Introduction
Uncontrolled moisture in plastic films causes a chain of quality failures that halt production and drain profitability. Excess moisture leads to surface defects, thickness variation, brittle films, adhesion failure, and line stoppages — problems that compound quickly as defective material moves downstream.
The risk is not uniform across materials. Hygroscopic films like nylon and PVB absorb significantly more moisture than polyolefins such as PE or PP, making moisture behaviour highly polymer-dependent. Without reliable measurement at raw material intake, in-process monitoring, and final product validation, manufacturers face costly scrap, rework, and customer rejection.
This article covers the major moisture measurement techniques — NIR spectroscopy, microwave/millimeter wave sensing, gravimetric analysis, Karl Fischer titration, and capacitance methods — and the factors that should guide method selection for plastic film producers.
Key Takeaways
- Moisture content affects film thickness uniformity, tensile strength, optical clarity, and processing stability
- Inline techniques (NIR, microwave) enable real-time process feedback; offline methods (Karl Fischer, DVS) serve lab validation
- Method selection depends on film type, sensitivity requirements, line speed, and whether contact-free measurement is required
- Non-nuclear, contactless technologies eliminate radiation hazards and licensing overhead associated with nuclear gauge systems
- Hygroscopic polymers (nylon, PVB, bioplastics) demand higher sensitivity than polyolefins (PE, PP)
What Is Moisture Measurement in Plastic Films?
Moisture measurement in plastic films quantifies water content within thin polymer substrates at various production stages, covering surface-adsorbed, absorbed, and diffused moisture. Tracking this water content matters because even small variations affect dimensional stability, optical clarity, and mechanical performance.
Sources of Moisture in Plastic Films
Moisture enters plastic films through multiple pathways:
- Ambient humidity absorption during storage or processing
- Residual moisture in feedstock resin before extrusion
- Moisture ingress during coating or lamination operations
- Polymer type: hygroscopic materials like nylon, PVB, and biopolymers absorb far more moisture than non-polar polyolefins such as PE or PP
Measurement Contexts
Three distinct measurement contexts determine which technique applies:
- Offline (lab characterization): Samples are removed and analyzed in a centralized laboratory, providing high accuracy but delayed results
- Online/at-line: Samples are diverted from the process stream and measured near the production line, enabling periodic quality checks
- Inline (continuous in-process monitoring): Sensors measure the moving film web in real time without removing samples, allowing immediate process adjustments
Choosing the right context upfront shapes every downstream decision about sensor selection, calibration requirements, and how quickly corrective action can be taken.
Why Moisture Measurement Matters in Plastic Film Production
Moisture Drives Thickness Variability
Moisture content fluctuations during production directly degrade dimensional uniformity, creating weak points across the web and inconsistent barrier performance. As moisture levels shift, films expand or contract unpredictably, producing gauge variation that leads to customer rejection and downstream processing failures.
Quality Risks of Uncontrolled Moisture
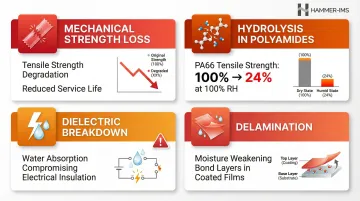
Excess moisture introduces multiple quality defects:
- Degraded mechanical strength and reduced service life
- Hydrolysis in polyamides, where PA66 tensile strength can drop from 100% to just 24% after 60 days at 100% relative humidity and elevated temperatures
- Compromised electrical insulation in electronic-grade films, with water absorption causing dielectric breakdown
- Poor adhesion in coated or laminated films, where moisture weakens bond layers and triggers delamination
Operational Costs of Moisture-Related Defects
Moisture-induced quality failures carry steep operational penalties. Early detection addresses several cost drivers directly:
- Reduces material scrap from out-of-spec product
- Prevents mold-filling defects in downstream converting processes
- Supports regulatory compliance for medical and food-grade film applications
The nuclear isotope shortage pushing manufacturers toward non-nuclear gauging has made this shift urgent. Modern moisture measurement systems now eliminate radioactive disposal liabilities while delivering equivalent — often superior — measurement accuracy.
Common Moisture Measurement Techniques for Plastic Films
Five primary methods dominate plastic film moisture measurement, each with distinct accuracy profiles, deployment modes, and suitability for specific polymers or production environments.
Technique 1 – Near-Infrared (NIR) Spectroscopy
NIR sensors detect moisture by measuring specific water absorption wavelengths in the near-infrared spectrum, particularly at 1450 nm and 1940 nm where O-H bonds absorb strongly. Key advantages include non-contact operation, fast response, suitability for continuous online deployment, and insensitivity to material color variations.
