Introduction
Textiles are inherently hygroscopic—meaning moisture content directly affects physical properties like strength, elasticity, dimensional stability, and dye uptake. For every 1% decrease in fiber moisture during ginning, short fiber content increases by 1%, causing a 2.6% decrease in yarn break factor.
Without proper moisture control, manufacturers face a range of costly defects:
- Mold growth and fiber decomposition
- Uneven dyeing and color degradation
- Yarn breakage and reduced tensile strength
- Shrinkage and dimensional instability
- Rejected bales and supply chain losses
Baling cotton above 9% moisture leads to color degradation in storage, and exceeding 10% triggers mold growth and significant discoloration. Choosing the right measurement technique is the first step toward preventing these failures.
This article covers the main moisture measurement techniques used in the textile industry, how each works, where each is best applied, and how to select the right one for your production environment.
Key Takeaways
- Moisture directly impacts fiber strength, fabric dimensions, dye absorption, and storage safety
- Four primary techniques: gravimetric (oven-dry), resistance/capacitance-based, near-infrared (NIR), and microwave/millimeter wave sensing
- Gravimetric is the gold-standard reference but destructive and slow; resistance meters are portable yet contact-dependent
- NIR offers fast, non-contact readings but only at the surface; microwave/millimeter wave penetrates full material depth for inline use
- Match the technique to your process: offline vs. inline, depth of measurement, speed, and closed-loop control needs
What Is Moisture Measurement in Textiles?
Moisture measurement in textiles measures the water content in fibers, yarns, or fabrics—expressed either as moisture content (wet basis) or moisture regain (dry basis)—to ensure materials remain within acceptable limits throughout production and storage.
| Term | Definition | Formula |
|---|---|---|
| Moisture Content (Wet Basis) | Water mass as a % of total wet mass | (wet – dry) / wet × 100 [1] |
| Moisture Regain (Dry Basis) | Water mass as a % of oven-dry mass | (wet – dry) / dry × 100 [1] |
Where Moisture Measurement Is Applied
Moisture measurement appears at multiple production stages:
- Raw fiber intake and ginning (recommended 6–7% wet basis at the gin stand)
- Spinning and yarn production
- Weaving and knitting
- Dyeing and finishing
- Drying and conditioning
- Final quality inspection before storage or shipment
Modern measurement approaches range from simple handheld meters to fully automated inline systems integrated with production line controls. Understanding which technique suits each stage is where the real process control gains begin.
Why Moisture Measurement Matters in Textile Manufacturing
Direct Impact on Fabric Properties
Moisture content directly affects key fabric characteristics. Too much moisture causes shrinkage, mold growth, color degradation, and handling issues. Too little causes static buildup, fiber breakage, shorter fiber lengths, and poor spinning performance.
Natural fibers gain tensile strength as moisture rises, while Young's modulus drops as water is absorbed — a relationship documented in composite fiber research. Cotton, wool, and synthetics each respond differently, which is why precise moisture control matters at every stage.
Production Risks From Uncontrolled Moisture
Specific production failures occur when moisture isn't controlled:
- Uneven dye uptake and color inconsistency in dyeing processes
- Yarn breakage during spinning operations
- Poor dimensional stability in finished fabrics
- Mold-related product losses during storage
Cotton ginning is a clear example of these risks in action. Processing below 4% moisture causes fiber embrittlement, resulting in shorter fiber length and lower length uniformity — defects that drive up waste, rework, and customer rejections.
Energy and Cost Implications
Drying ranks among the most energy-intensive steps in textile production. Stenter frames alone can consume up to 17.9 kWh/kg during finishing operations. Overdrying compounds the problem: it accounts for up to 20% of total stenter energy use. Accurate real-time moisture measurement eliminates that avoidable overconsumption directly at the source.
Types of Moisture Measurement Techniques for Textiles
Textile moisture measurement spans four distinct approaches — each built on a different physical principle and suited to different points in the production process. Knowing which technique fits your material, production speed, and quality goals is the starting point for effective moisture control.
