Introduction
A single batch of nonwoven fabric shipped with inconsistent basis weight can trigger a full customer rejection — and optical inspection won't catch it until it's too late. Inconsistent fabric thickness, hidden structural defects in multi-layer composites, and foreign matter contamination all remain invisible to surface-level checks, yet each can cause product failures and significant material waste. Manufacturers need techniques that reveal what's happening inside the material, not just on its surface.
X-ray-based techniques are well-established non-destructive analysis tools in the textile industry. By detecting internal structures, measuring material properties, and verifying composition without destroying samples, they connect laboratory research directly to production quality control.
This article covers the main X-ray methods used in textiles — from micro-CT scanning and XRF composition analysis to inline contamination detection — and examines where each technique fits across apparel, automotive, construction, and medical textile applications.
Key Takeaways
- CT, XRF, and transmission X-ray all provide non-destructive ways to inspect textile materials internally without damaging samples
- Applications span quality control, fibre R&D, contamination detection, and technical textile validation
- Effective X-ray analysis follows five steps: set the objective, choose the right technique, scan, interpret, and act
- Key outcomes include sharper defect detection, less material waste, and better support for advanced textile development
- For inline production monitoring, Hammer-IMS's M-Ray technology provides a radiation-free alternative using millimeter-wave measurement
What Are X-Ray Techniques in Textile Industry Analysis?
X-ray analysis in textiles refers to a category of non-destructive testing (NDT) methods that use X-ray radiation to reveal internal structures, material composition, and physical characteristics of fibres, fabrics, and finished textiles without damaging the sample.
Unlike surface inspection, X-ray penetrates the material to visualize what traditional quality control methods cannot see.
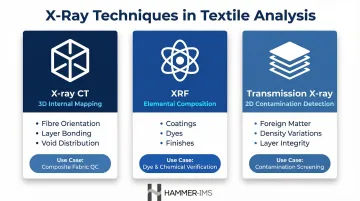
Three primary X-ray techniques serve distinct purposes in textile analysis:
- X-ray Computed Tomography (CT): Creates detailed 3D images of internal fibre structure, enabling visualization of layer bonding, void distribution, and fibre orientation in composite textiles
- X-ray Fluorescence (XRF): Identifies elemental and chemical composition of coatings, dyes, and finishes applied to textile surfaces
- Transmission X-ray: Detects foreign matter, density variations, and contamination hidden within fabric layers through 2D radiographic imaging
Applications range from laboratory-based fibre development and structural research to inline production inspection. The technology serves manufacturers across multiple sectors: apparel and home textiles, as well as technical textiles used in automotive insulation, medical devices, filtration media, and construction geotextiles.
Why X-Ray Analysis Is Critical in Textile Manufacturing
Textile products have grown significantly more complex, combining multi-layer composites, performance coatings, nanofibre webs, and smart textiles in a single structure. Surface inspection alone is no longer enough to reveal internal material behaviour, structural integrity, or compositional uniformity. The global technical textiles market is projected to reach $274 billion by 2027, driven by applications where hidden defects can compromise safety, performance, or regulatory compliance.
X-ray analysis addresses this gap directly. Core operational benefits include:
- Detects hidden structural defects (voids, delamination, misaligned fibres) that cause downstream product failures
- Enables precise fibre characterisation for R&D into sustainable and high-performance materials
- Supports contamination detection—identifying metal fragments or foreign particles in nonwovens and technical fabrics
- Validates uniformity of coatings, bonding layers, and thickness in composite textiles
- Reduces reliance on destructive testing, preserving samples and cutting material costs
- Provides data-backed evidence for quality certification and regulatory compliance
How X-Ray Textile Analysis Works – Methods and Key Process Steps
Applying X-ray techniques in textiles is not a single standardized process—it varies by objective and technique type. This workflow breaks down the practical steps common to all approaches and highlights where manufacturers most often go wrong.
Step 1 – Define the Inspection Objective
Specify what the analysis must answer: Is it defect detection, fibre characterization, composition verification, or thickness uniformity? The objective determines which X-ray technique is appropriate and what resolution or penetration depth is required. Skipping this step leads to using the wrong method or insufficient scan parameters, wasting time and resources.
Step 2 – Select the Right X-Ray Technique and Prepare the Sample
Match the technique to the task:
- X-ray CT for 3D internal fibre mapping and structural analysis
- XRF for identifying elemental composition of coatings or dyes
- Transmission X-ray for detecting contamination or density variations
Sample preparation is a step that directly affects result quality, yet it is routinely underestimated. Textiles must be conditioned according to ASTM D1776 or ISO 139 standards to ensure reproducible moisture equilibrium.
During scanning, any sample movement will blur the image. Rigid mounting using dental wax or low-attenuation fixtures is mandatory.
Step 3 – Scan and Acquire Data
Run the scan under controlled parameters (voltage, exposure time, resolution settings). For CT specifically, multiple 2D projections are taken from different angles to reconstruct a full 3D dataset. Incorrect parameter settings or sample movement at this stage can compromise the entire dataset. To counter one of the most common scan artifacts, apply physical aluminum filters (0.25–0.5mm) to reduce beam hardening caused by low-density polymers.
