This article delivers a plain-language comparison of the main moisture and density measurement techniques, their trade-offs, and what industrial producers should consider when selecting the right approach.
Key Takeaways
- Techniques span from destructive lab sampling to real-time contactless inline measurement
- Nuclear gauges are fast and non-destructive but require radiation licensing and are sensitive to material composition changes
- Resistance and capacitive methods suit accessible materials but lose accuracy with varied compositions or surface conditions
- Millimeter-wave technologies (such as M-Ray) provide contactless, continuous inline measurement — no radiation permits needed
- The right technique depends on your accuracy targets, material properties, and whether inline or lab-based measurement fits your process
What Are Moisture and Density Measurements?
Moisture content is measured as a percentage of wet or dry weight, quantifying how much water a material holds. This parameter drives process consistency across industries from nonwovens to packaging, where variations directly affect product performance and downstream processing.
Density determines the mass of a material per unit volume — and it has direct consequences for structural integrity, performance specifications, and processing outcomes. Incorrect density in mineral wool insulation produces off-spec thermal performance; density variations in plastic sheet affect mechanical strength and dimensional stability.
Both parameters are frequently measured together because moisture content directly influences apparent density. This interrelationship makes combined measurement particularly valuable in production settings across:
- Nonwovens and textiles, where moisture uptake shifts basis weight readings
- Mineral wool and insulation, where density uniformity determines thermal rating
- Plastic sheet extrusion, where moisture-driven density shifts affect mechanical properties
- Rubber and bitumen products, where both parameters influence end-use performance
Why Accurate Moisture and Density Measurement Matters in Manufacturing
Inaccurate measurement leads to costly outcomes:
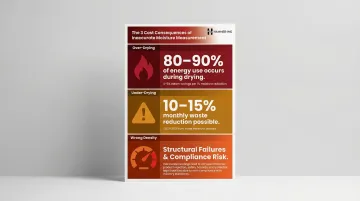
- Over-drying wastes energy — In paper mills, drying consumes up to 80-90% of all energy used, making even 1% moisture reduction worth 4-5% in dryer steam savings
- Under-drying causes defects — One packaging manufacturer reduced monthly wasted product by 10-15% after installing inline sensors, while a flatbread producer achieved nearly 200% ROI within a year by eliminating out-of-spec moisture issues
- Incorrect density produces off-spec material — Variations create structural failures, regulatory compliance issues, and customer rejections
Real-time measurement data supports closed-loop control: production parameters—drying temperature, press force, line speed—adjust automatically before defects occur rather than after. Traditional lab testing creates "dead time" where hundreds of metres of defective material are produced before results are known.
Regulated industries also require traceable, documented measurement data. The technique chosen must support audit-ready reporting — specifically:
- ISO 9001:2015 (Clause 7.1.5) — mandates calibration records traceable to international standards
- ISO 13485:2016 (Clause 7.6) — applies the same requirement to medical device manufacturing
Major Moisture and Density Measurement Techniques Explained
Techniques can be grouped by their measurement principle and whether they are destructive or non-destructive, lab-based or inline. Each has a distinct accuracy profile, cost, and operational suitability.
Gravimetric and Oven-Drying Methods
Principle: Weigh a sample, dry it in a controlled-temperature oven (typically 103 ± 2°C), re-weigh to calculate moisture loss. Standards include ASTM D4442 for wood-based materials and ISO 287 for paper and board.
This method is widely considered the reference standard for moisture content accuracy.
Limitations:
- Slow — hours per test
- Destructive — samples are consumed
- Not suitable for continuous production monitoring
- Requires sample extraction and transport
- Creates "dead time" where production continues unchecked
Gravimetric methods are primarily used for calibration and laboratory validation rather than inline quality control.
Nuclear Methods (Gamma Scattering and Neutron Moderation)
How it works: Gamma-emitting radioisotopes (typically Cesium-137 or Cobalt-60) are placed near a detector. As material density increases, Compton scattering changes the detected count rate, which correlates to density after calibration.
For moisture, neutron moderation gauges use fast-neutron sources (like Americium-241/Beryllium). Hydrogen atoms in water slow neutrons, and detecting slow backscattered neutrons provides a moisture content measure.
