Introduction
Textile and nonwoven manufacturers face a persistent quality control problem: production defects and material waste drain profitability, while radioactive gauges—still widely used for inline thickness and grammage measurement—create compliance burdens that compound the challenge.
Securing radiation emission licenses, training Radiation Safety Officers (RSOs), managing leak testing schedules, and handling disposal liabilities all consume resources, even as regulations from the IAEA, EU Euratom Directive 2013/59, and the US Nuclear Regulatory Commission continue to tighten.
M-Ray is a non-nuclear measurement platform developed from eight years of doctoral research at KU Leuven's ESAT-MICAS laboratory in Belgium. It uses high-frequency electromagnetic waves in the millimeter wave spectrum (30–300 GHz) to measure grammage and thickness contactlessly, at micrometer-level accuracy, directly on the production line — no radioactive sources required.
This article covers how M-Ray works, where it's deployed across textile and nonwoven manufacturing, how it compares to radioactive and offline alternatives, and what it offers for Industry 4.0 process control.
TLDR:
- M-Ray uses millimeter wave electromagnetic signals (30-300 GHz) to measure textile thickness and grammage inline without radioactive sources
- Eliminates licensing, safety protocols, and disposal costs associated with nuclear gauges
- Deployed at Heimbach, Low & Bonar (Freudenberg), Grandeco, Vetex, and Silac across nonwoven, coated textile, and carpet lines
- Integrates with PROFINET, OPC UA, and Modbus TCP/IP for closed-loop process control and Industry 4.0 connectivity
What Is M-Ray Technology?
M-Ray is a proprietary millimeter wave-based measurement technology that performs contactless, non-destructive measurements of textile grammage (basis weight) and thickness. Where conventional beta or gamma-ray gauges measure radiation absorption, M-Ray measures the time delay of electromagnetic waves as they pass through the material — no ionizing radiation required.
Academic Origins and Commercialization
The technology emerged from eight years of doctoral research at KU Leuven's ESAT-MICAS laboratory in Belgium, led by researchers Noël Deferm and Tom Redant under the supervision of Prof. Patrick Reynaert. That research culminated in US Patent 10,429,322 B2 ("Sensor for non-destructive characterization of objects"), granted in October 2019.
Hammer-IMS commercialized this academic research into the Marveloc product line, which includes:
- Marveloc-CURTAIN scanning systems (O-frame and C-frame configurations) for wide production lines
- Marveloc 602 measuring units for fixed-point measurement
- M-Ray OEM Module for machine builders integrating non-nuclear measurement into their own equipment
The Non-Nuclear Advantage
M-Ray eliminates ionizing radiation entirely. Conventional industrial gauges use sealed radioactive sources such as Caesium-137, Americium-241, Strontium-90, or Krypton-85, which require:
- Regulatory licensing from national authorities
- Dedicated Radiation Safety Officers (RSOs)
- Periodic leak testing and source replacement
- Specialized transport and disposal protocols
- Worker training and safety documentation
M-Ray operates using non-ionizing radio waves — similar in principle to radar — removing all of these compliance requirements. For manufacturers, that means faster deployment, lower regulatory overhead, and no ongoing source management costs.
Precision at Scale: From Radar to Micrometer Measurement
Traditional radar systems operate over kilometer-scale distances. M-Ray applies the same electromagnetic wave propagation principles within a single-meter measurement range, enabling precision at the micrometer level — approximately 50 times thinner than a human hair. This tight measurement envelope allows the system to detect subtle grammage or thickness variations that would remain invisible to offline sampling methods.
The technology operates within the 30-300 GHz millimeter wave spectrum, as defined by the International Telecommunication Union (ITU) and IEEE standards. Research is extending M-Ray capabilities into the terahertz frequency range (0.1-10 THz), which promises greater measurement performance for multilayer composites and high-grade technical textiles — applications increasingly central to European manufacturing.
How M-Ray Works: The Science Behind the Measurement
Electromagnetic Wave Time-Delay Principle
M-Ray sensors transmit high-frequency electromagnetic waves that pass through the textile or material under test. As the waves interact with the material, they slow down—a phenomenon caused by the material's dielectric properties. The system continuously measures this time delay (time-of-flight) and correlates it to grammage or thickness values.
The measurement sequence works as follows:
- A top-mounted M-Ray sensor emits a millimeter wave signal
- The wave passes through the material web
- A bottom reflector bounces the wave back through the material
- The sensor captures the returning signal and measures the total time delay

Because the electromagnetic wave travels at a known speed through air, any delay caused by the material's presence reveals its physical properties.
