Introduction
Nonwoven manufacturers face a critical quality-cost paradox: minor variations in basis weight or thickness across a production run can trigger product failures, customer rejections, and substantial material waste. Industry data reveals that a 1% increase in scrap rate on a 10,000-ton line translates to 100 tons of wasted material. Beyond outright scrap, many producers compensate for poor control by over-engineering—running 2+ gsm heavier than specification—resulting in massive material giveaway that erodes margins on every metre produced.
Traditional inline measurement approaches—beta gauges, X-ray systems, and gamma backscatter—each carry operational constraints that limit their effectiveness in modern nonwoven production. Nuclear-based systems alone impose:
- Emission licences and mandatory six-month leak tests
- Strict handling, storage, and disposal protocols
- Ongoing regulatory compliance costs
For nonwoven producers specifically, most legacy gauges struggle with thick, lofty webs because their stand-off capability is too limited. Measurement happens only after compression—too late for upstream process correction.
M-Ray technology addresses these challenges by using non-ionizing millimeter-wave electromagnetic signals to measure basis weight and thickness without radioactivity, contact, or licensing requirements.
TL;DR
- M-Ray uses millimeter-wave electromagnetic signals (30–300 GHz) to measure basis weight and thickness without radioactivity or emission licences
- Operates at stand-off distances up to 30 cm, enabling measurement of thick, uncompressed nonwovens before bonding or calendering
- Multi-head CURTAIN configurations scan the full web width simultaneously, achieving near-100% surface coverage
- Real-time data enables closed-loop process control, reducing material giveaway and tightening quality tolerances
What Is Quality Control in Nonwoven Manufacturing?
Nonwoven quality control is the continuous process of monitoring critical material properties — basis weight (grammage), thickness, and formation uniformity — throughout production to ensure each roll meets specification. These parameters are standardised globally through EDANA/INDA procedures NWSP 130.1 (basis weight) and NWSP 120.6 (thickness), alongside ISO 9073-1 and ISO 9073-2.
Where QC Fits in the Nonwoven Workflow
Quality control applies across the entire production sequence:
- Formation stages: Carding, cross-lapping, and web laydown where fibre distribution determines uniformity
- Bonding processes: Needlepunch, thermal bonding, chemical bonding, and hydroentanglement where structural integrity develops
- Finishing operations: Coating, lamination, calendering, and final roll-up where secondary properties are added
Each stage introduces potential variation. Early-stage measurement — immediately after carding or cross-lapping — provides visibility into web uniformity while there's still time to correct formation issues upstream.
This workflow positioning matters because where you catch a deviation determines whether you can fix it or scrap it. That brings QC into two distinct roles.
The Dual Role of QC: Performance and Economics
Effective quality control serves both product integrity and production efficiency:
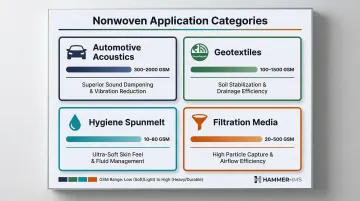
- End-product performance: Basis weight variation directly impacts filtration efficiency, acoustic absorption in automotive applications, and puncture resistance in geotextiles. A drop in gsm degrades these attributes, leading to customer rejections.
- Material economics: Without tight control, producers run heavier than needed to guarantee minimum specifications — that built-in "safety margin" is pure material giveaway.
- Scrap prevention: Inline QC catches deviations early, before entire production runs are compromised and unrecoverable waste accumulates.
| Application | Typical GSM Range | Performance Impact of Variation |
|---|---|---|
| Automotive acoustics | 125–1,200 gsm | Sound absorption (NRC) correlates directly with mass per unit area; lower gsm reduces acoustic insulation |
| Geotextiles | 100–800 gsm | Puncture strength (CBR) and tensile strength depend on mass; lower gsm increases rupture risk |
| Hygiene (spunmelt) | 10–80 gsm | Variations affect liquid acquisition, distribution, and softness characteristics |
| Filtration media | 25–250 gsm | Compression and gsm shifts alter porosity and flow resistance, impacting fractional efficiency |
Why Traditional Measurement Methods Fall Short in Nonwoven Manufacturing
Nuclear and X-ray gauge technologies have long been the default in nonwoven manufacturing — but both come with operational constraints that are becoming harder to ignore.
The Isotope Supply Crisis
The supply chain for radioactive sources used in beta transmission gauges is collapsing. Promethium-147 has been completely unavailable for over two years, forcing manufacturers of lightweight nonwovens (1-250 gsm range) to seek alternatives immediately. Krypton-85 supplies are being strictly rationed, with manufacturers reducing capsule material and limiting sales. Only Strontium-90 remains readily available, but its measurement range (100-5,500 gsm) makes it unsuitable for thinner materials.
