M-Ray inline measurement technology was engineered to eliminate these constraints. Developed by Hammer-IMS, M-Ray employs millimeter-wave electromagnetic signals to deliver contactless, radiation-free measurement of non-metallic materials at full production speed. This article explains what M-Ray technology is, how it operates inline, why it outperforms legacy measurement methods, and which industries benefit most from its deployment.
TLDR:
- M-Rays are millimeter-wave electromagnetic signals operating in the 30-300 GHz range
- They penetrate non-metallic materials contactlessly, enabling real-time thickness and basis-weight measurement
- M-Ray is non-nuclear and radiation-free, eliminating licensing and disposal requirements
- The technology measures materials where X-ray fails, including opaque coatings with BaSO4, TiO2, and CaCO3
- Systems integrate into production lines for closed-loop process control and waste reduction
What Is M-Ray Technology?
M-Ray refers to millimeter-wave electromagnetic radiation engineered specifically for industrial material measurement. These waves occupy the Extremely High Frequency (EHF) band between 30 and 300 GHz, sitting between microwave and infrared on the spectrum, with wavelengths of 1 to 10 millimeters. That positioning makes them particularly well-suited for non-contact industrial gauging.
How M-Rays Interact with Materials
The core measurement principle relies on electromagnetic wave penetration. M-Rays pass through most non-metallic, non-conductive materials—textiles, plastics, foams, nonwovens—and interact with the material's dielectric properties and mass density. As the wave travels through the material, its propagation characteristics change in measurable ways, allowing precise calculation of thickness and basis weight without any physical contact.
Non-Ionizing Radiation: A Critical Safety Distinction
M-Rays are classified as non-ionizing radiation, similar to Wi-Fi signals or radar. According to the International Commission on Non-Ionizing Radiation Protection (ICNIRP) and the U.S. Nuclear Regulatory Commission (NRC), millimeter waves deposit energy in materials but lack sufficient energy to break molecular bonds or remove electrons from atoms—the defining characteristic of ionizing radiation like X-rays or gamma rays.
This classification eliminates the need for:
- Nuclear source permits or licenses
- Radiation safety officers
- Shielding infrastructure
- Radioactive source disposal protocols
- Restricted access zones
The occupational exposure limit for millimeter waves (30-300 GHz) is set at 100 W/m² by ICNIRP—a threshold easily met by industrial M-Ray sensors operating at far lower power levels.
M-Ray as a Proprietary Application
Those safety advantages made millimeter-wave technology a compelling foundation for industrial measurement—but translating physics into reliable production tooling required a focused engineering effort. The "M" in M-Ray stands for millimeter-wave. Hammer-IMS developed M-Ray as a proprietary implementation of these principles, tuned specifically for the speed, accuracy, and consistency that inline manufacturing environments require. Millimeter-wave technology exists across many fields; M-Ray is Hammer-IMS's purpose-built version for inline production measurement.
How M-Ray Inline Measurement Works
Transmitter-Receiver Configuration
An M-Ray sensor consists of a transmitter that emits a millimeter-wave signal through the material under test and a receiver positioned on the opposite side that captures the signal after it passes through. The degree of signal attenuation (the reduction in signal strength) directly correlates to the material's areal density (basis weight) or thickness.
In some configurations, the sensor transmits a wave that travels through the material, bounces off a reflector at the bottom, and returns through the material to the sensor. The system measures the time delay of this round-trip signal to determine material properties with high precision.
Inline Production Integration
M-Ray sensors mount in scanning frames or fixed positions directly over production lines, enabling continuous, non-contact measurement of moving web materials at full production speed. No stopping, sampling, or physical probing is required.
The sensors maintain high **standoff distances** (safe separation from the material), which is critical when measuring freshly extruded hot materials exceeding 100°C or delicate surfaces that cannot tolerate contact.