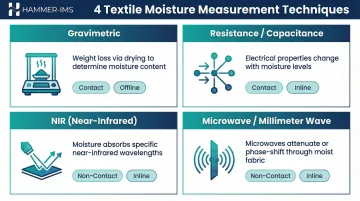
Gravimetric (Oven-Dry) Method
The gravimetric method — also called the oven-dry or loss-on-drying method — weighs a textile sample before and after drying in a calibrated oven to calculate the exact mass of water lost. It is the primary reference standard for moisture measurement and the basis for calibrating all other instruments.
Unlike every other technique, this method directly measures water mass rather than inferring moisture from electrical or optical signals. That makes it the most accurate approach — and the most time-consuming.
Industry Standards:
ASTM D2495 specifies the standard test method for moisture in cotton by oven-drying, requiring a thermostatically controlled oven with fan-forced ventilation at 105 ± 2°C. Specimens are dried until the change in mass between successive weighings at intervals of at least 15 minutes is less than 0.1% of the specimen weight.
Best Suited For:
- Laboratory calibration and validation of other measurement instruments
- Quality assurance testing on finished goods
- Research and development applications where exact reference values are needed
- Compliance testing against industry standards
Key Strengths:
- Highest accuracy of any method
- Universally accepted as the industry reference standard
- Not influenced by material color, fiber type, surface texture, or contamination
Limitations:
- Destructive — the sample cannot be reused after testing
- Results take 1–2 hours or more
- Not viable for inline or real-time production monitoring
- Requires laboratory equipment and trained personnel
- Impractical for large-scale continuous quality control

Resistance and Capacitance-Based Measurement
Resistance-based meters pass a small electrical current through a textile sample and measure how resistance or capacitance changes with water content. Since water conducts electricity more readily than dry fiber, higher moisture produces lower resistance readings.
This is an indirect, non-destructive technique — moisture is inferred from electrical conductivity rather than measured as mass. It requires contact with the sample: electrodes are pressed against or inserted into the material.
Best Suited For:
- Portable spot-checking on production floors
- Incoming raw material inspection (cotton, wool, natural fibers)
- Handheld use at multiple points in a gin or spinning mill
- Lower-budget quality control operations requiring basic moisture indication
Performance Characteristics:
Portable resistance meters typically measure moisture levels between 4–16% for lint cotton and 6–20% for seed cotton, with readings varying from oven-dry values by about ±1 percentage point. For flash-conditioned cotton, resistance sensors are accurate to ±1.5% moisture content.
Key Strengths:
- Affordable and widely available
- Instruments are portable and easy to use
- Fast readings (seconds)
- Useful for trending and monitoring moisture shifts during a shift or production run
- Well-established in the cotton ginning industry
Limitations:
Resistance increases exponentially as moisture content decreases; as moisture drops below 4%, resistance climbs into the G-Ohm region, making readings increasingly less accurate. Accuracy degrades at very low moisture levels and is sensitive to temperature, surface moisture, sample pressure, and fiber type — requiring corrections. The method measures only at the point of electrode contact, not the full volume of material, and cannot be used on synthetic fibers without specific calibration.
Near-Infrared (NIR) Sensing
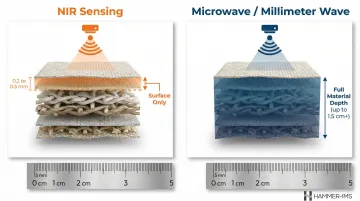
NIR sensors emit light at specific near-infrared wavelengths that water molecules absorb, then measure the reflected or transmitted energy. The more water present, the more NIR energy is absorbed at those characteristic wavelengths — moisture content is calculated from that absorption ratio.
Because the sensor never touches the textile, NIR is well-suited for continuous monitoring of moving fabrics on production lines. The trade-off: light only penetrates the surface of opaque textiles, so NIR measures surface moisture rather than moisture through the full material thickness.
Best Suited For:
- Continuous surface moisture monitoring on single-layer or thin fabrics
- Dryer exit monitoring
- Moisture restoration systems in cotton gins
- Production lines where non-contact measurement is required but surface moisture is representative of overall moisture levels
- Nonwoven and technical textile production
Performance Benchmarks:
For cotton, polyamide, and polyester fabrics, the root mean square error of prediction (RMSEP) for residual moisture using NIR hyperspectral imaging is approximately 0.5 wt% (about 1 g/m²).