Manufacturers dependent on legacy nuclear gauges face a critical decision point: when current sources decay below useful activity levels, replacement isotopes may simply not exist.
Regulatory and Administrative Burden
Nuclear gauge operation imposes severe compliance requirements:
- US NRC annual licensing fees reach $11,600 (Category 3.O); European operators must comply with Euratom Basic Safety Standards (Directive 2013/59/Euratom), including strict lifecycle tracking and secure disposal protocols
- Six-month leak tests and shutter checks are mandatory, with Radiation Safety Officer (RSO) training adding further personnel overhead
- At end-of-life (typically 10-15 years), licensees face disposal costs and must transfer sources to authorised recipients — a process growing more difficult as fewer facilities accept legacy isotopes
Technical Limitations for Lofty Nonwovens
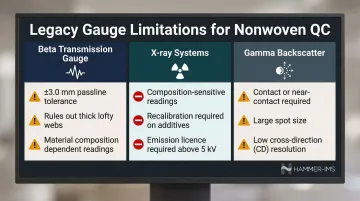
Beyond regulatory constraints, traditional gauges exhibit physical limitations that directly compromise measurement quality:
- Beta transmission gauges require passline tolerances within ±3.0 mm; air gap variation alone introduces significant errors, ruling them out for thick or lofty webs before compression
- X-ray systems are highly sensitive to composition changes — mineral or metal additives common in nonwovens trigger recalibration, and systems above 5 kV require emission licences in most jurisdictions
- Gamma backscatter requires contact or near-contact with the web, and its large measurement spot size reduces cross-direction profile resolution
For producers running thick needlepunch webs (30-50 mm before bonding) or variable-composition materials, the result is an unwanted trade-off: measure late in the process after compression, or accept reduced accuracy upstream. Non-nuclear alternatives built for these conditions address this gap directly.
How M-Ray Technology Works for Nonwoven Quality Control
M-Ray measurement operates on fundamentally different physics than nuclear or X-ray systems. The technology transmits multi-gigahertz electromagnetic waves (millimeter waves in the 30–300 GHz spectrum) through the nonwoven web. As the wave propagates through the fibrous material, it experiences a measurable phase shift that correlates linearly with basis weight.
Unlike beta or X-ray absorption methods, M-Ray measures propagation delay rather than signal attenuation. Because dry, non-conductive fibrous materials don't significantly absorb millimeter waves, the system measures very thick materials with high precision — without the composition sensitivity that limits X-ray systems.
Step 1 – Define the QC Objective
Establish what requires measurement: basis weight only, thickness only, or simultaneous dual-parameter measurement. Define target specifications (e.g., 200 gsm ±5 gsm, 8 mm ±0.5 mm) and acceptable tolerance bands.
The measurement objective determines sensor placement in the process line. Early placement—between carding and cross-lapping—provides formation visibility before bonding. Later placement after calendering validates final product specifications. For comprehensive control, some producers deploy multiple measurement points.
Determine whether a single-head scanning system or multi-head CURTAIN configuration is required based on web width and desired coverage density.
Step 2 – Position and Configure the M-Ray System
M-Ray head pairs (transmit and receive antennas) mount on a rigid C-frame or gantry. The standout capability here: M-Ray operates at stand-off distances up to 30 cm from the material surface, making it viable for thick, lofty webs at early formation stages before calendering or bonding.
Rigid frame alignment between transmit and receive antennas is essential for measurement accuracy. The C-frame design keeps this alignment stable despite production line vibration or thermal expansion.
Hammer-IMS's Marveloc-CURTAIN solution provides this structural stability while accommodating web widths across the full range of nonwoven production.
The high stand-off capability eliminates sensor damage risk from web flutter, which frequently affects contact-based or low-clearance systems when measuring uncompressed nonwovens.
Step 3 – Execute Inline Measurement and Coverage
Single-head configuration: The system traverses the web in cross-machine direction, building a complete width profile during each scan cycle. Scan frequency determines how often fresh cross-directional data becomes available.
Multi-head CURTAIN configuration: Multiple M-Ray heads measure simultaneously across the full web width. This architecture delivers dramatically increased coverage, enabling near-100% surface inspection. Each head captures a continuous slice of the web; together they create a complete two-dimensional map of basis weight or thickness variation.
The multi-head approach becomes economically viable with M-Ray because processing electronics are shared across heads. Unlike nuclear gauges, where each additional head multiplies source costs and licensing requirements, M-Ray systems scale cost-effectively. The primary expense resides in the central processing unit, not the individual sensor heads.