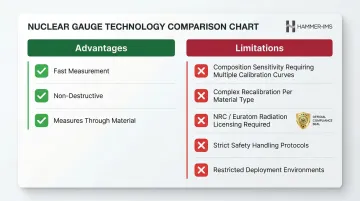
Advantages: Fast, non-destructive, and capable of measuring through material.
Significant limitations:
- Composition sensitivity — Variations in elements like iron, calcium, or chlorine significantly alter radiation attenuation, requiring separate calibration curves per material type
- Complex calibration — Gauges calibrated on one material may yield highly inaccurate readings on another without recalibration
- Radiation licensing — Requires compliance with NRC 10 CFR Part 31.5 in the US and Euratom Directive 2013/59 in Europe
- Safety regulations — Strict handling protocols, mandatory leak testing (typically every six months), specialised operator training, and disposal requirements
- Restricted use — Not permitted in certain environments
Electrical Resistance (Pin-Type) Methods
Principle: Two electrodes (pins) inserted into the material carry a small electrical current. Resistance changes with moisture content, allowing moisture to be inferred from conductance readings. Water is an excellent conductor; dry materials are insulators, so lower resistance indicates higher moisture.
Limitations:
- Destructive — Pins must physically penetrate the material
- Limited depth — Measurements are limited to pin depth
- Temperature-dependent — High temperatures lower resistance, potentially causing falsely high moisture readings
- Accuracy degradation — Affected by material density, chemical composition, and surface wetness that can bridge pins
- High-moisture saturation — Accuracy degrades at high moisture levels
Capacitive and Microwave-Based Non-Contact Methods
How capacitive sensors work: The sensor emits a high-frequency signal and measures changes in the material's dielectric constant, which varies with moisture content. No physical contact with the material surface is required.
Trade-offs:
- Faster and less invasive than pin meters
- Sensitive to material density variation, which can produce false moisture readings
- Limited penetration depth
- May require separate density compensation
- Electrode polarisation at lower frequencies and higher moisture contents can mask the true response, resulting in artificially large apparent permittivity
Microwave resonance technology extends this principle with greater penetration. Instead of relying solely on attenuation, these sensors evaluate the shift in resonant frequency caused by water molecules, making them virtually insensitive to changes in product composition, colour, or surface structure. Microwave resonance sensors offer penetration up to 1.5 cm, compared to 0.2–0.5 mm for Near-Infrared (NIR) sensors.
Millimeter Wave and Advanced Non-Nuclear Technologies
Principle: High-frequency electromagnetic waves in the millimetre range (30–300 GHz) are transmitted through or reflected from the material. The interaction pattern encodes density and thickness information simultaneously without physical contact and without radiation.
This approach addresses core limitations of other methods:
- No regulatory burden — Uses non-ionising radiation, requiring no radioactive source licensing
- No surface contact — Ideal for delicate or moving webs
- Simultaneous measurement — Multiple parameters measured at once
- Continuous inline deployment — Suitable for production-line speeds
One production-ready implementation of this approach is Hammer-IMS's M-Ray technology. Operating at 60 GHz, it measures density (basis weight) and thickness simultaneously on moving production lines.
The system is deployed across textiles, nonwovens, plastics, and construction materials, with customers including Owens Corning, Autoneum, and Abriso-Jiffy. Unlike nuclear gauges, M-Ray systems are purely electronic, non-radioactive, and require no special licensing or radiation safety protocols.
How to Choose the Right Moisture and Density Measurement Technique
Lab vs. Inline Production Needs
Gravimetric and nuclear methods may serve periodic verification, but manufacturers with high-volume continuous production require techniques that deliver real-time data without halting the line. Inline non-contact methods deliver operationally sufficient accuracy with significantly higher throughput and no sample destruction.
Material Compatibility
The technique must suit the material's physical form (sheet, web, granule, paste), thickness range, and chemical composition. Materials with variable elemental composition can skew nuclear gauge readings unless composition-specific calibration curves are applied—a known source of error.
Thickness range matters too:
- Millimetre wave technology penetrates centimetre-range structures without significant power reduction
- Nuclear sources are optimised for specific thickness ranges and perform poorly on thick or heavy materials due to power attenuation
Accuracy vs. Practicality Trade-Off
The highest lab accuracy (gravimetric) is often impractical for production environments. Calibrated inline non-contact methods provide sufficient accuracy for most manufacturing applications with far greater operational efficiency.
