The stakes are high. A single production shift operating without continuous density feedback can generate enough off-spec material to wipe out a week's profit margin. Meanwhile, running "heavy" to play it safe wastes raw material on every meter produced — fiber, resin, foam, filler — costs that add up to hundreds of thousands of euros annually for a single production line.
This article explains what density means for web and panel materials, how it is measured in industrial environments, what technologies are available, and why the shift away from nuclear measurement systems is accelerating across textiles, nonwovens, foam, and plastics manufacturing.
TLDR:
- Density for web materials is typically measured as area density (basis weight in g/m²), not volumetric density
- Inline measurement prevents material waste and enables closed-loop process control that offline sampling cannot match
- Non-nuclear technologies like millimeter-wave systems eliminate radiation licensing burdens while matching nuclear gauge accuracy
- Industries from automotive nonwovens to medical device films rely on contactless inline systems for quality control
What Is Density in the Context of Web and Panel Materials?
Defining Volumetric and Area Density
Volumetric density (ρ = m/V) measures mass per unit volume, expressed in kg/m³ or g/cm³. This classical definition works well for homogeneous materials like foam slabs or solid plastic blocks where volume is easily defined. But for continuous web materials — textiles, nonwovens, paper, plastic films — the relevant parameter is area density, also called basis weight or grammage: mass per unit area, expressed in g/m² or oz/yd².
The relationship between these parameters is direct:
Area Density (g/m²) = Volumetric Density (g/cm³) × Thickness (μm) × Conversion Factor
This mathematical link means that if volumetric density is constant (as in solid plastic films), basis weight measurements can infer thickness, and vice versa. For process control, this relationship enables inline gauges to output multiple parameters from a single measurement principle.
Why Area Density Dominates Quality Control
For a moving roll of textile, nonwoven, paper, or plastic film, thickness varies naturally due to material structure, processing conditions, and winding tension. But basis weight must stay consistent to ensure product performance, cost control, and compliance with customer specifications.
Area density directly reflects:
- Material consumption — every gram over spec multiplies across thousands of meters
- Product uniformity — consistent basis weight ensures consistent performance
- Customer compliance — specifications are typically written in g/m² or GSM
Major international standards define area density measurement protocols:
- ISO 9073-1 specifies mass per unit area for nonwoven fabrics
- TAPPI T 410 defines grammage for paper and paperboard
- ASTM D5261 covers mass per unit area for geotextiles
What Density Reveals Beyond Weight
Density measurements reveal quality characteristics that weight alone cannot capture:
- Fiber distribution uniformity in nonwovens and textiles
- Foam cell structure and void content in polyurethane panels
- Layer consistency in composite materials
- Filler concentration in coated fabrics
- Defects and voids that compromise structural integrity
These characteristics directly impact end-product performance — thermal insulation effectiveness, acoustic damping, tensile strength, and durability.
Industrial Density Units
Manufacturing environments use several unit systems depending on region and industry:
| Unit | Application | Typical Range |
|---|---|---|
| g/m² (GSM) | Nonwovens, textiles, paper | 50–500 g/m² |
| kg/m³ | Foam panels, insulation | 10–100 kg/m³ |
| oz/yd² | US textile industry | 3–15 oz/yd² |
Measuring instruments translate raw sensor readings into these units for production line operators, displaying multiple parameters simultaneously so process engineers can act on deviations in real time.
Factors That Influence Density Readings in Industrial Settings
Environmental and Material Variables
Three variables consistently affect inline density readings: temperature, moisture content, and material compression from calender rollers or winding tension. A nonwoven measured at 80°C immediately after bonding will show different characteristics than the same material measured at room temperature in a quality lab.
For accurate inline measurement, the system must either compensate for these variables or remain insensitive to them. This is a core design requirement that separates industrial-grade instruments from laboratory devices.
Systems positioned right after extrusion — where materials reach 100°C or higher — require sufficient standoff distance and thermal stability to maintain measurement accuracy without sensor degradation. Moving webs introduce a separate category of challenges on top of these environmental factors.