Digital Signal Processing and Real-Time Output
M-Ray combines electromagnetic wave propagation with digital signal processing (DSP) algorithms that translate time-delay data into precise, real-time measurement outputs. This delivers consistent accuracy even at high production speeds, making it well-suited for inline quality control in continuous manufacturing processes.
Contactless Measurement: No Surface Damage
Because M-Ray does not touch the material, it avoids surface damage, contamination, or deformation during measurement. This is especially valuable for:
- Delicate nonwoven substrates
- High-loft materials sensitive to compression
- Coated textiles where contact could mar surface finish
- Hot materials fresh from extrusion or coating processes
The system operates at standoff distances up to 30 cm, preventing sensor contamination and overheating while maintaining precision.
Micrometer-Level Accuracy
The tight single-meter measurement range enables M-Ray to achieve micrometer-level accuracy—detecting thickness or grammage variations invisible to traditional macro-scale radar or manual sampling. Hammer-IMS systems have been validated to detect uniformity deviations as small as 1 gsm (grams per square meter) in nonwoven and textile applications.
Extending into Terahertz Frequencies
Research is advancing M-Ray capabilities into the terahertz (THz) frequency range (0.1–10 THz). Peer-reviewed studies demonstrate that Terahertz Time-Domain Spectroscopy (THz-TDS) can non-destructively measure multilayer structures, including acrylate-based coatings on polyester fabrics and ultra-high molecular weight polyethylene (UHMWPE) composites. For manufacturers working with technical textiles and multilayer composites, this means inline quality control that was previously only achievable through destructive lab testing.
Key Applications of M-Ray in Textile and Nonwovens Manufacturing
Grammage Measurement for Coated Textiles and Nonwovens
M-Ray enables real-time grammage measurement on coated textile production lines, helping manufacturers maintain uniform coverage and reduce production thickness margins. At Toiltech (France), M-Ray sensors measure textile grammage inline and automatically adjust coating knife height and angle via dual PI-controllers to maintain consistent coating thickness—directly cutting material waste and cost.
Grandeco Wallfashion Group (Belgium) deployed a Marveloc-CURTAIN system for vinyl coating applied to wallpapers. According to the company, "The absence of a radioactive source eliminates costs related to health, safety and other precautions," while delivering reduced material waste and improved sustainability.
Thickness Measurement for Technical Nonwovens
M-Ray measures the thickness of nonwoven substrates inline, giving process engineers immediate feedback to adjust production parameters and catch deviations before they produce off-spec rolls. That precision matters in a growing market: the global nonwoven fabrics market was valued at $52.56 billion in 2023 and is projected to reach $75.74 billion by 2030, growing at a 4.9% CAGR—driven by demand in wipes, medical, and transportation segments.
Heimbach Group (Switzerland/Germany), a manufacturer of Paper Machine Clothing (PMC) felts and needle-punched nonwovens, deployed a dual Marveloc-CURTAIN scanning system to eliminate radioactive sources at the pre-needle loom while automating grammage measurement.
Silac Industrie (France) installed a 4-headed Marveloc-CURTAIN scanning machine for felts and nonwovens up to 3 metres wide, enabling grammage uniformity measurement inline without requiring radioactive emission licences or specialised training.
Carpet and Heavy-Weight Textile Measurement
M-Ray technology has been extended to handle heavy-weight products like carpets and thick bitumen-coated textiles, where conventional sensors often struggle with penetration depth and signal consistency. Because millimetre wave power is not significantly reduced by centimetre-range thick structures, M-Ray can measure materials validated up to 10,000 gsm without losing precision.
Low & Bonar (now Freudenberg Performance Materials) deployed a Marveloc-CURTAIN system on their PVC calendering line in Germany for technical textiles and tarpaulin. The company stated, "Consistent grammage is ensured... eliminates any risk assessment procedures and safety precautions related to the use of radioactive or nuclear systems."
Applications Beyond Textiles: Plastic Film and Sheet Production
Many textile facilities also run plastic film extrusion lines for lamination or protective coatings. The same M-Ray platform covers both, extending the ROI of a single installed system across nonwoven substrates and extruded plastic films without adding separate measurement infrastructure.
Research and Development Use Cases
M-Ray is also used in R&D environments, where manufacturers need to evaluate materials before committing to full production runs. Typical applications include:
- Characterising new textile formulations and coating recipes
- Qualifying raw material batches against specification
- Validating basis-weight consistency on pilot lines
ITA Augsburg customers have presented published research on M-Ray quality control for nonwoven basis-weight measurement, confirming the technology's role beyond the production floor.