Ray vs. Line Measurement
A single M-Ray emitter-receiver pair measures a point or narrow strip (a "ray" measurement). However, multiple sensor heads arranged across the web width create a full cross-direction profile — a "line" scan. Full cross-direction coverage replaces spot checks, enabling detection of localized deviations across the entire production width.
The Marveloc-CURTAIN system exemplifies this approach, deploying multiple scanning M-Ray heads that move across the material cross-section to provide near-100% coverage. Blind spots inherent in single-point measurement systems are eliminated entirely.
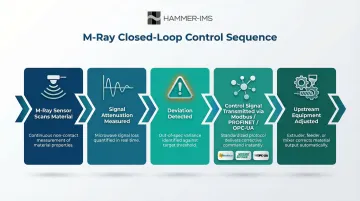
Real-Time Data Output and Closed-Loop Control
The system processes measurement values continuously and feeds them into production control systems. The M-Ray system sends feedback signals to upstream equipment through multiple communication protocols:
- Modbus TCP/IP for real-time scanner communication
- PROFINET for deterministic line speed and pump flow monitoring
- OPC/UA for standardized enterprise data exchange
- Ethernet/IP for broader industrial network integration
Control signals adjust extrusion dies, calendering rollers, or coating applicators automatically when thickness deviations are detected. For example, in extrusion applications, the system can send 24V PWM signals to individual tuning bolts or field-bus commands to die adjustment robots, enabling precise, localized corrections that maintain thickness uniformity across the material width.
Measurement Stability and Calibration
Unlike ultrasound — which requires coupling media and is sensitive to temperature variations — M-Ray measurement remains consistent across varying ambient conditions. The systems include automatic calibration that compensates for environmental influences, ensuring long-term measurement accuracy without constant operator input.
M-Ray vs. Alternative Measurement Technologies
M-Ray vs. Nuclear Gauges
Nuclear gauges require radioactive sources like Cesium-137, Cobalt-60, or Americium-241, subjecting manufacturers to stringent regulatory frameworks under 10 CFR Parts 30-37. Compliance demands include:
- Specific or general NRC licenses
- Designated Radiation Safety Officers (RSOs)
- Leak testing every six months
- Strict inventory controls
- Licensed disposal at low-level radioactive waste facilities
End-of-life liabilities compound these burdens. Disused sealed sources must be transferred to authorized recipients, returned to manufacturers, or stored indefinitely when no commercial disposal facility is available. This applies especially to Greater-Than-Class-C waste. The IAEA warns that delayed disposal increases the risk of sources becoming orphaned, stolen, or inadvertently melted during metal recycling.
M-Ray eliminates all of these requirements while delivering measurement accuracy of 1 g/m² (gsm) even at high standoff distances—performance comparable to nuclear gauges but without radiation hazards or regulatory overhead.
M-Ray vs. X-Ray Measurement
X-ray attenuation depends heavily on atomic number (Z). The photoelectric effect—dominant at lower X-ray energies—scales strongly with Z, meaning materials containing high-Z elements absorb X-rays far more than base polymers do.
Consider common industrial fillers:
| Element/Material | Atomic Number (Z) | Mass Attenuation at 10 keV | Mass Attenuation at 40 keV | Impact on X-Ray Measurement |
|---|---|---|---|---|
| Carbon (C) | 6 | ~2.27 cm²/g | <0.5 cm²/g | Low attenuation; polymer base |
| Calcium (Ca) | 20 | 93.41 cm²/g | 1.83 cm²/g | High attenuation; CaCO3 skews readings |
| Titanium (Ti) | 22 | 110.7 cm²/g | 2.21 cm²/g | High attenuation; TiO2 causes severe errors |
| Barium (Ba) | 56 | 186.0 cm²/g | 24.57 cm²/g | Extreme attenuation; BaSO4 blocks X-rays |
When coating formulations include fillers such as Titanium Dioxide (TiO2), Barium Sulfate (BaSO4), or Calcium Carbonate (CaCO3), X-ray systems produce significant measurement errors. M-Ray, by contrast, relies on dielectric permittivity rather than atomic mass, making it inherently insensitive to Z-variations. For textile coating weight measurement and high-density plastic sheets where high-Z fillers are routine, this difference is the deciding factor.

