Introduction
Even trace amounts of moisture in resin can trigger significant defects in plastic sheet extrusion — bubbles, surface imperfections, dimensional instability, and degraded mechanical properties. Yet moisture remains one of the least visible variables on a production line, making it difficult to control without proper measurement.
The choice of moisture measurement technique — and where in the process it is applied — determines whether problems are caught before costly scrap accumulates or discovered only after production. Moisture-related defects are a leading driver of scrap and rework in plastic extrusion, with losses often traceable to inadequate drying or delayed detection.
This article compares the primary moisture measurement methods used in plastic sheet extrusion — from offline lab techniques to inline process sensors — and explains how each fits into a practical quality control strategy.
Key Takeaways
- Excess moisture in plastic resin causes defects like fish-eyes, splay marks, and hydrolytic degradation that directly impact sheet quality and yield
- Measurement methods range from offline lab techniques (Karl Fischer titration, gravimetric LOD) to inline real-time systems (NIR, millimeter wave/M-Ray)
- Offline methods deliver high accuracy but cannot prevent defects; inline systems enable closed-loop process control
- Hygroscopic resins like PET and nylon demand tighter moisture control than polyolefins — making measurement location and method selection critical
- Contactless, non-nuclear inline systems — such as M-Ray — enable continuous monitoring that catches moisture excursions before they produce scrap
Why Moisture Is a Critical Process Variable in Plastic Sheet Extrusion
Hygroscopic vs. Non-Hygroscopic Resins
Hygroscopic polymers — including PET, nylon (PA), polycarbonate (PC), and ABS — naturally absorb atmospheric moisture internally and require pre-drying before extrusion. Non-hygroscopic resins like polypropylene (PP), polyethylene (PE), and polystyrene (PS) collect moisture only on their surface.
That said, "non-hygroscopic" doesn't mean moisture-proof. Adding components like fillers (calcium carbonate, wood), carbon black masterbatches, or regrind to polyolefins can make the compounded resin hygroscopic, requiring dehumidified air drying regardless of the base polymer's classification.
How Moisture Creates Defects
Cosmetic and Surface Defects:
Moisture absorbed by resin vaporises during melting, creating steam that becomes trapped in the extrudate. This manifests as:
- Bubbles and voids — trapped steam pockets within the sheet
- Splay marks — surface streaks caused by water flashing to steam at the die exit
- Fish-eyes — localised surface imperfections
- Surface roughness — irregular texture from uneven moisture release
According to troubleshooting guidelines, moisture in feed causes bubbles and rough surfaces in PP sheet extrusion, requiring drying or a vented extruder to resolve.
Hydrolytic Degradation:
For hygroscopic resins processed at elevated temperatures, moisture triggers a far more serious problem: hydrolytic chain scission. When moisture is present during extrusion, it breaks polymer chains, permanently reducing molecular weight, melt viscosity, and mechanical strength. This degradation is irreversible: once chains break, no downstream step can restore the original properties.
PET and polyamide sheets are particularly vulnerable. Processing PET above 0.005% moisture causes immediate loss of intrinsic viscosity (IV), which compromises structural integrity and impact resistance in thermoformed products.
Process-Level Impact:
Excess moisture also creates operational problems that compound finished-sheet defects:
- Erratic melt viscosity and pressure surging
- Die line instability and gauge variation
- Reduced thermoformability and downstream yield issues
- Increased energy consumption from compensating process adjustments
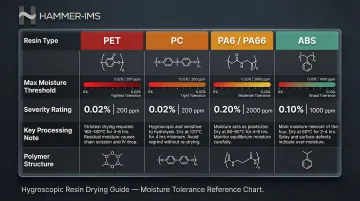
Recommended Moisture Thresholds
Different resins require different moisture specifications for successful sheet extrusion:
| Resin Type | Maximum Moisture | Notes |
|---|---|---|
| PET (APET/CPET) | ≤0.005% (50 ppm) | Requires crystallisation before high-temp drying |
| Polycarbonate (PC) | ≤0.010% (100 ppm) | Tighter than injection moulding (0.02%) |
| Polyamide (PA6/PA66) | ≤0.020% (200 ppm) | Extrusion grades demand stricter control |
| ABS | ≤0.020% - 0.030% | Higher levels cause severe surface splay |
Moisture Measurement Techniques for Plastic Sheet Extrusion
Offline Laboratory Methods
Loss-on-Drying (LOD) / Gravimetric Moisture Analysers
LOD instruments heat a resin sample and calculate moisture as mass loss percentage. Widely used on production floors due to low cost and rapid results (typically 5–10 minutes), these systems have a fundamental limitation: they measure all volatiles, not just water.