Vetex (Belgium), a medical laminate producer, installed a two-head M-Ray system after trialling the technology against their existing setup. Their assessment: "We are moving away from a radioactive source to a more sustainable technology. Tests have shown that the measurement accuracy is just as good or even better."
M-Ray vs. Traditional Measurement Methods
M-Ray vs. Radioactive Measurement Systems
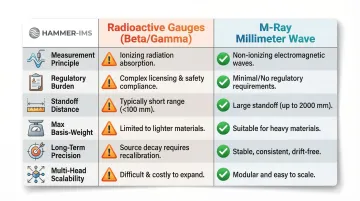
| Feature | Radioactive Gauges (Beta/Gamma) | M-Ray (Millimeter Wave) |
|---|---|---|
| Measurement Principle | Radiation absorption/attenuation | Electromagnetic wave time-delay (Time-of-Flight) |
| Regulatory Burden | High (NRC/IAEA licensing, RSO required, leak testing) | None (Operates under standard RF regulations) |
| Standoff Distance | Low (Typically a few cm) | High (Up to 30-60 cm, preventing material damage) |
| Max Basis-Weight | Limited by source strength (e.g., <5 kg for Sr-90) | High (Validated up to 10,000 gsm) |
| Long-Term Precision | No (Isotopes decay, e.g., Kr-85 half-life ~10.7 years) | Yes (Purely electronic, no source decay) |
| Multi-Head Scalability | Cost-prohibitive (Multiplies licensing/disposal costs) | Highly scalable (Processing electronics shared across heads) |
Regulatory Context:
The beta and gamma thickness gauge market was valued at $52.6 million in 2024, but regulatory pressure continues to intensify. The EU's Directive 2013/59/EURATOM mandates strict control, registration, and disposal protocols for sealed radioactive sources. The IAEA's 2025 updated transport regulations further tighten packaging and handling requirements for isotopes like Caesium-137 and Americium-241.
Supply chain risks compound the problem: Promethium-147 has been largely unavailable for over two years, and Krypton-85 supplies from Eastern Europe are being rationed, impacting legacy gauge repeatability.
For textile manufacturers, this means radiation-free operation, no licensing overhead, and measurement stability that doesn't degrade as isotopes age.
M-Ray vs. Contact-Based and Destructive Sampling Methods
Offline destructive testing suffers from significant time delays (up to 72 hours), sampling errors, and human variability. Manual grammage testing under ASTM D3776 uses small samples — typically 100 cm² — to represent entire production rolls, missing cross-machine and machine-direction variation entirely.
The production consequences are measurable. Without inline measurement, material overdosing typically reaches 25%, and 70% of quality deviations occur before final inspection. M-Ray addresses this directly:
- Continuous inline measurement with no material loss or sampling delay
- Full web-width coverage — every point across the roll, not just sampled spots
- Real-time process feedback that triggers automatic adjustments before scrap accumulates
Beyond M-Ray: The Expanding Sensor Ecosystem
M-Ray handles most textile and nonwoven measurement challenges, but some materials and applications call for different physics. Hammer-IMS has built a complementary sensor family — the Marveloc ecosystem — so manufacturers can match the right technology to every substrate.
| Sensor | Technology | Best Fit | Key Spec |
|---|---|---|---|
| C-Ray | Capacitive | Thin plastic films | 20 µm – 4 mm range; max ~4 mm standoff to metal roller |
| U-Ray | Digital ultrasound (DSP phase detection) | Metallic foils and battery films | Measures through conductive materials where M-Ray alone is insufficient |
| EDGE-VISION-4.0 | AI machine vision (4K multi-camera) | Surface defect detection | Detects holes, colour variations, black spots, and particles at 50 µm and below |
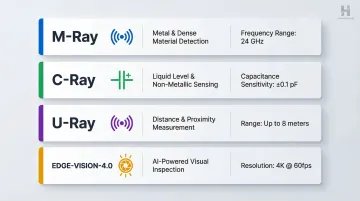
C-Ray is a compact capacitive sensor within the Marveloc family, suited for plastic film extrusion where cost-effective inline thickness control matters. It measures local capacitive coupling with high precision across a 20 µm to 4 mm range, though it requires close proximity — a maximum ~4 mm standoff — to a metal reference roller.
U-Ray brings DSP-enhanced ultrasound phase detection to conductive substrates, particularly battery films and metallic foils where electromagnetic waves are less effective. This makes it relevant for energy storage and battery manufacturing lines where dimensional accuracy is critical.
EDGE-VISION-4.0 goes beyond thickness into visual quality. By pairing Marveloc sensors with deep learning algorithms and 4K multi-camera inspection, manufacturers can detect surface anomalies — holes, colour variations, black spots, particles — at resolutions of 50 µm and below, covering nearly the full material width in a single pass.
