Introduction: What Makes M-Ray Sensor Technology Different
Manufacturing environments demand precision. Contact-based gauges can damage delicate materials, optical sensors struggle with colored or opaque products, and nuclear measurement systems carry licensing requirements and safety risks. The core challenge: achieving non-contact, high-precision, continuous measurement across different material types in demanding production environments — without radiation licenses, surface dependency, or mechanical interference.
This article examines M-Ray sensor technology — a millimeter wave-based measurement platform developed by Hammer-IMS to address exactly these limitations. We cover the physics behind the sensors, the measurement architecture delivering sub-gram accuracy, performance advantages over conventional methods, and why industries from nonwovens to plastics are switching to this nuclear-free alternative.
Unlike radioisotope systems, M-Ray achieves comparable measurement accuracy without the compliance overhead — no radiation licenses, no disposal requirements, no restricted-area regulations.
TLDR:
- M-Ray sensors use millimeter wave electromagnetic radiation (30-300 GHz) to measure basis weight, thickness, and moisture through materials—without contact or radioactive sources
- Transmitter-receiver arrays provide full-width measurement with accuracy comparable to nuclear gauges but without licensing or disposal requirements
- Technology excels across nonwovens, plastics, foams, and composites, enabling material waste reduction by tightening production tolerances
- Integrates directly with PLCs and process controllers via PROFINET, OPC UA, or Modbus for closed-loop production control
What Is M-Ray Sensor Technology?
M-Ray technology is a measurement approach based on millimeter wave electromagnetic radiation—electromagnetic energy operating at frequencies between 30–300 GHz, positioned between microwave and infrared on the electromagnetic spectrum. This spectral location makes millimeter waves uniquely suited for penetrating and interacting with industrial materials without ionizing radiation. Unlike X-rays or gamma rays that alter atomic structures, millimeter waves pass through non-metallic materials safely, measuring bulk properties rather than surface characteristics alone.
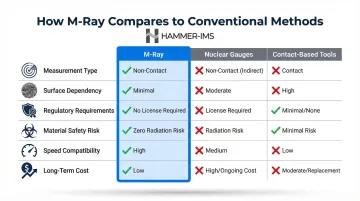
How M-Ray Differs from Other Non-Contact Methods
Three measurement principles dominate industrial quality control:
- Optical sensors reflect light off material surfaces, measuring color, gloss, or surface texture—but fail when materials are opaque, colored, or textured
- Nuclear gauges use radioactive isotopes (beta or gamma emitters) to measure density and basis weight through attenuation—but require radiation licenses, source replacement, and strict safety protocols
- M-Ray sensors transmit electromagnetic energy through the material and measure resulting signal changes, measuring bulk properties regardless of surface appearance
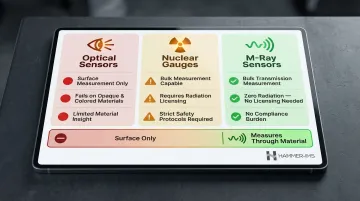
The practical difference is straightforward: optical systems are limited to what's visible on the surface. M-Ray reaches through the material. Nuclear gauges do the same, but they bring a compliance burden that grows year over year — licensing, source decay, disposal. M-Ray achieves comparable measurement accuracy without any of it.
The Non-Nuclear Advantage in Practical Terms
Eliminating radioactive sources removes operational friction:
- No radiation licensing requirements for installation or operation
- No source replacement costs — nuclear sources decay and require periodic swaps
- No safety exclusion zones around measurement equipment
- No regulatory compliance burden for radioisotope handling, transport, or disposal
- No hazardous waste to manage at end-of-life
According to industry data, these cumulative costs can exceed €300,000 over the total lifetime of a single nuclear sensor. M-Ray technology matches that measurement performance — without the paperwork, the liability, or the recurring costs.
The Core Sensor Architecture Inside M-Ray Systems
Transmitter-Receiver (T-R) Sensor Pair Configuration
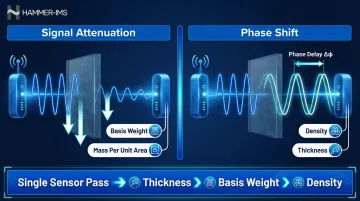
The foundation of M-Ray measurement is a paired sensor architecture: one element emits a calibrated millimeter wave signal while a paired receiver captures the transmitted signal after it passes through the material. The attenuation (signal strength reduction) and phase shift (change in wave travel time) carry the measurement information—signal changes directly correlate to material properties like mass per unit area, moisture content, or layer thickness.
