Introduction
Insulation and panel manufacturers face a critical challenge: maintaining consistent thickness and density across high-speed production lines directly affects thermal performance, regulatory compliance, and material costs. According to industry data, scrap rates in flexible polyurethane foam production plants reach 8-12%, climbing to 22% in converting facilities—and even a 2–5% thickness overage compounds into significant annual losses when multiplied across millions of metres produced.
Traditional measurement approaches create their own problems. Nuclear gauges carry radiation risks and strict licensing requirements. Contact sensors introduce surface interference, and optical lasers fail in dusty, steam-filled mineral wool production environments. Each limitation drives up costs and measurement uncertainty while exposing manufacturers to regulatory risk.
M-Ray technology offers a non-nuclear, contactless alternative with measurable advantages for inline thickness and grammage control. This millimeter-wave-based system eliminates radioactive source handling, supports measurement gaps up to 30–40 cm, and enables closed-loop feedback for real-time process adjustment. The result: less material waste and tolerances tight enough to meet certified insulation product specifications.
Key Takeaways
- M-Ray uses millimeter-wave signals to measure insulation thickness and grammage contactlessly, with no radioactive materials
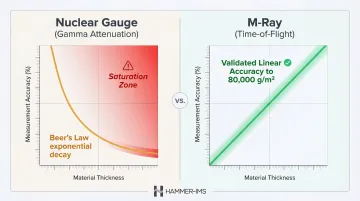
- Time-of-flight measurement maintains linear accuracy across the full material thickness range, with no upper saturation limit
- Eliminates nuclear gauge licensing, decommissioning costs, and radiation handling protocols
- Measures mineral/glass wool, polystyrene, polyurethane foam, and composite panels
- Real-time software integration supports uniformity mapping and closed-loop process adjustment to cut material waste
What Is M-Ray Thickness Measurement?
M-Ray measurement is Hammer-IMS's term for millimeter-wave-based industrial measurement technology. The system uses electromagnetic waves with wavelengths of 1–10mm at frequencies of 30–300GHz, classified by the International Telecommunication Union as the Extremely High Frequency (EHF) band. These waves are entirely non-ionizing, requiring no radiation licenses or special handling protocols.
How the Physics Works
M-Rays slow down and change wavelength when passing through material. The measurement system sends signals through the material toward a metal reflector plate positioned below, then measures the time delay (time-of-flight) between transmitted and received signals. Because M-Rays travel measurably slower through material than through air, this time delay is directly proportional to grammage (g/m²).
Pairing grammage with thickness data yields density (g/cm³), the parameter that determines thermal resistance performance in insulation products.
Typical Applications
M-Ray systems operate inline on continuous production lines for:
- Mineral wool and glass wool batts
- Polystyrene panels (EPS/XPS)
- Polyurethane foam boards
- Laminated composite panels
- Multi-layer insulation products
The technology measures at production speed without touching the material, making it suitable for fragile or temperature-sensitive products that contact sensors would damage.
Why Accurate Thickness Measurement Matters in Insulation and Panel Production
Thermal Performance and Compliance Risk
Insulation products are sold and specified by their thermal resistance (R-value or lambda value), which is directly determined by consistent density and thickness. Underdense or under-thickness product fails to meet performance claims and exposes manufacturers to compliance risk under standards like ASTM C518 and ISO 8301.
Under the EU Construction Products Regulation, manufacturers must issue a Declaration of Performance and affix CE marking. If market surveillance finds a product doesn't achieve declared performance, authorities can require withdrawal or full product recall. Across the Atlantic, the US FTC R-Value Rule mandates that R-values must be based on specific tests—violations constitute unfair or deceptive acts subject to heavy civil penalties.
Material Cost Impact
Thickness variation leads manufacturers to over-produce weight as a "safety buffer" to avoid under-spec product. For a polyurethane foam line running 24/7 producing 2-metre-wide panels at 15 m/min with 5cm thickness, tightening a 2 kg/m³ safety margin—reducing density from 42 kg/m³ to 40 kg/m³—yields approximately 158 metric tonnes of annual material savings.
The Cost of Catching Defects Too Late
Without real-time inline measurement, defects are only caught at end-of-line or post-production. By that point, substantial material has already been produced out of spec—increasing both scrap rates and rework costs.
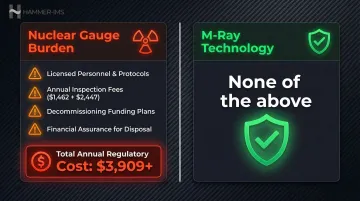
Nuclear Gauge Burden
Radioactive source handling requires:
- Licensed personnel and strict protocols
- Annual inspection fees ($1,462 application fee, $2,447 inspection fee under US NRC regulations)
- Decommissioning funding plans as mandated by regulatory authorities
- Financial assurance for safe disposal when operations cease
M-Ray technology eliminates every item on that list.
