, and surface quality in laminates, wallcoverings, and flooring. This prevents customer complaints and ensures visual appeal across production batches.
Traditional vs. Automated Visual Inspection: Manual & AOI Compared
Manual inspection and older automated optical inspection (AOI) systems still exist in many plants, but both struggle with today’s speed and quality demands.
Automated visual inspection improves reliability through continuous coverage and smarter data handling.
Aspect | Manual Inspection | Legacy AOI | Automated Visual Inspection (AVI) |
Detection Coverage | Partial | Moderate | Full-width continuous monitoring |
Consistency Across Shifts | Low | Moderate | High and repeatable |
Performance at Line Speed | Low | Moderate | Excellent, real-time analysis |
Defect Sensitivity | Variable | Limited | High, tunable |
Lighting Control | Poor | Fixed | Managed, adaptive |
Operator Workload | Heavy | Medium | Light, verification only |
Integration | None | Limited | Strong PLC/MES integration |
Data and Traceability | Manual | Basic | Full digital logs |
Summary
Manual inspection suffers from fatigue and inconsistency.
Legacy AOI improves detection but lacks flexibility and connectivity.
Automated visual inspection offers continuous, high-speed, full-width coverage with integrated quality data for process control.
Rather than replacing operators, AVI supports them, turning inspection into a continuous, data-driven function that stabilises production and improves traceability.
Integrating Automated Visual Inspection Into Process Control
Automated visual inspection provides the most value when it becomes part of closed-loop process control rather than a stand-alone quality step. When connected to PLCs, MES, or SCADA systems, inspection data drives faster and more consistent decisions.
1. Real-Time Response
Defect data can trigger automatic or manual adjustments, such as:
Modifying coating thickness
Adjusting edge alignment
Correcting web tension or temperature
Quick responses prevent the same defect from repeating across the roll or batch.
2. Data Flow and Traceability
Integrated systems collect images, timestamps, and defect coordinates. Engineers use this data to link issues to specific process events, like material changes or equipment wear, making troubleshooting more targeted and efficient.
3. Continuous Improvement
Quality teams can analyse long-term trends in defect type, frequency, or location. These insights support preventive maintenance, process tuning, and training improvements.
4. Combined Inspection Approaches
Manufacturers often pair visual inspection with non-contact thickness or basis-weight measurement, technologies used by Hammer-IMS, to see both surface and internal quality. This provides a complete picture of production stability and material performance.
When to Invest in Automated Visual Inspection: Practical Triggers
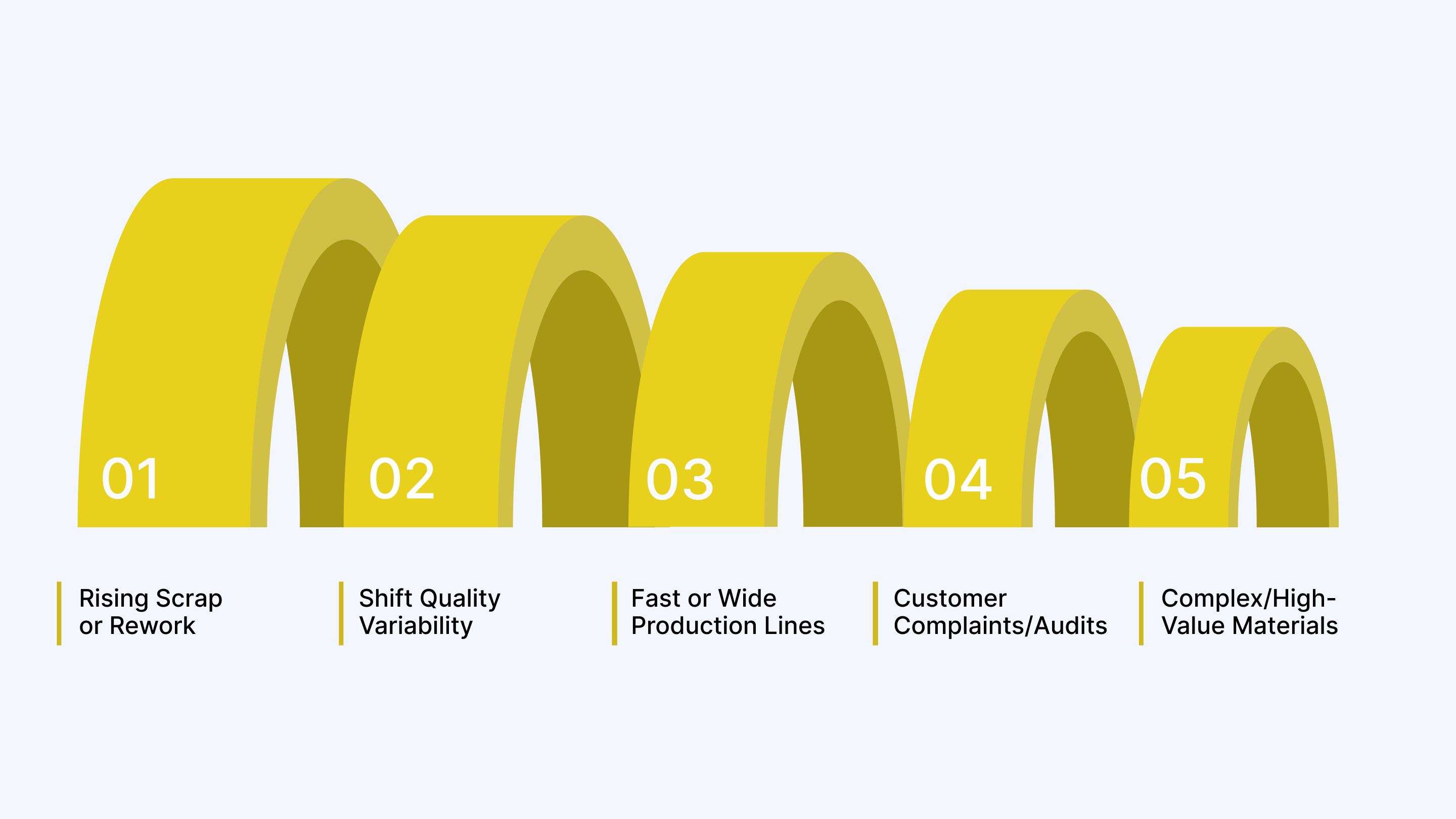
Automated visual inspection becomes essential when surface quality issues begin to affect yield, cost, or customer confidence. The situations below help identify when the investment delivers measurable value.