Challenges of Measuring Moving Webs
Measuring density on a moving web introduces multiple sources of measurement noise:
- Vibration from rollers, motors, and mechanical drives
- Web flutter caused by air currents and tension variations
- Speed variations during production ramp-up and slowdown
- Changing material orientation as the web tracks across the line
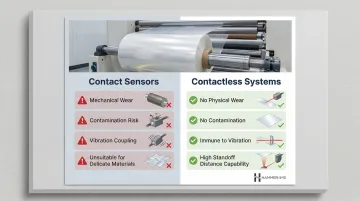
Contactless technologies have a fundamental advantage in this environment. Physical contact sensors suffer from wear, contamination, and mechanical coupling to vibration sources. Non-contact systems using electromagnetic waves, X-rays, or ultrasound can measure from a distance, eliminating these interference sources and enabling measurement of delicate or easily contaminated materials.
Why Accurate Density Measurement Is Critical in Industrial Manufacturing
Direct Impact on Product Quality
Inconsistent density in a nonwoven geotextile degrades filtration performance and tensile strength. Density variation in acoustic insulation panels directly compromises sound absorption characteristics. Carpet backing with uneven basis weight creates visible defects and wear patterns.
The downstream cost of poor density control shows up as:
- Customer returns and warranty claims
- Failed quality audits and non-conformance reports
- Lost supply agreements with tier-1 manufacturers
For automotive suppliers like Autoneum and Low Bonar, who serve tier-1 manufacturers with zero-defect expectations, inline density control is not optional — it's a contractual requirement for maintaining supply agreements.
Quantifying Material Waste
Overproducing density to "play it safe" wastes raw material on every meter produced. For a 2-meter wide polycarbonate extrusion line running 24/7, reducing thickness margins from 200 micrometers to 20 micrometers saves more than 1,000 metric tons of raw material annually — approximately 3 metric tons per day.
This waste compounds across the industry. Individual case studies consistently show inline measurement systems paying for themselves within 18 months through material savings alone — with waste reduction typically running 3-5% of raw material costs.
Enabling Closed-Loop Process Control
Real-time density measurement enables closed-loop process control. When the system detects a deviation from target density, it can automatically signal or adjust process parameters before defective material accumulates:
- Line speed
- Raw material feed rate
- Binder application
- Die bolt positions
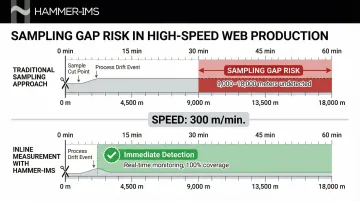
Periodic sampling offers no such response window. Operators typically cut samples every 30-60 minutes for offline weighing — and at modern line speeds of 100-500 meters per minute, that interval means 3,000-15,000 meters of production occurs without verification. If process drift begins immediately after a sample is taken, the entire subsequent run is at risk of being off-spec.
At Cabot Gypsum, implementing inline thickness gauging allowed operators to detect issues before board reached the dryer, preventing the production of scrap that would otherwise only be caught by post-process checks. The system tracks 12 key performance indicators in real-time, enabling immediate reaction to deviations.
Compliance and Traceability
Many industries — automotive, medical, construction — require documented proof that materials meet density specifications. Inline systems generate continuous data logs that support quality certification, regulatory compliance, and customer audits.
A sample taken once per hour documents only that specific moment. It provides no evidence about the material produced between samples. Inline systems, by contrast, create a complete production fingerprint — time-stamped and position-based — that can be exported to SQL databases, integrated with batch management systems, and formatted into automatic test reports for customer delivery.
Density Measurement Technologies for Web and Panel Materials: A Comparison
Technology Overview
Four main categories of density measurement technology serve industrial web and panel applications:
- Nuclear/radiometric gauges (beta and gamma sources)
- X-ray transmission systems
- Ultrasonic methods
- Millimeter-wave / microwave-based non-nuclear systems
Each technology measures density through different physical principles, with distinct advantages and limitations for industrial deployment.
Nuclear/Radiometric Gauges
Beta and gamma transmission gauges have been widely used for decades and offer good measurement performance. A sealed radioactive source emits particles or photons that pass through the material; the degree of attenuation correlates to mass per unit area (basis weight) or volumetric density.