Key Strengths:
- Non-contact and non-destructive
- Fast enough for inline use on high-speed production lines
- Can be integrated into automated process control systems
- Handles a wide range of natural and synthetic fiber types with appropriate calibration
Limitations:
Only measures surface moisture — cannot assess moisture distribution through thick fabrics, batts, or densely packed materials. NIR measurement is surface-limited with penetration depth of only about 150 μm or 0.2–0.5 mm. The technique is sensitive to surface contamination (trash, dust, finishing chemicals), changes in material angle or surface geometry, and ambient lighting conditions. Requires recalibration when material or product type changes, and is less accurate on high-trash content or highly variable surface materials.
Microwave and Millimeter Wave Sensing
Microwave and millimeter wave sensors transmit electromagnetic energy through the full thickness of a textile. Water molecules absorb and alter the transmitted signal in proportion to their concentration, allowing the sensor to calculate bulk volumetric moisture — not just surface moisture — without touching the material.
This is the only technique that measures moisture through the entire material cross-section non-destructively and at production speed. It combines the volumetric accuracy of the gravimetric method with the inline, non-contact advantages of NIR — making it the most capable option for real-time process control. Hammer-IMS's M-Ray technology applies this millimeter wave principle for contactless, inline moisture and thickness measurement on textile and nonwoven production lines.
Best Suited For:
- High-speed textile and nonwoven production lines requiring continuous inline moisture monitoring
- Thick or multi-layer materials where surface-only measurement is insufficient
- Dyeing, drying, and finishing processes where closed-loop moisture control is needed
- Manufacturers seeking to eliminate nuclear-based sensors and replace them with clean, safe non-nuclear technology
Technical Capabilities:
Microwave and millimeter-wave sensors measure volumetric moisture, penetrating up to 1.5 cm or more into material beds, making them ideal for thick foams, boards, and nonwovens. Unlike NIR, which is sensitive to surface morphology and color, microwave detection exhibits superior penetration depth and is less susceptible to interference from ambient lighting or surface condensation.
Key Strengths:
- Non-contact and fully non-destructive
- Measures volumetric moisture through the full material depth — not just the surface
- Fast enough for real-time inline process integration
- Enables closed-loop production adjustment (automatic drying temperature, moisture restoration control)
- Not affected by surface contamination, color, or material orientation in the way NIR sensors can be
- Environmentally safe with no radioactive components
Limitations:
- Higher initial investment compared to handheld resistance meters or basic NIR setups
- Requires proper installation and alignment on the production line
- Dense metal structures near sensors can interfere with signal quality and must be managed
- Sensor outputs require calibration specific to the material type and density
- Best value is realized in continuous high-volume production environments rather than small-batch or lab-only settings
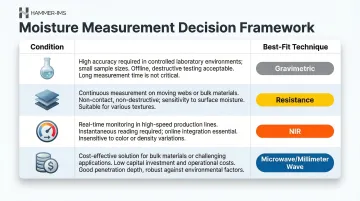
How to Choose the Right Moisture Measurement Technique
The right technique is determined by where and how moisture needs to be measured—not by which method is most technically advanced. Manufacturers should evaluate their specific use case before selecting.
Key Decision Factors
Use the table below to match your production context to the appropriate measurement approach:
| Decision Factor | Conditions | Best-Fit Method |
|---|---|---|
| Offline vs. inline | Lab calibration or reference testing | Gravimetric |
| Offline vs. inline | Continuous production monitoring | NIR or microwave/millimeter wave |
| Material type | Thin, single-layer fabrics | NIR |
| Material type | Thick, multi-layer, or densely packed materials | Microwave/millimeter wave (volumetric) |
| Speed and throughput | High-speed lines requiring millisecond response | NIR or microwave/millimeter wave |
| Closed-loop control | Automatic dryer or conditioning adjustment | Inline non-contact sensors only |
| Budget | Low-cost spot-checking | Resistance meters |
| Budget | High-volume lines where waste and energy costs dominate | NIR or microwave/millimeter wave |
For closed-loop applications—where dryer temperature or conditioning adjusts automatically based on live moisture data—Hammer-IMS M-Ray systems are built for this integration in textile and nonwoven lines.