Step 4 – Interpret Results and Act on the Data
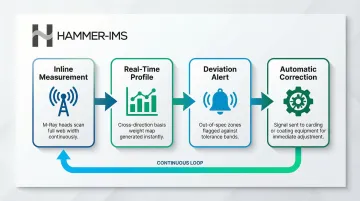
The measurement system feeds real-time data to a control interface powered by Hammer-IMS's Connectivity 3.0 software platform. Operators view:
- Cross-machine basis weight profiles: Graphical display showing gsm variation across web width
- Machine-direction trend charts: Temporal tracking of quality parameters to identify drift
- Color-coded deviation maps: Visual indicators highlighting out-of-spec zones
Alert thresholds trigger notifications when measurements exceed tolerance bands. In closed-loop configurations, this data feeds directly to production equipment—carding speed controllers, coating knife actuators, or bonding temperature systems—enabling automatic corrections without manual intervention.
This rapid feedback loop transforms quality control from reactive to proactive, stopping defects before they propagate through the line.
Key Quality Parameters Captured by M-Ray Systems in Nonwoven Production
Basis Weight (Grammage) Uniformity
Basis weight—measured in grams per square metre (gsm)—is the foundational quality parameter for most nonwoven applications. Variation across web width (cross-direction) or along the machine direction creates weak zones, inconsistent performance, and customer complaints.
M-Ray systems measure basis weight continuously inline across the full web width. The technology's measurement principle—based on electromagnetic wave propagation delay—remains stable across varying material compositions, colours, and fibre types without requiring recalibration.
Thickness Measurement
Thickness tracking is now critical for lofty or compressed products in automotive acoustics, filtration, and insulation. Whilst basis weight determines mass per unit area, thickness determines density, which drives properties like acoustic absorption and filtration efficiency.
M-Ray can measure both basis weight and thickness simultaneously in a single non-contact device. The Marveloc-CURTAIN-C featuring M-Rays enables this dual-parameter measurement in a single scanning pass, eliminating the need for multiple sensor installations.
Coating and Lamination Layer Weight
When nonwovens receive coating or lamination layers (latex, adhesives, barrier films), measuring the added layer weight independently from the base substrate becomes essential for process control.
M-Ray systems isolate coating layer weight through a two-step approach:
- Take a reference measurement of the base material before coating
- Compare it against post-coating measurements to calculate the added layer weight
This differential measurement enables precise coating weight control, reducing material giveaway.
Formation Uniformity and Early-Stage Visibility
M-Ray's high stand-off capability (up to 30 cm) enables sensor placement at early production stages—between carding and cross-lapping, before needlepunching or thermal bonding. This early visibility into web uniformity reveals formation problems whilst there's still time to correct the carding process.
Measuring thick, uncompressed nonwovens (30–50 mm) is not possible with contact-based technologies or systems requiring narrow measurement gaps. Operating without physical contact at large stand-offs is what makes this early-stage placement viable.
M-Ray QC in Practice: A Nonwoven Measurement Walkthrough
Consider a needlepunch nonwoven producer running a 3-metre-wide web at 400 gsm target basis weight, where the production goal is detecting gsm variation across the cross-machine profile before the material reaches the calender.
Deployment Configuration
The producer installs a Marveloc-CURTAIN multi-head system immediately after cross-lapping, before the needlepunch unit. Multiple M-Ray heads scan the full web width simultaneously, building a real-time profile map updated continuously as material passes through the measurement zone.
What Inline Scanning Reveals
The system detects localized heavy zones (420 gsm) near the web edges and a lighter zone (375 gsm) in the centre—variation offline spot sampling routinely misses, since grab samples average out local highs and lows. The inline measurement reveals the true cross-directional profile.
The profile data immediately points to the source: the operator traces the heavy edge zones to an imbalanced feed rate on one side of the cross-lapper.
Closing the Feedback Loop
An alert triggers when the centre zone drops below 390 gsm. The system sends a signal to the carding feed controller, which increases fibre delivery rate. Within seconds, the measurement system confirms the web has returned to specification—the centre zone stabilises at 398 gsm.
At typical line speeds, that correction window can save hundreds of metres of material per event — converting what would have been downstream waste or rework into conforming product.
What this walkthrough shows in practice:
- Edge-to-edge gsm profiling catches variation (±45 gsm here) that spot sampling cannot resolve
- Root cause identification narrows within the measurement data itself, not from a separate investigation
- Closed-loop feedback brings the web back to spec within seconds of deviation
- The corrective action is triggered and confirmed without stopping or slowing the line

How Hammer-IMS Delivers M-Ray QC for Nonwoven Manufacturers
Hammer-IMS pioneered M-Ray technology for inline basis weight and thickness measurement, with purpose-built systems designed specifically for the operational realities of nonwoven production.
Core product lines:
- Marveloc-CURTAIN: Configurable from single-head C-frame to full-width systems covering 3+ metres, with simultaneous basis weight and thickness measurement in a single pass.