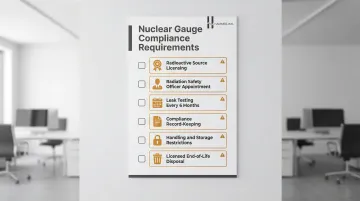
Regulatory burdens are substantial:
- Radioactive source licensing from national authorities (US NRC, IAEA member states)
- Radiation Safety Officer (RSO) appointment and training
- Leak testing every 6 months to ensure source capsule integrity
- Detailed record-keeping and compliance documentation
- Strict handling, transport, and storage restrictions
- End-of-life disposal through licensed entities
Beyond licensing, supply chains are tightening. Promethium-147 (Pm-147) availability is dwindling, and Krypton-85 (Kr-85) supplies have been rationed, creating real uncertainty for manufacturers dependent on these sources. Replacement costs are significant, and regulatory pressure to phase out radioactive sources is intensifying across Europe and North America — which is why X-ray and non-nuclear alternatives have gained serious traction.
X-Ray Transmission Systems
X-ray technology offers a direct alternative to nuclear gauges. X-ray intensity is attenuated by the mass of material in the beam path; the degree of attenuation correlates to basis weight or density.
Key differences from nuclear gauges:
- X-ray sources can be turned off (no radioactive decay)
- Regulated as radiation-generating devices (machines) rather than radioactive materials
- Still require shielding, safety interlocks, and operator protection
- Avoid specific licensing required for radioactive isotopes
X-ray systems can be cost-effective for certain panel applications and provide high accuracy for single-component materials. However, they add complexity to installation and maintenance compared to non-radiating alternatives.
Ultrasonic Density Measurement
Ultrasonic systems use sound wave propagation velocity and attenuation to infer material properties. Changes in material density or structure affect acoustic impedance and signal transmission.
Strengths:
- No radiation of any kind
- Compact sensor designs
- Effective for certain thickness measurements
Limitations for web materials:
- Air-coupled ultrasound suffers from massive signal loss (approximately 80 dB) at the air-solid interface, requiring high-sensitivity receivers
- Standard ultrasonic testing often requires coupling medium (gel/water), impractical for continuous webs
- Sensitivity to air gaps between sensor and material
- Performance variability with material type and structure
These limitations restrict ultrasonic density measurement primarily to contact or near-contact applications where coupling can be maintained.
Millimeter-Wave / Microwave Non-Nuclear Systems
Millimeter-wave (MMW) and microwave sensors use high-frequency electromagnetic waves (typically 30-300 GHz) transmitted through the material to infer density without physical contact and without any radiation source.
Operating principle: A sensor transmits millimeter waves that penetrate the web material and reflect from a reference surface below. The time delay and signal attenuation correlate to material basis weight, thickness, and density based on the material's dielectric properties and mass.
Key advantages:
- No regulatory licensing requirements — systems operate under radio frequency regulations (FCC Part 15 in the US, ETSI EN 302 217 in Europe)
- No radiation hazard to operators
- No radioactive source disposal concerns
- Contactless operation with high standoff distances (up to 30 cm)
- No physical wear from contact with material
- Insensitive to material color, transparency, or surface texture
MMW systems have become the practical go-to for manufacturers exiting nuclear gauge programs. Hammer-IMS's M-Ray systems operate on this principle, delivering real-time basis weight and density data with closed-loop feedback to the production process through the Connectivity 3.0 software platform.
The Shift to Non-Nuclear, Contactless Measurement Systems
Regulatory and Business Drivers
Stricter IAEA and national radiation safety regulations are pushing manufacturers away from nuclear gauges. The European Union's Directive 2013/59/Euratom sets basic safety standards for protection against ionizing radiation, influencing national regulations across member states.
Beyond regulatory compliance, business factors drive the transition:
- Rising source replacement costs as isotope supplies tighten
- Liability concerns from maintaining radioactive materials on-site
- Growing ESG (Environmental, Social, Governance) imperatives to eliminate radioactive sources from production environments
- Total cost of ownership advantages when licensing, training, and disposal costs are included
M-Ray Technology as Non-Nuclear Alternative
M-Ray technology uses electromagnetic millimeter-wave signals (30–300 GHz) to measure material properties including thickness, basis weight, and density without physical contact. A sensor transmits millimeter waves that penetrate the web material, reflect from a reference surface, and return. The time delay correlates directly to material characteristics.