LOD systems cannot achieve a stable baseline for plastics because volatile content increases continuously with temperature. Plasticisers, lubricants, residual monomers, and other additives vaporise during heating, causing LOD to consistently overreport true moisture content.
Key limitations:
- Measures total volatile mass loss, not water-specific content
- Results vary with test temperature and sample composition
- Prone to significant error in compounded formulations
- Requires correlation to Karl Fischer for accuracy
Karl Fischer Titration
Karl Fischer titration is the most accurate and chemically specific method for moisture measurement in plastics — and the reason LOD results must be validated against it. This technique reacts specifically and exclusively with water molecules, providing true moisture content unaffected by other volatiles.
What sets it apart:
- Detects only water, including surface-absorbed and crystallisation water
- ASTM D6869 specifies Karl Fischer as the standard method for plastic resins
- Used for material qualification, specification setting, and dispute resolution
- LOD systems must be calibrated against Karl Fischer for each resin grade
Practical limitations:
- Requires chemical reagents and laboratory conditions
- Demands trained personnel and specialised equipment
- Test cycle typically 10–20 minutes per sample
- Unsuitable for continuous production monitoring
Thermogravimetric Analysis (TGA)
TGA maps weight loss versus temperature, useful for research applications and method development — particularly for identifying the correct test temperature for each resin. However, it's prohibitively expensive and slow for routine production use.
Online / Inline Measurement Methods
Near-Infrared (NIR) Spectroscopy
NIR sensors detect molecular absorption of water at specific wavelengths, providing real-time moisture readings without physical contact with the sheet. NIR operates in the 700–2,500 nm spectral range where water molecules absorb incoming light.
Strengths:
- Fast response time (sub-second readings)
- No consumables or reagents required
- Continuous output for process control
- Can be positioned at feed hopper, dryer exit, or on moving sheet
Limitations:
- Surface-sensitive — limited penetration depth (typically <1 mm)
- Highly dependent on resin colour and pigmentation
- Dark materials (especially carbon black) absorb NIR, making measurements unreliable
- Calibration required for each colour and grade combination
- Potential interference from other chemical groups absorbing in similar bands
Millimeter Wave / Microwave-Based Measurement (M-Ray Technology)
M-Ray systems transmit electromagnetic waves through the material rather than reflecting off the surface, providing bulk measurement that penetrates thick sheets. This through-transmission approach delivers several advantages:
- Measures moisture content through the full thickness of the sheet
- Unaffected by surface conditions or colour variations
- Works reliably with opaque, pigmented, and carbon-black-filled materials
- Non-nuclear and non-contact operation
- Suitable for continuous inline deployment on extrusion lines

Hammer-IMS's M-Ray technology applies this millimeter wave principle to plastic sheet production, enabling real-time moisture measurement that supports closed-loop process control without radiation or contact with the material.
Inline vs. Offline: The Critical Difference
Each offline method discussed above delivers lab-accurate snapshots — but cannot prevent defects already forming. By the time a sample reaches the lab and results come back, hundreds of kilograms of defective sheet may already be on the reject pile.