Step 4 – Process, Segment, and Interpret Results
Use specialist software to reconstruct images, segment individual fibres or structural features, and extract measurable parameters (fibre diameter, pore size, void fraction, layer thickness). AI-driven segmentation tools like 3D U-Net achieve over 93% detection rates in low-contrast polymer scans, cutting manual annotation time considerably. Interpretation requires expertise: raw scan data without proper segmentation yields limited actionable insight.
Step 5 – Act on Insights and Close the Loop
Translate findings into process adjustments: reject contaminated batches, refine fibre processing parameters, validate new material formulations, or update quality specifications. X-ray analysis delivers ROI only when findings feed directly back into production or R&D decisions. This is where many implementations fail: collecting data without linking it to specific upstream process variables.

X-Ray Textile Analysis in Practice – A Real-World Application Example
Here's how X-ray CT analysis plays out in a real production environment: a bonded nonwoven composite used in automotive insulation, where surface inspection alone wasn't enough.
The Scenario:
A manufacturer notices inconsistent thermal performance in a bonded nonwoven layer. Surface inspection reveals no obvious defects, yet some batches fail performance testing.
X-ray CT scans of both passing and failing samples reveal uneven fibre distribution and micro-voids in the bonding layer—invisible to optical methods. Segmentation software then isolates individual fibre layers to quantify the structural inconsistency, measuring void fractions and pore interconnectedness.
Common Mistakes at Each Stage:
Manufacturers running similar analyses frequently encounter the same pitfalls:
- Skipping baseline scans before process changes, making before/after comparison impossible
- Using insufficient scan resolution for fine fibres (below 5 µm diameter), leading to incomplete fibre detection
- Failing to link scan findings to a specific upstream variable—such as bonding temperature profile or calendering pressure—which prevents corrective action
Converting Insights to Action:
The CT findings revealed that voids concentrated in specific zones correlated with uneven temperature distribution in the bonding oven. The manufacturer adjusted the bonding temperature profile, targeting exactly those zones.
A validation re-scan confirmed improved uniformity, with void fraction reduced from 12% to under 4%. Engineers locked the validated parameters into the production specification, reducing rejects by 40% and cutting scrap rates in the process.
How Hammer-IMS Can Help with Textile Measurement and Quality Control
Hammer-IMS specializes in non-nuclear, contactless quality and process control measurement for textile and nonwovens manufacturers. While traditional X-ray techniques excel in laboratory-based structural analysis, they face limitations for continuous inline production monitoring—including radiation safety regulations, the need for shielded enclosures, and inability to provide real-time closed-loop feedback on a moving web.
M-Ray technology bridges that gap. Hammer-IMS's proprietary millimeter-wave measurement system delivers contactless, radiation-free thickness and basis weight measurement across the full width of a textile or nonwoven web in real-time — optimized for live production environments rather than lab settings.
Key advantages for textile manufacturers:
- No radiation licensing requirements in most cases
- Real-time measurement at production speeds without safety shielding
- Full-width scanning coverage using multi-sensor systems
- Automated feedback to production control systems via PLC integration
- Material-independent measurement unaffected by color, transparency, or composition
- Data logging and remote connectivity via Connectivity 3.0 software
Textile and nonwovens manufacturers including Balta, Heimbach, Vetex, Low Bonar, and Autoneum use Hammer-IMS systems on live production lines. The result: tighter thickness margins, less material waste, and process data that drives decisions — without the regulatory overhead of X-ray-based systems.

Frequently Asked Questions
What are the three types of textile industry?
The textile industry comprises three main categories: natural textiles (cotton, wool, silk, linen), synthetic/man-made textiles (polyester, nylon, rayon, acrylic), and technical/industrial textiles (nonwovens, composites, and performance fabrics used in automotive, construction, filtration, and medical applications).
What is X-ray CT used for in textile testing?
X-ray CT creates 3D images of fibre and fabric structures, enabling manufacturers to visualise internal architecture, measure fibre dimensions and orientation, detect voids or defects, and analyse composite layer bonding without cutting or destroying the sample. It's essential for R&D and quality validation of complex technical textiles.
Is X-ray analysis destructive to textile samples?
No. X-ray CT and transmission X-ray are non-destructive testing (NDT) methods — the sample is not cut or chemically altered. However, high radiation doses in extended scans may affect some sensitive materials. XRF is also non-destructive for most standard textiles.
What are the main limitations of X-ray techniques in textile quality control?
The main limitations are practical and regulatory:
- Radiation safety requirements and shielded laboratory environments
- Limited suitability for continuous inline production monitoring
- High equipment and operational costs
- Specialist expertise required to interpret scan data
EU Directive 2013/59/Euratom and OSHA regulations impose strict safety controls on all X-ray installations.
How does X-ray analysis compare to millimeter-wave or other NDT methods for textiles?
X-ray CT delivers unmatched 3D structural detail for R&D and laboratory analysis. For inline production measurement, however, millimeter-wave systems are better suited, offering contactless, radiation-free, real-time thickness and basis-weight measurement with no shielding requirements. Systems like Hammer-IMS's M-Ray technology take this approach, providing continuous closed-loop quality control directly on the production line.
Can X-ray techniques detect contamination in nonwoven textiles?
Yes. Transmission X-ray and X-ray CT detect metal fragments, foreign particles, and density anomalies in nonwoven fabrics. Dual-Energy X-Ray Transmission systems can also distinguish between metals, plastics, and organic materials based on chemical composition, which is critical where contamination compromises performance or safety in technical textile applications.