Operational advantages:
- Contactless operation with standoff distances up to 30 cm
- Zero ionizing radiation or radioactive sources
- No physical wear from contact with material
- Full web width coverage in scanning or fixed-frame configurations
- Real-time data with closed-loop feedback capability
- Remote connectivity through Connectivity 3.0 software platform
Hammer-IMS systems using M-Ray technology have been deployed across automotive nonwovens (Autoneum), industrial textiles (Heimbach), insulation manufacturing (Owens Corning), and medical device films (Orfit Industries) — spanning high-temperature extrusion lines through precision medical film production.

Addressing Accuracy Concerns
Independent studies confirm that non-nuclear devices achieve effective quality control when properly calibrated, closing the gap with nuclear gauges for most web and panel applications. Modern millimeter-wave systems now match or exceed that benchmark.
Hammer-IMS M-Ray systems maintain 1 gsm measurement accuracy even at high standoff distances, with accuracy down to 0.5 gsm for specific applications like vinyl wall coverings. For production environments where nuclear gauges previously required dedicated licensing, shielding, and disposal programs, that accuracy comes with no radioactive materials to manage.
Inline vs. Offline Density Measurement: Key Differences and Trade-offs
Defining the Approaches
Inline measurement operates continuously during production, with sensors positioned on the production line to monitor every meter of material in real-time. Offline measurement involves cutting samples periodically, transporting them to a quality lab, and measuring them using bench-top instruments — typically lab scales and calipers.
Offline methods remain common because they require lower capital investment and use familiar laboratory procedures. The limitation is that they catch problems after the fact — by which point significant off-spec material may already exist. Inline measurement addresses this directly.
Operational Advantages of Inline Measurement
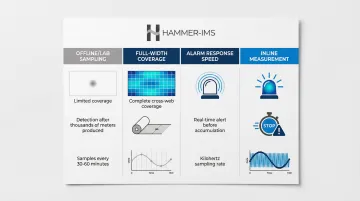
Inline systems offer three practical advantages over periodic lab sampling:
- Full-width coverage: Multi-sensor arrays scan the entire web width, generating color maps that show density variation in both machine direction and cross-machine direction — giving operators an immediate picture of where material deviates from specification.
- Early alarm response: When density drifts outside tolerance, the system triggers an alert before off-spec material accumulates. Offline sampling would only catch the same problem after thousands of meters have been produced.
- High-resolution process data: Inline systems operating at kilohertz sampling rates generate millions of data points per shift, enabling frequency analysis to identify periodic process variations that periodic sampling would miss entirely.
At Abriso-Jiffy's XPS insulation board production, inline measurement achieved payback within 18 months through material savings and scrap reduction. Early detection meant production batches no longer consumed excess material before the issue surfaced.
Hybrid Approaches
Combining inline measurement for process control with periodic offline lab verification for calibration and traceability gives manufacturers both speed and auditability.
Hammer-IMS offers both inline production systems (Marveloc-CURTAIN series) and dedicated laboratory measurement systems using the same M-Ray technology. This consistency ensures measurement compatibility between production line and laboratory results. Both systems perform automatic calibration using reference materials, maintaining accuracy without complex cross-calibration procedures.
Factors that drive the choice:
- Production speed and width
- Material type and thickness range
- Specification tightness (how narrow the tolerance)
- Required data resolution and traceability
- Capital budget and total cost of ownership
Industrial Applications Across Key Sectors
Textiles and Nonwovens
Density measurement ensures consistent basis weight in woven fabrics, needlepunched felts, spunbond/meltblown webs, and carpet backing. ASTM D5261 governs mass per unit area for geotextiles, with typical specifications requiring minimum average roll values (e.g., 407 g/m² or 12 oz/yd²).
Major manufacturers rely on inline quality control to meet OEM specifications:
- Autoneum (automotive acoustic insulation) uses non-nuclear Marveloc systems
- Low Bonar implemented Hammer-IMS quality control on PVC calendering lines
- Heimbach deployed dual-scanning systems for PMC felts grammage measurement
These applications demand tight tolerances because density directly affects acoustic damping, tensile strength, and filtration performance.