Advantages:
- Real-time measurement with ppm-level sensitivity
- Non-contact deployment ideal for moving webs
- Widely adopted for PVB, nylon, and converting applications
- Minimal setup complexity for transparent or translucent films
Limitations:
- Requires one-time calibration per material type
- Limited penetration depth (0.2–0.5 mm), making it unreliable for thick substrates or materials with moisture gradients
- Struggles to differentiate surface moisture from bulk moisture in multi-layer films
NIR spectroscopy excels for thin, transparent monolayer films where surface moisture correlates closely with bulk content.
Technique 2 – Microwave / Millimeter Wave Sensing
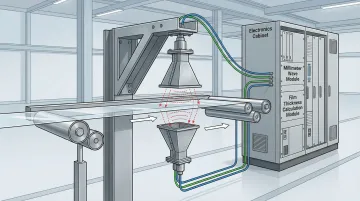
Microwave and millimeter wave sensors measure moisture by transmitting electromagnetic waves through the film and detecting changes in wave attenuation or phase shift caused by water content. Unlike NIR, this technique penetrates the full film thickness rather than reading surface conditions only.
That full-depth penetration makes it uniquely effective for multi-layer films, thicker sheets, and substrates where bulk moisture is what actually matters for quality control.
Advantages:
- Full-thickness penetration for multi-layer and opaque films
- Non-contact, non-nuclear deployment suited for inline operation
- Real-time output with minimal processing delay
- Effective for complex flexible webs and thick materials
Limitations:
- Requires material-specific calibration and modeling for accurate quantitative results
- Sensitive to total web thickness and mass variations, which must be compensated
- Higher initial cost compared to capacitance methods
Phase-shift microwave sensing successfully characterizes dielectric properties in multilayered structures, overcoming NIR's surface-only limitation. Millimeter wave implementations — such as Hammer-IMS's M-Ray technology — apply this principle to inline, non-nuclear measurement across plastic film and sheet production lines.
Technique 3 – Dynamic Vapor Sorption (DVS) / Gravimetric Analysis
DVS is a highly precise lab-based technique that monitors mass changes in a polymer film sample as humidity is varied in a controlled chamber. It characterizes moisture sorption isotherms, diffusion coefficients, and equilibrium moisture content — critical values for R&D, new material qualification, and predicting in-service film behavior.
Advantages:
- Maps fundamental moisture diffusion properties
- Delivers highly accurate equilibrium moisture content data
- Essential for R&D and material qualification
Limitations:
- Offline only — no production-line monitoring capability
- Slow measurement cycles (24 to 50+ hours per test)
- Unsuitable for real-time process control
DVS is the reference method for understanding how hygroscopic polymers absorb and release moisture over time. Its value lies in generating the diffusion data that informs how inline sensors should be configured and what moisture thresholds to target.
Technique 4 – Karl Fischer Titration
Karl Fischer titration is the absolute reference method for moisture content determination in plastics, specified in ISO 15512 and ASTM D6869. The technique involves dissolving or pyrolyzing a small film sample and titrating it against Karl Fischer reagent.
Two Variants:
| Variant | Moisture Range | Best For |
|---|---|---|
| Coulometric Karl Fischer | 0.001% to 1% (1–1,000 ppm) | Trace moisture in engineering resins; generates iodine electrolytically for absolute measurement |
| Volumetric Karl Fischer | 0.1% to 100% | Higher moisture levels in commodity or semi-processed films |
Advantages:
- Highest accuracy available for setting moisture specifications
- Immune to interference from volatiles that would falsely register as moisture loss
- Ideal for validating other sensor systems
Limitations:
- Destructive and time-consuming
- Operator-dependent, requiring trained lab personnel
- Unsuitable for inline or continuous monitoring
Coulometric Karl Fischer with oven vaporization serves as the recognized calibration baseline for inline sensors, providing the ground-truth values that field instruments are validated against.
Technique 5 – Capacitance-Based Measurement
Capacitance gauging detects moisture through changes in the dielectric properties of the film, exploiting the large difference between the dielectric constant of polymers (~5) and pure water (~80).
Advantages:
- Cost-effective for basic moisture tracking
- Sensitive to moisture variation in non-conductive films
- Can indirectly flag moisture changes during thickness gauging
Limitations:
- Cannot easily isolate moisture from thickness changes in a single reading
- Shorted by metallized or conductive films, making it unusable for many packaging applications
- Highly sensitive to gap variations and film thickness errors
- Requires contact or near-contact deployment
Capacitance sensors work best on uniform-thickness, non-conductive webs where moisture is the primary variable of interest. For anything more complex — multilayer films, metallized substrates, or variable-thickness webs — alternative sensing methods provide more reliable results.
How to Choose the Right Moisture Measurement Method
Define Your Measurement Objective
Start by clarifying whether the goal is:
- Continuous process control (requiring inline/online sensing)
- Material characterization for R&D (where DVS or Karl Fischer is appropriate)
- Quality spot-checking (where NIR handheld or offline tools work)
No single technique serves all three purposes equally. Inline sensors sacrifice some absolute accuracy for speed and continuous coverage; offline lab methods provide the highest accuracy but can only assess sampled material.