Resistance meters offer a low entry cost for periodic checks. NIR and microwave systems carry higher capital investment but deliver ongoing savings through reduced waste, lower energy consumption, and fewer quality defects at scale.
Common Mistakes to Avoid When Selecting a Moisture Measurement Technique
Selecting the wrong approach rarely comes from a lack of options — it comes from applying the wrong criteria. These are the four most common errors to avoid:
- Over-engineering the solution. Manufacturers testing small batches in a lab do not need an inline microwave system. Adding complexity without operational need increases cost without measurable benefit.
- Defaulting to familiar tools over the right ones. Many facilities stick with handheld resistance meters out of habit. For high-speed lines or thick-material applications, inline non-contact measurement provides far better consistency — spot-checking misses moisture variation across the full width and depth of the material.
- Confusing surface readings with volumetric moisture content. An NIR reading does not represent the full moisture content of a thick nonwoven or multi-ply fabric. Always match measurement depth to the actual material structure.
- Underestimating calibration and maintenance demands. Every technique except gravimetric relies on indirect measurement and requires periodic recalibration as materials, temperatures, and production conditions change. Readings that aren't recalibrated drift out of accuracy over time.
Conclusion
Moisture measurement is a foundational quality and process control function in textile manufacturing, affecting fiber quality, fabric performance, dyeing consistency, energy efficiency, and product safety throughout the production chain.
The four main techniques each serve different needs:
- Gravimetric methods deliver high accuracy for lab-based reference testing
- Resistance and capacitance sensors suit contact-based inline monitoring for slower processes
- NIR spectroscopy works well for surface-level moisture in fast-moving webs
- Microwave and millimeter wave sensing provides full-depth, non-contact measurement for high-speed, real-time control
No single technique fits every situation. The right choice depends on the material, production speed, measurement depth required, and whether the goal is offline analysis or closed-loop process control.
As production speeds rise and quality tolerances tighten, inline non-contact technologies are displacing lab-based spot checks. Manufacturers who close the loop between measurement and process adjustment see the clearest gains in consistency, material yield, and energy use.
Frequently Asked Questions
What is the AOAC method for moisture content?
The AOAC (Association of Official Analytical Chemists) method is a standardized gravimetric oven-drying procedure: a sample is dried at a specified temperature until constant weight is reached, and moisture content is calculated from the weight difference. It serves as the reference standard across food, fiber, and agricultural industries.
What does 999 mean on a moisture meter?
A reading of "999" (or "OL" / overflow) on a moisture meter typically indicates the resistance of the material is below the measurable threshold of the instrument—often because the material is extremely wet, the electrodes are not making proper contact, or the meter is out of its calibrated measurement range.
What is the standard moisture content range for textiles?
Acceptable moisture content varies by fiber type. Cotton is typically processed within approximately 5–9% moisture content (wet basis), while wool, linen, and synthetic fibers each have their own recommended ranges. Exceeding these limits risks mold, color degradation, and fiber damage.
What is the difference between moisture content and moisture regain in textiles?
Moisture content (wet basis) expresses water as a percentage of total wet weight, while moisture regain (dry basis) expresses it as a percentage of dry weight. Always confirm which basis is being used before comparing results or applying industry standards.
Can moisture measurement be done inline during textile production?
Yes. NIR sensors and microwave/millimeter wave systems can be mounted directly on production lines to deliver continuous, real-time moisture readings. No contact with or interruption to the moving material is required.
Which moisture measurement method is most accurate for textiles?
The gravimetric (oven-dry) method is the most accurate and is used as the reference standard for calibrating all other methods. However, for practical inline production monitoring, calibrated NIR and microwave sensors deliver accuracy suitable for continuous process control, along with the speed and non-contact capability that gravimetric testing cannot provide.