1. Rising Scrap or Rework
Frequent reprocessing due to missed defects signals poor early detection. AVI helps capture issues before they spread across a full roll or batch.
2. Inconsistent Quality Across Shifts
Manual inspection depends on the operator's attention. Automated systems maintain consistent standards, providing equal reliability across all shifts.
3. High-Speed or Wide Production Lines
Fast-moving materials exceed human reaction time. AVI maintains detection accuracy even on wide or high-throughput lines.
4. Customer Complaints or Audit Pressure
If customers demand visual documentation, AVI provides image-based proof of compliance and stable inspection records.
5. Complex or High-Value Materials
When defects are costly, such as in battery films, coated composites, or insulation, AVI reduces the risk of waste and downstream failure.
How to Choose the Right Automated Visual Inspection System (Checklist)
Choosing the right system depends on material type, process speed, and integration needs. Use the checklist below to evaluate options effectively.
Selection Checklist
Material Type: Nonwoven, film, board, or coated web
Defect Types: Holes, streaks, scratches, or surface inclusions
Line Speed and Width: Match camera coverage and frame rate
Lighting Requirements: Consider surface gloss, color, and reflectivity
Integration Level: Stand-alone or PLC/MES connected
Data Management: Image storage, trend reports, traceability
Operating Environment: Temperature, dust, humidity, ATEX if needed
Scalability: Ability to add more sensors or cameras later
Vendor Support: Application engineering, commissioning, and training availability
Selecting a system with the right combination of imaging, lighting, and software ensures long-term value and minimal downtime during integration.
How Hammer-IMS Can Help?
Hammer-IMS helps manufacturers modernise quality control through non-contact, radiation-free measurement and inspection systems designed for flat materials.
By combining M-Ray millimetre-wave technology, laser and capacitive sensors, and AI-powered camera inspection, the company enables real-time visibility across both internal and surface quality.
Comprehensive Quality and Process Control
Surface Inspection: The Edge-Vision 4.0 platform detects scratches, holes, streaks, and coating inconsistencies with precision.
Thickness and Basis-Weight Measurement: Marveloc-CURTAIN and CHARIOT systems deliver continuous inline monitoring across the entire material width.
Data Integration: The Connectivity 3.0 software connects sensors, cameras, and PLC systems to provide centralised, traceable quality data.
Process Optimization: Operators can react instantly to trends, stabilising production, reducing scrap, and improving yield consistency.
Hammer-IMS provides modular, application-specific solutions that can be tailored to industries such as nonwovens, plastics, insulation, and energy materials.
Conclusion
Automated visual inspection transforms how manufacturers approach quality control. Instead of reacting to defects after production, teams can now identify problems in real time, stabilising output and protecting profitability.
By integrating camera-based surface inspection with process data, operations become more predictable, efficient, and compliant with customer standards.
For flat materials, such as nonwovens, films, and insulation boards, this technology helps reduce waste, improve consistency, and document quality with precision.
Manufacturers ready to modernise inspection can explore non-contact, radiation-free solutions that combine visual and thickness measurement in one system.
Visit Hammer-IMS to learn how integrated inspection technology supports cleaner, safer, and more stable production lines tailored to your industry’s needs.
FAQs
1. What is automated visual inspection?
It’s a camera-based system that detects surface defects automatically, replacing manual inspection with consistent, real-time monitoring.
2. How is it different from traditional AOI?
Automated visual inspection uses AI and adaptive lighting to handle complex materials, offering better coverage and fewer false results.
3. Can AVI replace human inspectors?
No. It supports operators by handling repetitive detection tasks, allowing people to focus on corrective actions and process improvement.
4. What industries use automated visual inspection?
Nonwovens, plastics, insulation, textiles, battery films, flooring, and other flat materials.
5. Does it slow down production?
No. Systems operate in-line at full speed without contact, ensuring continuous inspection.
6. Is automated visual inspection expensive to maintain?
No. Maintenance mainly involves cleaning optics and recalibrating cameras periodically.