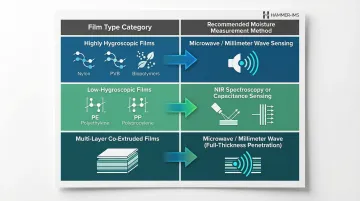
Match Film Type and Polymer Hygroscopicity
Film composition should directly inform method selection:
- Highly hygroscopic films (nylon, PVB, cellulose acetate, biopolymers) require higher sensitivity and bulk-penetrating methods like microwave sensing
- Low-hygroscopic films (PE, PP) demand methods capable of detecting ppm-level moisture changes
- Multi-layer co-extruded films need techniques that measure through all layers simultaneously — microwave/millimeter wave sensing is the strongest fit here
Nuclear vs. Non-Nuclear Decision
Many legacy scanning gauges use beta or gamma radiation. Regulators, safety officers, and sustainability-focused operations are increasingly moving away from nuclear measurement toward non-nuclear alternatives like NIR and microwave/millimeter wave sensing. Advantages include:
- Elimination of radioactive disposal liabilities
- Simplified regulatory compliance
- Reduced administrative burdens
- Improved safety for operators
The critical shortage of isotopes like Promethium-147 and Krypton-85 has made non-nuclear alternatives essential — operations that depend on nuclear sources face real supply and compliance risks that non-nuclear systems sidestep entirely.
Speed vs. Accuracy Trade-Off
Inline sensors deliver continuous coverage but sacrifice some absolute accuracy compared to offline methods. For high-volume film production, the recommended approach combines inline sensors (NIR, microwave) with periodic lab reference measurements (Karl Fischer, DVS).
This hybrid model delivers real-time process control without sacrificing long-term accuracy or measurement traceability.
How Hammer-IMS Can Help
Hammer-IMS builds non-nuclear, contactless measurement systems for plastic film and sheet producers. Its M-Ray technology, based on millimeter wave sensing, enables full-penetration, non-contact measurement of film properties inline—providing process teams with real-time data without requiring radioactive sources or physical contact with the moving web.
For moisture measurement specifically, this means continuous, inline data that process teams can act on immediately rather than waiting for offline lab results.
Operational Benefits
Hammer-IMS measurement systems deliver:
- Real-time feedback to production for closed-loop adjustment of die profiles and process parameters
- Connectivity 3.0 software integration for data logging, remote monitoring, and trend analysis across production runs
- Tighter production margins by detecting dimensional and moisture deviations early, before they generate scrap
- Deployment across a range of plastic film types, including specialty and multi-layer substrates

Global Support Network
With an international presence across key industrial regions including Belgium, Germany, France, Netherlands, Australia, and Japan, Hammer-IMS offers local support and installation expertise. Producers can work directly with regional teams to configure systems for their line speeds, film types, and measurement requirements.
Frequently Asked Questions
How to measure moisture content in plastic?
Moisture content in plastic films can be measured using inline methods like NIR spectroscopy and microwave/millimeter wave sensing for real-time monitoring, or lab-based techniques like Karl Fischer titration and DVS for absolute accuracy. The right method depends on film type, required sensitivity, and whether the goal is continuous process control or detailed material characterisation.
What is an acceptable moisture reading for plastic films?
Acceptable moisture levels vary significantly by polymer type. Hygroscopic materials like nylon and PVB typically require moisture below 0.20% (2,000 ppm) before processing, while biopolymers like PLA need under 0.025% (250 ppm). Polyolefins such as PE and PP tolerate higher levels. Refer to material datasheets and processing standards for polymer-specific thresholds.
What are the effects of high moisture content in plastic films?
Excess moisture causes thickness variation, reduced mechanical strength, surface defects, hydrolysis in sensitive polymers, poor adhesion in laminated films, and processing issues such as bubble formation and incomplete mould filling. In polyamides, high moisture can reduce tensile strength by over 75% after prolonged exposure.
What is the difference between online and offline moisture measurement?
Online/inline sensors measure moisture continuously during production, enabling real-time adjustments to process parameters. Offline lab instruments deliver higher accuracy on sampled material but cannot drive immediate corrections — making the two approaches complementary rather than interchangeable.
Which plastic films are most sensitive to moisture?
Nylon (polyamide), polyvinyl butyral (PVB), cellulose acetate, and biopolymers like PLA are the most moisture-sensitive films, requiring strict moisture control before and during processing. In contrast, low-sensitivity polyolefins like PE and PP are largely unaffected by ambient humidity.
Can moisture in plastic films be measured without contact?
Yes, non-contact methods including NIR spectroscopy and microwave/millimeter wave (M-Ray) technology can measure moisture inline without touching the moving film. These techniques are ideal for high-speed production environments where physical contact could damage a moving film web or introduce contamination.