M-Ray vs. Ultrasound
Ultrasonic pulse-echo methods, governed by ASTM E797, face three fundamental constraints:
- Couplant requirement: Ultrasound needs gel or water between the probe and material to ensure acoustic contact—impractical for inline measurement of moving, absorbent webs
- Scattering and attenuation: Porous, fibrous, or closed-cell foam structures scatter ultrasonic waves severely, degrading measurement quality
- Temperature sensitivity: Ultrasonic velocity changes with temperature; apparent thickness readings on steel increase about 1% per 55°C, requiring continuous normalization
M-Ray sidesteps all three constraints. It operates contactlessly with no coupling agents, maintains consistent performance on porous or layered materials, and does not require temperature normalization in typical production environments. The comparison table below summarizes where each technology stands across the criteria that matter most for inline measurement.
Technology Comparison Summary
| Criterion | M-Ray | X-Ray | Nuclear Gauge | Ultrasound |
|---|---|---|---|---|
| Radiation Safety | Non-ionizing, no hazard | Ionizing, shielding required | Ionizing, strict protocols | Non-ionizing |
| Opaque Material Penetration | Excellent (TiO2, BaSO4, CaCO3) | Poor (blocked by high-Z fillers) | Good | N/A (acoustic method) |
| Contactless Operation | Yes, high standoff | Yes | Yes | No (requires couplant) |
| Regulatory Burden | None | Moderate (shielding, permits) | High (NRC licensing, disposal) | None |
| Real-Time Inline Capability | Yes | Yes | Yes | Limited (temperature sensitive) |
| Material Compatibility | All non-metallic | Limited by filler composition | Broad | Poor on porous/fibrous materials |
Key Capabilities of M-Ray Inline Systems
Multi-Head Scanning Configurations
Multiple measurement heads deployed across the web width give M-Ray systems simultaneous full-profile coverage. The Marveloc-CURTAIN system is a clear example: its sensor heads scan the entire production width in a single pass, delivering near-100% material coverage and catching local thickness variations that single-point systems miss entirely.
For wide-web manufacturing—nonwovens exceeding 5 meters, plastic films, construction materials—multi-head configurations are critical. Manufacturers can customize the frame width and number of integrated sensors to match their specific production requirements.
System Integration and Data Analytics
M-Ray systems connect to plant-level data infrastructure, turning measurement data into a direct input for production decisions. Integration capabilities include:
- Real-time data logging for statistical process control
- Remote monitoring via plant networks
- Analytics dashboards for trend analysis and continuous improvement
- Closed-loop feedback that automatically adjusts upstream equipment
This connectivity enables manufacturers to operate closer to minimum thickness specifications, reducing material waste while maintaining quality. In tire calendaring applications using comparable THz gauging principles, a MarketsandMarkets industry report cites annual savings of $1.2 million from a 0.025 mm reduction in target thickness.

Material Versatility
No sensor changes or recalibration are needed when switching between product grades. M-Ray systems measure thickness and basis weight across a wide range of non-metallic materials:
- Textiles and nonwovens (filter media, geotextiles, automotive acoustics)
- Plastic films and sheets (extrusion, cast film)
- Foams and rubber (polyurethane, polypropylene, EPS, XPS, rubber sheets and compounds)
- Mineral wool, fiberglass insulation, and coated composites
- Construction materials (bitumen membranes, wallcoverings)
The technology performs equally well on materials with varying colors, transparency levels, or thickness values—characteristics that challenge optical measurement systems.