This transmission-based approach differs from reflection systems. The sensor doesn't measure what bounces back from the surface; it measures how the material modifies electromagnetic energy passing through its entire thickness.
Signal Processing Chain
The received millimeter wave signal follows a defined processing path:
- Analog signal capture at the receiver antenna
- Analog-to-digital conversion for digital processing
- Firmware-level analysis extracting material properties from attenuation and phase shift data
- Calibration compensation accounting for environmental factors and material composition
Signal stability and low noise floor are critical for measurement repeatability. High-frequency millimeter wave signals (30-300 GHz) provide sharp time domain resolution, enabling precise sensing of time delays that translate to distance, thickness, and density measurements with sub-millimeter accuracy.
Multi-Sensor Array Configurations
Single-point or scanning gauges leave coverage gaps in wide production lines. Hammer-IMS M-Ray systems deploy multiple T-R pairs arranged across the full web width (cross-direction profiling) to deliver complete coverage in real time.
This array configuration replaces scanning systems with continuous, full-width measurement—detecting localized defects, weight variations, or thickness inconsistencies as they occur. The result is near 100% material coverage during production, so grammage variations caused by forming head issues or fiber distribution problems are caught immediately rather than discovered during post-process testing.
Calibration and Material Compensation Mechanisms
Materials vary: composition changes, density gradients occur, and environmental factors (temperature, humidity) influence measurement accuracy. M-Ray systems account for these variations through:
- Sensor calibration routines performed in air or using reference materials
- Material-specific calibration models tailored to the composition being measured
- Automatic calibration systems that maintain long-term measurement reliability
Together, these mechanisms sustain measurement accuracy across production runs despite process variation. Hammer-IMS M-Ray systems are engineered to operate under harsh industrial conditions—high line speeds, wide web formats, and fluctuating ambient temperatures—where even small measurement drift translates directly into material overuse or quality failures.
How M-Ray Sensors Achieve High-Precision Measurements
Measurement Physics: Interaction Between Millimeter Waves and Materials
M-Ray sensors exploit two primary signal parameters to measure material properties simultaneously:
| Parameter | What It Measures | Key Capability |
|---|---|---|
| Signal attenuation | Energy absorbed or scattered by the material | Correlates to mass per unit area; calculates basis weight to better than 1 gsm |
| Phase shift | Change in wave travel time through the material | Correlates to density or thickness independent of mass; enables dual-property measurement from a single pass |
Together, these parameters yield multi-property measurement: thickness, basis weight, and density from a single sensor pass. The millimeter wave frequency range provides sufficient penetration for typical industrial materials — nonwovens, foams, plastics, textiles, composites — without signal overload, removing the isotope-matching requirement that constrains X-ray and nuclear methods.
M-Ray also works across a wide material density range because millimeter waves penetrate opaque dielectric materials with minimal surface scattering. Optical methods fail on colored or textured substrates; M-Ray transmission is unaffected by surface appearance.
Key Performance Specifications
Four metrics define industrial measurement capability in practice:
| Metric | Typical M-Ray Spec | Why It Matters |
|---|---|---|
| Resolution | < 1 gsm basis weight; < 100 µm width | Detects small property changes before they become defects |
| Repeatability | 1.81 gsm across ranges up to 540 gsm (synthetic nonwovens) | Prevents false alarms and avoids masking real process drift |
| Response time | Fast-sampling (ms-range) | Sets spatial resolution in the machine direction on high-speed lines |
| Measurement range | Up to 30 cm thick; single-digit to hundreds of gsm | Covers diverse product specs without sensor reconfiguration |
Scanning Speed and Sensor Sampling Rate Interaction
In high-speed production lines—textile webs running at hundreds of meters per minute, plastic films at similar speeds—sensor response time directly determines spatial resolution. If the sensor takes 100 milliseconds to produce a measurement and the web moves at 300 meters per minute (5 meters per second), the measurement represents a 0.5-meter section of material.
Fast-sampling M-Ray sensors enable detection of shorter-wavelength defects: localized thin spots, small grammage variations, or edge irregularities that slower systems would average out and miss entirely. On a line running at 300 m/min, closing that spatial gap can mean catching a defect zone covering less than half a meter rather than writing off an entire roll.