Foam and Insulation Panels
Density is the primary quality parameter for polyurethane foam slabs, acoustic insulation, and rigid board insulation. ASTM D3574 is the standard test method for flexible cellular urethane foams, including density measurement, which determines durability and support characteristics.
Inline density gauges detect density variations caused by:
- Recipe changes in foam formulation
- Mixing inconsistencies in chemical components
- Oven temperature drift during curing
- Raw material batch variations
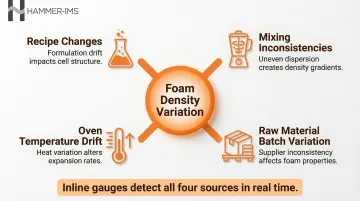
Owens Corning implemented Hammer-IMS Marveloc-CURTAIN-O systems for production monitoring of fiberglass insulation, enabling real-time process adjustments. The system maintains consistent density, which directly correlates to thermal resistance (R-value) and structural integrity.
Plastic Films, Sheets, and Composites
For extruded films, coated substrates, and composite panels, density variation indicates thickness or filler distribution problems. ASTM E252 covers thickness measurement of thin foil and film by mass measurement, relying on accurate density values.
Westlake Plastics uses Hammer-IMS systems for thick plastic sheets, rods, and films from over 20 different thermoplastics, with thicknesses from 1mm to 19mm. Consistent measurement across that material range helps Westlake catch thickness deviations before they reach downstream finishing.
Orfit Industries, a Belgian medical device manufacturer, implemented M-Ray technology for engineered thermoplastic sheets used in orthotic and prosthetic products. Positioned right after chilling rolls to measure hot, freshly extruded sheets (around 100°C), the system enables prompt adjustment of extrusion parameters. Plant manager Bram Moons-Baitel reports the system enables Orfit to "respond and adjust the process much faster to keep material thickness steady and avoid wasting tons of high-grade thermoplastic material."
Frequently Asked Questions
What is the unit of density?
The SI unit of density is kilograms per cubic meter (kg/m³), with grams per cubic centimeter (g/cm³) also widely used for volumetric density. For web and panel materials in industrial settings, area density (basis weight) is typically expressed in grams per square meter (g/m² or GSM), which directly reflects material consumption without requiring thickness measurement.
What are 5 examples of density in industrial materials?
Five practical examples across common production materials:
- Nonwoven geotextile at 150 g/m² for filtration and separation performance
- Polyurethane foam panel at 30 kg/m³ for cushioning applications
- Plastic film (polyethylene) with a target density of 920 kg/m³
- Glass wool insulation batt at 12 kg/m³ for thermal resistance
- Woven carpet backing at 400 g/m² for dimensional stability
What is the difference between area density (basis weight) and volumetric density?
Volumetric density (kg/m³) measures mass per unit volume and applies to all materials. Area density — or basis weight (g/m²) — measures mass per unit area and is the standard parameter for web and sheet materials, because it captures material consumption and uniformity without thickness measurement, which can vary naturally in flexible substrates.
How do non-nuclear density gauges compare to nuclear gauges in terms of accuracy?
Modern non-nuclear systems — particularly millimeter-wave and microwave-based technologies — have advanced to match or exceed the measurement performance of nuclear gauges for most web and panel applications. Systems like Hammer-IMS M-Ray maintain 1 gsm accuracy even at high standoff distances, while eliminating radiation safety, licensing, and disposal burdens entirely.
Can density be measured on a moving web without contact?
Yes, contactless inline density measurement on moving webs is standard practice with millimeter-wave and X-ray transmission technologies, which pass energy through the material without touching it. This approach is critical for delicate, high-speed, or easily contaminated materials, and eliminates mechanical wear while enabling measurement at high standoff distances.
What industries use inline density measurement systems for web materials?
Primary sectors include textiles and nonwovens, foam and insulation manufacturing, plastic film and sheet extrusion, composite panel production, and automotive acoustic materials. Inline measurement is relevant wherever continuous web or panel products must meet tight density or basis weight specifications — both for defect detection and real-time process adjustment.
Non-nuclear, contactless measurement technologies have matured to the point where accuracy is no longer a trade-off for regulatory simplicity. For production environments where density control directly affects product quality and material costs, inline systems offer real-time process feedback that lab sampling simply cannot match.