Commercial Outcomes
Consistent thickness control enables:
- Premium pricing for certified R-value performance
- Reduced customer complaints and warranty claims
- Tighter stated thickness tolerances in product specifications
- Lower total cost of ownership compared to nuclear systems — including zero licensing, inspection, or decommissioning costs
How M-Ray Thickness Measurement Works
This section covers the practical stages of how an M-Ray system operates in an insulation production environment—from signal generation through to actionable production data.
Step 1 – Signal Transmission Through Material
An M-Ray transmitter emits millimeter-wave signals through the moving material towards a metal reflector plate positioned below. This design eliminates the need for any electronics beneath the material path. With no underside components exposed, the system is protected against coating drips, drooping extrudates, and contamination — a real asset in insulation environments where dust, fibres, and process by-products are constant.
Step 2 – Time-of-Flight Calculation
The detector measures the time delay between transmitted and received signals. Unlike nuclear attenuation methods that lose accuracy as material thickness increases (fewer particles pass through), the time delay in M-Ray measurement remains linearly proportional to grammage with no upper-limit saturation.
Validated testing on dense wood panels has demonstrated reliable linearity to nearly 80,000 g/m²—far exceeding the thickness range where nuclear gauges require larger, more dangerous sources to compensate for signal loss.
Step 3 – Grammage and Density Derivation
Grammage (g/m²) is calculated directly from time-of-flight. For materials like mineral/glass wool where thickness is relatively stable during production, grammage converts directly to density using the relationship:
Density (g/cm³) = Grammage (g/m²) ÷ (Thickness (mm) × 10)
For variable-thickness materials like polyurethane panels or polystyrene, a laser measurement is combined with M-Ray grammage data to calculate real-time density. This hybrid approach is standard in Hammer-IMS deployments for panels where thickness fluctuates during production.
Step 4 – Real-Time Scanning and Coverage
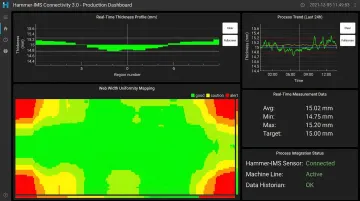
Multiple M-Ray sensor heads scan transversally across the web width, generating full-width coverage in real time. Colour-coded graphs highlight out-of-spec zones by thickness or grammage as material moves through the production line, so operators can respond immediately rather than discovering problems at the end of the line.
The scanning approach ensures no "blind spots" where localised density variations could escape detection while overall average weight appears compliant.
Step 5 – Software Feedback and Process Adjustment
Integrated software enables closed-loop feedback: measurement data feeds back to production line controls to automatically adjust process parameters. The result is consistent target weight/thickness and measurably less material waste.
The uniformity tool maps actual material distribution across the full sample width, distinguishing overall average compliance from localised density variation. If a mineral wool line shows higher fibre density at the centre than the edges, the feeder can be corrected before an entire production run drifts out of spec.

M-Ray vs. Traditional Thickness Measurement Methods
| Feature | M-Ray | Nuclear/Isotope | Contact Gauges | Optical Laser |
|---|---|---|---|---|
| Measurement Principle | Time-of-flight (millimeter waves) | Gamma attenuation | Physical contact | Light reflection/triangulation |
| Contact Required | No | No | Yes | No |
| Radiation Risk | None (non-ionizing) | Yes (licensing required) | None | None |
| Measurement Gap | Up to 30–40cm | Typically 5–15cm | 0cm (contact) | 10–30cm |
| Accuracy at High Thickness | Linear across full range | Degrades (saturation) | Variable (compression) | Good (if clean optical path) |
| Environmental Sensitivity | Low | Low | Moderate | High (dust, steam, mist) |
| Regulatory Overhead | None | High (licensing, decommissioning) | None | None |
| Suitability for In-Line Use | Excellent | Good | Poor (wear, contamination) | Moderate (requires clean environment) |
Nuclear Gauge Limitations
Gamma transmission follows Beer's law, where transmitted signal intensity decreases exponentially as material thickness increases. At higher thicknesses, the number of particles passing through the material becomes very low, sacrificing accuracy. Regaining accuracy requires larger, more hazardous radioactive sources.
This attenuation-based limitation doesn't affect M-Ray's time-of-flight method, which maintains linear accuracy regardless of thickness.