Key Performance Advantages Over Conventional Measurement Methods
Comparison to Nuclear/Radiometric Gauges
Nuclear gauges using beta or gamma radiation measure basis weight and thickness effectively—but carry substantial operational burdens. They require:
- Licensed operators trained in radiation safety
- Periodic source replacement (radioactive isotopes decay)
- Source disposal protocols and hazardous waste management
- Regulatory compliance inspections and documentation
- Safety exclusion zones around measurement equipment
M-Ray technology delivers equivalent or better measurement accuracy without any of these requirements. Industry data shows that large tube manufacturers operating closer to minimum permissible dimensions through tighter measurement control realize annual savings in the single-digit millions while eliminating nuclear compliance costs. Reducing film thickness by just 0.1 mil yields 15% material savings in extrusion applications—the same savings apply with M-Ray, minus the nuclear compliance burden.
Comparison to Optical and Infrared Sensors
Optical and IR methods are sensitive to surface conditions:
- Color variations alter reflectivity, changing measurement readings
- Surface texture scatters light inconsistently, introducing noise
- Reflectivity differences between materials make calibration unstable
- Transparent materials (clear plastics, films) provide insufficient signal
M-Ray's transmission-based approach measures through the material structure, providing bulk-representative data regardless of surface appearance. The Orfit Industries implementation demonstrated M-Ray effectiveness across "any sheet color, transparency level or thickness value"—capabilities optical systems cannot match.
Contactless Measurement for Fragile or Fast-Moving Materials
Contact-based measurement tools—rollers, caliper gauges, mechanical probes—introduce three problems:
- Delicate surfaces scratch, soft materials compress, and hot materials stick to contact surfaces
- Mechanical contact introduces tension variations that affect production stability
- Contact gauges cannot keep pace with fast-moving lines without introducing measurement lag
M-Ray sensors operate at a fixed standoff distance with no mechanical interaction, preserving material integrity and enabling continuous inline measurement. The technology successfully measures hot, freshly extruded thermoplastic sheets at temperatures exceeding 100°C—conditions that would damage or disable contact-based systems.
Holistic Advantage: Safety, Regulatory Simplicity, and Measurement Performance
M-Ray technology matches nuclear gauge accuracy while removing the compliance infrastructure those systems demand. The operational differences compound over time:
- No source replacement, decay compensation, or radiation safety equipment testing
- Relocate or decommission systems without regulatory approval or hazardous waste protocols
- Install without radiation shielding — no exclusion zones, no facility modifications
- Eliminate licensing fees and recurring nuclear compliance costs entirely
For manufacturers weighing a switch, the financial case is straightforward: equivalent measurement performance at a fraction of the long-term operational cost.
Industry Applications: Where M-Ray Sensor Technology Excels
Nonwovens and Technical Textiles
M-Ray technology addresses critical quality control challenges in nonwoven production:
- Grammage uniformity measurement across full web width, detecting weight variations caused by forming head issues or fiber distribution problems
- Real-time deviation detection enabling immediate process adjustments rather than post-production corrections
- Overfill margin reduction: tighter measurement control lets manufacturers run closer to minimum specification limits, cutting raw material consumption without quality risk
ITA Augsburg's published research on millimeter-wave basis weight detection in nonwoven production confirms real-world implementation in this sector. Manufacturers targeting production precision of 10 gsm benefit directly from M-Ray systems achieving measurement precision better than 2 gsm.
Plastic Film, Foam, and Composite Sheet Production
Multilayer structures present challenges for optical methods—different layers have different optical properties, making surface-based measurement unreliable. M-Ray transmission measures the entire structure as integrated bulk, delivering:
- Thickness and basis weight measurement for multilayer films where layer boundaries are optically invisible
- Extrusion line output monitoring for dimensional consistency, detecting die swell variations or cooling inconsistencies
- Density variation detection in foam products where internal structure (cell size, closed vs. open cells) affects bulk density without surface indications
Fraunhofer FHR co-developed 80-300 GHz millimeter wave systems for complex extrusion monitoring, validating M-Ray as a direct replacement for nuclear gauges in demanding extrusion environments.
Other Industrial Sectors
M-Ray's material-agnostic measurement principle enables a single sensor platform to serve diverse industries:
- Construction materials: Mineral wool, glass wool, and bitumen products benefit from non-contact thickness and basis-weight control
- Automotive acoustics components: synthetic foams and composite dampening materials require precise grammage control for acoustic performance
- Paper and board: M-Ray offers advantages in coated grades and specialty products where optical methods struggle
The same sensor architecture spans all three sectors; material-specific calibration models handle the differences without hardware changes.