Industry 4.0 Integration and Smart Manufacturing
Industrial Ethernet Dominance: PROFINET and OPC UA
Industrial Ethernet now accounts for 71-76% of new factory automation nodes, with PROFINET (23-27%) and EtherNet/IP leading the market. PROFINET reported an installed base increase of 9.5 million nodes in 2024 alone. OPC UA, as an application-layer protocol, supports over 42,000 certified products used in 52+ million applications globally, enabling secure, vendor-neutral data exchange from machine to cloud.
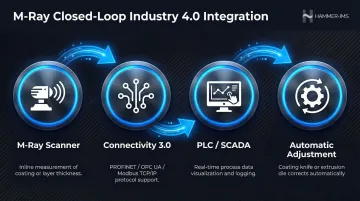
Hammer-IMS's Connectivity 3.0 software connects M-Ray measurement data directly to plant-level control systems via:
- PROFINET, Modbus TCP/IP, and OPC UA protocol support
- SCADA/PLC integration for real-time process data
- SQL/FTP server compatibility for data logging and archiving
The Data Connection Extension Module handles the interface to existing manufacturing control systems, keeping data transmission continuous and synchronised.
Remote Connectivity and Diagnostics
Connectivity 3.0 enables M-Ray-equipped machines to be monitored and serviced remotely, reducing response times, minimising downtime, and enabling firmware updates without on-site visits. Unplanned downtime in manufacturing averages over €300,000 per hour for 90% of mid-size and large enterprises.
Multi-Machine Data Centralisation
The Data Connection Extension Module allows multiple M-Ray machines across a plant to feed measurement data into a central database, enabling plant-level quality analytics and batch traceability. Batch traceability becomes straightforward: every measurement is timestamped, linked to production parameters, and available for audit or process review.
Closed-Loop Production Adjustment
Real-time M-Ray measurement data can be fed back directly into production control systems to trigger automatic process adjustments—so the line corrects itself rather than waiting for operator intervention.
Two customer deployments show this in practice:
At Grandeco Wallfashion Group, the Marveloc-CURTAIN system uses closed-loop feedback to automatically adjust the height and angle of the coating knife (doctor blade) via dual PI-controllers, maintaining consistent coating thickness and saving material.
At ThermHex Waben (Germany), M-Ray scanners measure the grammage of thermoplastic composite honeycomb panels and automatically adjust the extrusion die's thermo-bolts to compensate for variations—achieving film thickness variations between 1.5 and 3%.
Frequently Asked Questions
What is an M-ray in the textile industry?
M-Ray is a non-nuclear, millimeter wave-based measurement technology (30–300 GHz) used for inline grammage and thickness measurement of textiles and nonwovens. The system measures the time delay of electromagnetic waves as they pass through a material, delivering micrometer-level precision without physical contact or radioactive sources.
How does M-Ray technology compare to radioactive measurement gauges?
M-Ray eliminates the need for radioactive sources, removing licensing requirements, Radiation Safety Officer (RSO) training, leak testing, and regulatory compliance overhead. It delivers equivalent or better measurement accuracy while enabling continuous inline monitoring at standoff distances up to 30 cm—far greater than most nuclear gauges.
What types of textiles and materials can M-Ray technology measure?
M-Ray measures coated textiles, nonwovens (spunlaid, dry-laid, needle-punched felts), heavy-weight carpets, bitumen products, and plastic films. For materials outside this range, the broader Marveloc sensor family includes U-Ray and C-Ray variants suited to other industrial substrates.
What level of measurement accuracy does M-Ray technology achieve?
M-Ray operates at micrometer-level accuracy within a single-metre measurement range, enabling detection of grammage and thickness deviations as small as 1 gsm. That level of precision is roughly 50 times thinner than a human hair, well beyond what conventional offline sampling can detect.
Can M-Ray systems integrate with Industry 4.0 and existing production line infrastructure?
Yes. M-Ray systems support OPC UA, PROFINET, and Modbus TCP/IP connectivity for real-time data logging and centralised plant analytics. Closed-loop configuration lets production control systems automatically adjust parameters such as coating knife height or extrusion die gap based on live measurement data.
What is the difference between M-Ray, C-Ray, and U-Ray sensors?
M-Ray uses millimeter wave electromagnetic sensing (30–300 GHz) for textiles and nonwovens. C-Ray uses capacitive sensing for low-cost plastic film applications requiring affordable thickness control. U-Ray uses digital ultrasound with DSP-enhanced phase detection for materials requiring measurement through metallic layers, such as battery films and foils.