Optical Laser Limitations
Laser displacement measurements fluctuate or fail under several common production conditions:
- Dirt, dust, or fluid on the protection glass or measuring target causes signal loss
- Airborne dust intruding into the light axis requires corrective action and downtime
- Thermal gradients (heat shimmer typical in polyurethane foam lines) refract the beam, causing "beam steering" that distorts readings
Mineral wool production environments—filled with airborne fibres, steam, and processing dust—are particularly hostile to optical measurement systems.
Real-World Application: M-Ray Measurement for Insulation Panels
Mineral Wool Production Scenario
Consider a mineral/glass wool production line where thickness and density uniformity are critical for certified R-value performance. An M-Ray system is installed inline with:
- Multiple sensor heads scanning across the full web width
- Metal reflector plates beneath the material path
- Software integration with the production control system
Operational Outcome
The system detects lateral distribution variations in real time—for instance, more fibre density at the centre than the edges. This pattern might result from feeder settings that appear correct when measuring only average weight but produce non-uniform product.
The line operator or closed-loop system adjusts the feeder distribution before the full run goes out of spec — without triggering average-weight alerts. This prevents:
- Material over-use in high-density zones
- Under-spec performance in low-density zones
- End-of-line rejection of entire batches
Adaptation for Polystyrene Panels
Mineral wool is not the only material where this approach applies. For polystyrene panels, the same measurement platform uses an M-Ray + laser hybrid: M-Ray measures grammage while the laser measures thickness, and the system calculates real-time density from both inputs. Producers get immediate process feedback without adding a separate quality step or handling the panel offline.

How Hammer-IMS Can Help
Hammer-IMS develops and provides M-Ray-based inline measurement systems engineered for insulation and panel production. The company has deployed systems at major manufacturers including Owens Corning, Federal Eco Foam, Abriso-Jiffy, and ThermHex Waben. The available systems cover the full range of insulation and panel production environments, from mineral wool lines to structural sandwich panels.
Solution Set for Insulation
Mineral/Glass Wool Systems:
- Measurement gaps up to 400mm
- Full web width coverage capability
- Real-time uniformity mapping
Polystyrene and Polyurethane Systems:
- Hybrid M-Ray and laser configuration for complete density calculation
- Suitable for variable-thickness panel products
- Closed-loop feedback integration
OEM Integration Modules:
- M-Ray modules for embedding into existing production equipment
- Suitable for machine builders and production line retrofits
- Modular sensor configurations
Uniformity Analysis Tool:
- Material distribution mapping across the full web width
- Distinguishes between average compliance and localised variation
- Colour-coded visualisation for immediate operator response
Connectivity 3.0 Software
Hammer-IMS's Connectivity 3.0 platform enables:
- Remote monitoring and diagnostics
- Data logging and long-term trend analysis
- Closed-loop feedback control with automatic process adjustment
- Integration with PLCs via Modbus TCP/IP, OPC UA, or PROFINET
Together, these capabilities help manufacturers tighten quality control and reduce over-specification material buffers. Unlike nuclear measurement systems, M-Ray technology requires no licensed handling, no source decommissioning, and no radiation safety protocols — lowering total cost of ownership over the system's lifetime.
Frequently Asked Questions
What materials can M-Ray technology measure beyond standard insulation?
M-Ray technology measures a broad range of non-conductive flat materials: polystyrene, polyurethane foam, mineral/glass wool, plastic film, nonwovens, paper, wall coverings, rubber, and composite panels—any material where contactless grammage or thickness measurement is needed.
How does M-Ray measurement differ from X-ray thickness gauges?
X-ray gauges use ionising radiation and attenuation-based measurement (which loses accuracy at high material thickness), whilst M-Ray uses non-ionising millimeter waves and time-of-flight measurement—maintaining linear accuracy at any thickness, with no radiation risk, no licensing requirements, and a significantly wider measurement gap between sensor and material.
Can M-Ray systems operate on high-speed continuous production lines?
M-Ray systems are designed for inline, real-time measurement at production speed. Scanning sensors traverse the full web width while software updates continuously, maintaining accuracy and full coverage even in demanding production environments.
What measurement accuracy does M-Ray technology achieve?
M-Ray systems can measure grammage down to 1 g/m² with high signal-to-noise performance across a wide material thickness range. The technology maintains precision regardless of material colour or minor surface variations that would affect optical systems.
Is there a limit to how thick a material M-Ray can measure?
Unlike nuclear attenuation methods, M-Ray time-of-flight measurement has no theoretical upper thickness limit. The time delay remains linearly proportional to grammage even at extreme material weights, as demonstrated in tests with dense wood panels approaching 80,000 g/m².
How does M-Ray technology support closed-loop production control?
M-Ray measurement data is fed in real time to production control systems via software integration, enabling automatic adjustments to process parameters (such as feeder speed, material distribution, or line speed) to maintain target thickness and density—reducing scrap and eliminating the lag of manual correction cycles.