Integrating M-Ray Sensors with Real-Time Production Systems
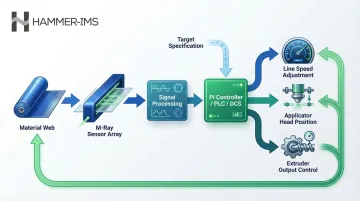
Closed-Loop Production Control Concept
Traditional quality control follows a batch-and-inspect model: produce material, test samples, adjust process parameters, repeat. This reactive approach generates waste during the adjustment period and introduces lag between problem occurrence and correction.
M-Ray sensor output feeds directly into process control systems—PLCs, DCS platforms, or dedicated process controllers—enabling automatic adjustment of production parameters based on real-time measurement data:
- Web speed adjustment to control residence time in coating or curing zones
- Applicator head position to correct cross-direction profile variations
- Extruder output to maintain target thickness or basis weight
This closed-loop control operates through feedback mechanisms: the controller compares measured values against target specifications and adjusts process parameters to minimise deviation. Hammer-IMS Connectivity 3.0 implements three independent control loops—line speed, pump flow, and bolt power—each switchable on demand, maintaining product consistency throughout production runs.
Software Integration Amplifies Sensor Value
Raw sensor readings gain practical value through software that translates measurement data into decisions operators can act on. Hammer-IMS's Connectivity 3.0 platform shows how that works in practice:
- Remote connectivity enabling data access and process monitoring from anywhere
- Data logging through Microsoft SQL Server, FTP/SFTP, or USB transfer for quality analysis and trend tracking
- Real-time visualization of production parameters including line speed, pump flow, and individual sensor element performance
- Automated feedback control with PI (proportional-integral) controllers managing bolt power, line speed, and pump flow based on measurement input
The result: measurement systems that detect trends and predict process drift early, giving operators the opportunity to correct course before quality issues reach finished product.
Sensor-to-System Communication Protocols
Connecting M-Ray systems to existing production infrastructure relies on industry-standard communication protocols. Hammer-IMS M-Ray systems support:
- PROFINET: Real-time industrial Ethernet for tight PLC integration
- OPC UA: Unified architecture enabling cross-platform data exchange
- Modbus TCP: Widely-supported protocol for controller communication
- Microsoft SQL: Database integration for historical logging and analysis
These protocols reduce deployment complexity and speed up integration. M-Ray sensors connect to existing control systems without custom interface development or proprietary communication requirements.
Frequently Asked Questions
What is M-ray sensor technology?
M-Ray technology uses millimeter wave electromagnetic energy (30–300 GHz) transmitted through industrial materials to measure properties like basis weight, thickness, and moisture. The non-contact, non-nuclear approach delivers bulk measurement through the material—avoiding the surface-dependency of optical methods and the regulatory burden of radioisotope systems.
What are the main sensor technologies used in industrial measurement?
Principal categories include nuclear/radiometric gauges (beta/gamma isotopes), optical and infrared sensors (surface reflection), ultrasonic sensors (acoustic transmission), and millimeter wave sensors like M-Ray. Each differs in measurement principle, material suitability, and regulatory requirements. M-Ray combines bulk measurement capability with fully non-nuclear operation.
How accurate are M-Ray sensors compared to nuclear gauges?
M-Ray sensors achieve accuracy and repeatability comparable to nuclear gauges for most material types, typically better than 1 gsm for basis weight with sub-millimeter thickness resolution. That level of precision comes without the safety licensing, source management, or regulatory overhead associated with radioisotope-based instruments.
Can M-Ray sensors measure all types of materials?
M-Ray technology is effective across nonwovens, textiles, plastics, foams, and composites. Very dense or highly conductive materials—such as metals or carbon fiber at high areal weights—may limit transmission effectiveness, and sensor configuration is calibrated to the specific material before deployment.
Is M-Ray sensor technology safe for production workers and the environment?
M-Ray systems emit non-ionizing electromagnetic radiation at millimeter wave frequencies, contain no radioactive isotopes, require no radiation safety licensing, and produce no hazardous waste. This makes them safe for operators and aligned with sustainability goals, including the environmental regulations driving European markets away from nuclear measurement technologies.
What industries benefit most from M-Ray measurement systems?
Key sectors include nonwovens, technical textiles, plastic film and sheet, foam production, construction materials (mineral wool, bitumen), and automotive acoustics components. Any industry requiring continuous, inline basis weight or thickness measurement is a strong candidate, especially where nuclear alternatives introduce regulatory or safety constraints.