Inline methods provide continuous data streams that enable:
- Real-time process intervention before defects occur
- Automatic dryer adjustment based on actual moisture levels
- Closed-loop control that maintains consistent quality
- Immediate alerts when moisture exceeds thresholds
On high-throughput lines running hundreds of metres per hour, that difference between detecting and preventing is measured in material cost, machine downtime, and customer returns.
How to Choose the Right Moisture Measurement Method
Classify by Resin Sensitivity and Processing Temperature
Start by identifying your resin's moisture sensitivity:
Highly hygroscopic resins (PET requiring ≤0.004% moisture) demand the highest accuracy and measurement frequency. These applications typically require both Karl Fischer validation at material receipt and inline monitoring during production.
Moderately sensitive resins with wider tolerances may be adequately served by periodic LOD checks supplemented with inline trending to catch process drift.
Identify Where Moisture Control Is Needed
Each measurement point serves a different control objective:
- Incoming resin — QC at receipt to validate supplier specifications
- After the dryer — verifying dryer performance and validating residence time
- At the extruder throat — final pre-extrusion check before melting
- On the extruded sheet — post-die quality assurance to detect moisture from regrind or masterbatch
The Accuracy vs. Operability Trade-Off
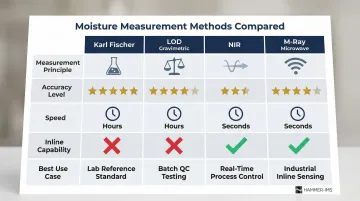
| Method | Principle | Accuracy | Speed | Inline Capability | Cost | Best Use Case |
|---|---|---|---|---|---|---|
| Karl Fischer | Chemical titration | Highest (water-specific) | 10-20 min | No | Medium | Material qualification, reference standard |
| LOD Gravimetric | Mass loss on heating | Medium (overreports) | 5-10 min | No | Low | Shop-floor verification when correlated to KF |
| NIR | Surface spectroscopy | Good | <1 sec | Yes | Medium | Light-coloured thin sheets, real-time trending |
| M-Ray Microwave | Bulk transmission | Good | <1 sec | Yes | Medium-High | Thick/pigmented sheets, closed-loop control |
Closed-Loop Control as the Key Decision Factor
Inline measurement is the only option when you need moisture data fed back to dryer controls or extrusion parameters in real time. Offline methods tell you what happened — inline control prevents it from happening again.
The operational case for inline systems is strongest when:
- Running multiple resin grades or recycled content with variable incoming moisture
- Processing hygroscopic resins (PET, PC, PA) with tight moisture limits
- Operating at volumes where a single defect run represents significant scrap cost
For these situations, closed-loop control shifts moisture management from reactive quality checks to active process adjustment.
Integrating Moisture Measurement Into a Sheet Extrusion Line
Sensor Placement Strategy
The optimal measurement point depends on your control objective:
Dryer outlet measurement catches under-dried material before it enters the extruder, preventing hydrolytic degradation and surface defects. This is the primary control point for hygroscopic resins.
Inline die-exit measurement detects moisture that may have entered through regrind blends, additive masterbatches, or contaminated colorants — sources that bypass the dryer entirely.
For critical applications, measuring at both points provides full coverage: the dryer outlet verifies drying performance, while the die exit catches contamination from downstream additions.
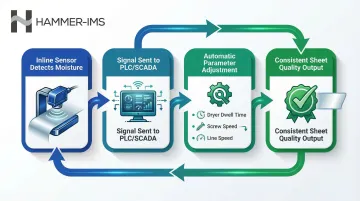
Integration with Process Control Systems
Inline moisture sensors should output to PLCs or SCADA systems so operators receive real-time alerts. In fully automated setups, the system can automatically adjust:
- Adjust dryer dwell time or temperature setpoints
- Modify extruder screw speed to compensate for viscosity changes
- Regulate line speed to maintain dimensional tolerances
Generic alarm defaults are rarely sufficient. Establish resin-specific moisture thresholds: PET at 0.006% moisture requires immediate action, while PP at 0.02% is typically acceptable for non-critical applications.