- M-Ray OEM Module: Compact sensor for integration into existing production equipment or custom measurement frames.
M-Ray is PCT patented, protecting the millimeter-wave electromagnetic measurement principle that sets it apart from nuclear and X-ray approaches.
Operational Advantages for Nonwoven Producers
No radioactive licensing: M-Ray uses non-ionizing electromagnetic waves (30-300 GHz). No emission licenses, no RSO requirements, no nuclear waste handling.
High stand-off distance: Up to 30 cm clearance allows measurement of thick, uncompressed webs directly after carding or cross-lapping—no compression required.
Composition independence: M-Ray measures time delay through dielectric materials rather than responding to fillers or additives—recipe changes require minimal recalibration.
Dual-parameter capability: Simultaneous basis weight and thickness measurement in a single device eliminates the need for multiple sensor installations.
Connectivity 3.0 Software Platform
Hammer-IMS's Connectivity 3.0 software provides the control and analytics layer for M-Ray measurement systems. The platform enables:
- Displays live basis weight and thickness profiles with configurable alert thresholds
- Logs measurement data automatically for quality documentation and trend analysis
- Exports data to statistical process control tools and continuous improvement programmes
- Generates customer-ready quality certificates for each production run
Connectivity 3.0 also supports closed-loop feedback to production equipment, translating real-time measurements into automatic process adjustments.
Conclusion
Effective nonwoven quality control requires measurement techniques matched to the material's physical characteristics. M-Ray technology addresses this across the full production range: high stand-off distance and sensitive resolution handle thin hygiene webs, while multi-head scalability and large clearances accommodate thick automotive needlepunch. The inline, real-time capability ties both ends together.
The collapse of nuclear isotope supply chains and escalating regulatory burdens are accelerating the shift toward clean measurement alternatives. Producers investing in M-Ray QC systems gain immediate operational advantages:
- No licensing overhead or regulatory compliance burden
- No source decay degradation affecting measurement accuracy over time
- Early-process measurement of thick materials, where corrections deliver the most value
Quality control is not a one-time installation but an ongoing process. Measurement systems should be reviewed against evolving product specifications, new material types, and tightening customer tolerances. Producers who build inline M-Ray QC into their process architecture establish a lasting edge in quality consistency and material efficiency—one that strengthens as production scales and customer tolerances tighten.
Frequently Asked Questions
What are the three main types of nonwoven fabric?
The three primary types are drylaid (carded or airlaid webs formed mechanically), wetlaid (fibres suspended in water and deposited onto screens, similar to papermaking), and spunmelt (spunbond and meltblown, where polymers are extruded directly into webs). Each produces distinct material characteristics suited to different applications, from hygiene products to automotive components.
How does M-Ray technology differ from X-ray gauges in nonwoven quality control?
M-Ray uses non-ionizing millimeter-wave signals (30–300 GHz) rather than ionizing X-ray radiation. This eliminates licensing requirements, allows stand-off distances up to 30 cm, and enables cost-effective multi-head configurations — advantages X-ray systems above 5 kV cannot offer due to regulatory constraints and sensitivity to material composition.
Can M-Ray systems measure very thick or uncompressed nonwovens inline?
Yes. M-Ray's stand-off capability (up to 30 cm) and low material absorption make it well-suited for thick, lofty webs — including early-stage needlepunch before bonding or calendering. This allows quality control placement at formation stages where contact-based or low-clearance systems simply cannot reach.
What is basis weight measurement and why does it matter for nonwovens?
Basis weight (grammage) is the mass of material per unit area, measured in grams per square metre (gsm). Uniform basis weight is critical because it directly determines end-product performance—filtration efficiency, acoustic absorption, tensile strength, and puncture resistance all correlate with mass per unit area. Variation in basis weight creates weak zones, performance inconsistency, and customer rejections.
Do M-Ray measurement systems require radiation safety licenses or permits?
No. M-Ray uses non-radioactive millimeter-wave signals in the 30–300 GHz range, well below ionizing radiation thresholds. There are no emission licenses, nuclear source permits, radiation safety officer requirements, or radioactive waste obligations — unlike beta gauges and high-voltage X-ray systems.
Which nonwoven production applications benefit most from inline M-Ray quality control?
Applications with the most to gain include:
- Needlepunch lines for automotive acoustics, geotextiles, and filtration — where thick webs need high stand-off measurement
- Coating and lamination lines — where layer weight control reduces material giveaway
- Spunbond and meltblown hygiene production — requiring precise low-gsm measurement
- Building insulation nonwovens — where both thickness and basis weight drive thermal performance
Any continuous roll-to-roll process needing real-time basis weight or thickness monitoring benefits from M-Ray's non-contact, composition-independent approach.