Regulatory requirements add another layer to this trade-off — particularly when nuclear gauges are involved.
Regulatory and Safety Constraints
Nuclear gauge operation requires licensing, trained operators, and strict handling protocols under frameworks like NRC 10 CFR Part 31.5 and Euratom Directive 2013/59. Industries prioritising cleaner, simpler compliance environments increasingly prefer non-nuclear alternatives that carry no radiation-related obligations.
Data Integration Capability
Modern measurement systems should connect to production control platforms (PLC or SCADA), enabling automated process adjustment. Ask whether the candidate technique supports:
- Real-time output
- Data logging and analytics
- Closed-loop feedback to process actuators
- Remote connectivity for process monitoring
How Hammer-IMS Can Help
Hammer-IMS specialises in non-nuclear, contactless quality and process control solutions. Their M-Ray technology—millimetre wave-based measurement—enables simultaneous density and thickness measurement on moving production lines without physical contact, radioactive sources, or complex regulatory compliance.
Key operational benefits for manufacturers:
- Integrates with closed-loop production control for automatic process adjustments in real time
- Covers the full material width via multi-sensor array — not spot measurements at a single point
- Tightens production tolerances to reduce material waste, approaching international thickness targets at -5%
- Connectivity 3.0 software handles data logging, process analytics, and automated calibration remotely
M-Ray systems are deployed across demanding industrial environments, covering a broad range of materials and processes:
- Nonwovens and technical textiles: basis weight and thickness monitoring in real time
- Plastic sheet and film: inline measurement directly on hot, freshly extruded materials
- Construction materials: mineral wool, stone wool, and glass wool insulation production
- Bitumen and rubber: thickness and basis weight quality control
Unlike nuclear gauges, M-Ray technology requires no radiation emission licences, specialized training, or protective measures. The Abriso-Jiffy installation eliminated radioactive measurement licenses while reducing total operational costs — a concrete outcome that other manufacturers in comparable facilities have since replicated.

Conclusion
Moisture and density measurement techniques each carry distinct trade-offs in accuracy, speed, invasiveness, and operational complexity. Understanding those trade-offs is essential for selecting a method that supports production quality rather than just meeting a minimum compliance requirement.
As industries move toward continuous, data-driven production, the shift from periodic lab testing to real-time inline measurement delivers concrete operational benefits: tighter quality margins, reduced material waste, and the ability to correct process deviations before defective product accumulates. The practical question is no longer whether to adopt inline measurement, but which technology fits your specific material, environment, and quality targets.
Approaches like Hammer-IMS's non-nuclear, contactless M-Ray systems show how measurement accuracy and deployment simplicity can coexist — making real-time process control accessible across plastics, textiles, composites, and other demanding production environments.
Frequently Asked Questions
What is the difference between moisture content and density measurement?
Moisture content quantifies the proportion of water in a material (expressed as a percentage), while density measures mass per unit volume. The two are interrelated since moisture directly affects apparent density, which is why some systems measure both simultaneously.
What are the main disadvantages of nuclear moisture and density gauges?
Nuclear gauges are sensitive to material elemental composition, requiring separate calibration curves per material type. They also require radiation licensing, trained operators, and strict regulatory handling requirements that add operational complexity and ongoing compliance costs.
What is the most accurate method for measuring moisture content?
Gravimetric oven-drying is considered the reference standard for accuracy, but it is destructive, slow (hours per test), and unsuitable for inline production. In practice, calibrated non-contact methods provide sufficient accuracy for most manufacturing applications with far greater operational efficiency.
How does contactless moisture measurement work?
Contactless methods such as capacitive, microwave, or millimetre wave systems measure changes in the electromagnetic properties of the material: dielectric constant or wave interaction patterns that correlate to moisture and density. No physical contact with the material is required.
Can moisture and density be measured simultaneously on a production line?
Yes. Advanced inline systems, including millimetre wave technologies like M-Ray, can measure both parameters simultaneously on a moving web or sheet, enabling real-time process control without slowing production.
Which industries rely most on inline moisture and density measurement?
Key sectors include nonwovens, technical textiles, plastic film and sheet production, construction materials (insulation, wallboard), automotive composites, and paper—where moisture and density directly govern product performance, regulatory compliance, and downstream processing success.