Calibration and Validation Requirements
Inline systems must be calibrated against a reference method — typically Karl Fischer — for each resin grade and colour combination. Regular recalibration schedules and cross-checks with lab measurements are essential to maintaining measurement reliability.
Best practice: Perform weekly validation checks using Karl Fischer on samples taken at the same point where inline sensors are measuring. Adjust inline calibration factors if drift exceeds ±10% of the reference value.
How Hammer-IMS Can Help
Hammer-IMS provides non-nuclear, contactless inline measurement systems built on M-Ray (millimeter wave) technology, designed for continuous quality and process control on plastic sheet extrusion lines. M-Ray technology enables bulk, through-material measurement of sheet properties in real time — without contact, radiation, or chemical reagents.
Unlike surface-sensitive NIR systems, M-Ray sensors measure moisture through the full thickness of the sheet. This makes them effective for thick, opaque, and heavily pigmented materials where other inline methods fall short:
- Works on dark or filled compounds that scatter or absorb NIR signals
- Penetrates full sheet cross-section, not just the surface layer
- No contact with the sheet surface — suitable for high-speed lines
Connectivity 3.0: Closed-Loop Integration
Hammer-IMS systems integrate with production processes via Connectivity 3.0 software, supporting:
- Real-time data logging and trending
- Remote monitoring and diagnostics
- Closed-loop feedback to extrusion or drying controls
- Automated quality management that reduces scrap and tightens tolerances
The result is a shift from reactive sampling to continuous, in-process control — catching moisture deviations as they happen rather than after defective material has already run.
Proven in Plastic Sheet Production
Hammer-IMS serves plastic sheet and film producers across multiple sectors, with Westlake Plastics among its established customers. For facilities currently using nuclear gauges, M-Ray systems eliminate radioactive sources entirely — removing licensing requirements, radiation safety protocols, and the compliance overhead that comes with them.
Contact Hammer-IMS to discuss how its measurement systems can be configured for your resin type, line speed, and quality targets.
Frequently Asked Questions
Why does moisture cause defects in plastic sheet extrusion?
Moisture in resin vaporises under extrusion temperatures, creating steam bubbles trapped in the melt that appear as voids, splay marks, or surface roughness in the finished sheet. For hygroscopic resins, moisture also causes hydrolytic chain scission that permanently weakens the polymer.
What is the difference between offline and inline moisture measurement for plastic sheet extrusion?
Offline methods (LOD, Karl Fischer) test discrete samples in a lab and deliver accurate snapshots but cannot prevent defects already forming. Inline methods continuously monitor the process in real time and can trigger automatic corrective action before defective sheet is produced.
Is Karl Fischer titration or loss-on-drying more accurate for measuring moisture in plastic resins?
Karl Fischer is far more accurate because it specifically detects only water molecules, while LOD measures all volatile mass loss and therefore overreports moisture content in plastics. Karl Fischer is the industry benchmark method specified in ASTM D6869.
At what moisture level should resin be dried before plastic sheet extrusion?
Acceptable moisture levels vary by resin — for example, PET typically requires below 0.004–0.005% and PC below 0.010%. Always consult the resin supplier's specific drying specification for the grade being processed, as extrusion demands tighter tolerances than injection moulding.
Can moisture be measured in real-time during sheet extrusion without stopping production?
Yes, inline NIR and millimeter wave (M-Ray) sensors provide continuous, non-contact moisture measurement on moving sheet or at the extruder feed without interrupting production. These systems enable closed-loop control and automatic process adjustments based on real-time moisture data.
Which plastic resins used in sheet extrusion are most sensitive to moisture contamination?
Highly hygroscopic resins — PET, PC, nylon (PA), and ABS — are the most sensitive, where residual moisture above threshold levels causes hydrolytic degradation or visible surface defects. PP and PE are less hygroscopic but can still be affected by moisture in regrind or masterbatch additives.