Industries and Applications
Primary Industry Sectors
Textiles and Nonwovens: M-Ray systems control basis weight uniformity for hygiene products, filtration materials, geotextiles, and automotive acoustic insulation. European nonwoven production reached 2,976,400 tonnes covering 85.1 billion square meters in 2024— figures that underscore how even small measurement deviations translate into significant material losses.
Plastic Film and Sheet: Thickness control in extrusion and cast film lines prevents waste and ensures consistent product specifications. With global plastics production at 390.7 million tonnes (2021), packaging alone accounting for 44% of use, inline measurement is essential for quality control at these production volumes.
Foam and Rubber: Uniform density and thickness are critical for automotive components, construction insulation, and packaging materials. The global foam plastic market was valued at USD 102 billion (2021), projected to reach USD 135 billion by 2031.
Construction Materials: Consistent product specifications at high line speeds for mineral wool insulation, bitumen membranes, and composite panels.
Production Efficiency Benefits
Real-time inline measurement reduces material waste by catching deviations immediately rather than through post-production sampling. This enables manufacturers to:
- Operate closer to minimum thickness specifications
- Tighten production tolerances
- Reduce off-spec product and costly recalls
- Optimize material usage and lower costs
The inline metrology market is projected to grow from USD 2.63 billion (2026) to USD 3.80 billion by 2032 at 6.3% CAGR, driven by zero-defect manufacturing adoption and real-time quality control demands.
Proven Global Deployments
Hammer-IMS serves manufacturers across Belgium, Germany, France, Netherlands, Australia, and Japan. Customers include nonwoven producers, automotive tier suppliers, plastic sheet manufacturers, and construction material companies. The Orfit Industries deployment illustrates what this looks like in practice.
Orfit Industries—a Belgian medical device manufacturer producing thermoplastic sheets for orthotic and prosthetic applications—deployed two scanning M-Ray sensors immediately after chilling rolls. Positioned 9 meters upstream, the system measures hot, freshly extruded sheets (exceeding 100°C) at high standoff distance, enabling prompt extrusion parameter adjustments that maintain correct thickness and avoid significant material waste.

Frequently Asked Questions
What is an M-ray?
An M-Ray is a millimeter-wave electromagnetic signal engineered for industrial inline measurement. Named for the millimeter-wave (M) frequency band it uses (30–300 GHz), M-Ray was developed by Hammer-IMS as a non-nuclear, contactless alternative to conventional X-ray and nuclear gauging technologies.
Can you measure a ray or a line?
A single M-Ray emitter-receiver pair measures a point or narrow strip (a "ray"). Systems with multiple heads positioned across the web width measure a full cross-direction profile (a "line"), enabling complete material coverage rather than spot sampling.
How does M-Ray compare to X-ray for industrial measurement?
M-Ray penetrates opaque materials containing Barium, Titanium, or Calcium compounds (BaSO4, TiO2, CaCO3) where X-ray is blocked by high atomic number elements. It also requires no radiation licensing or shielding, making it a practical choice for coating and sheet measurement applications involving these compounds.
Is M-Ray technology safe to use in industrial environments?
Yes. M-Rays are non-ionizing radiation — comparable to radar or Wi-Fi signals — with no radiation hazard to workers or the surrounding environment. They require no radioactive source permits, disposal protocols, or restricted access zones.
What materials can M-Ray technology measure?
M-Ray systems measure a wide range of non-metallic, non-conductive materials, including those that block light or X-rays:
- Textiles, nonwovens, and coated fabrics
- Plastic films, foams, and rubber
- Mineral wool insulation and construction sheets
Performance is consistent across varying colours, transparency levels, and thickness values.
What industries use M-Ray inline measurement systems?
M-Ray systems are deployed across industries where real-time thickness and basis-weight control directly affects product quality:
- Textiles, nonwovens, and coated fabrics
- Plastic film and sheet extrusion, foam, and rubber
- Automotive components, mineral wool insulation, and medical device manufacturing