This article covers what surface inspection is, the technologies available, common defects detected, implementation steps, and real-world industry applications. Whether you're managing a plastic extrusion line, a nonwoven production facility, or a metal rolling operation, understanding these systems is essential to maintaining quality and competitiveness.
Key Takeaways
- Automated surface inspection systems detect defects on materials and products during or after production, replacing inconsistent manual inspection
- Technologies span optical/camera systems, laser profiling, eddy current testing, and millimeter wave sensing, each matched to specific materials and environments
- Inline inspection enables real-time defect detection and automatic production corrections, reducing material waste by up to 50%
- System selection depends on material type, defect profile, production speed, and regulatory requirements
- Non-nuclear technologies like M-Ray avoid radioactive source regulations while delivering micrometer-level measurement precision
What Is Industrial Surface Inspection and Why Does It Matter
Industrial surface inspection is the automated process of examining the outer surface of materials, components, or products to detect flaws, deviations, or non-conformities. This inspection occurs either inline (during production) or offline (after production), and differs from dimensional measurement by focusing specifically on surface quality rather than geometric accuracy.
The operational impact is significant. A manufacturer in the nonwoven fabrics industry reduced defective fabrics from 2.41% to 1.13% by enhancing failure detection capabilities—a reduction that directly improved profitability. Surface defects that reach customers incur far higher costs than those caught internally, including warranty claims, recalls, and damaged customer relationships.
The Shift from Manual to Automated Inspection
Human visual inspection carries inherent limitations that compromise quality consistency. The data makes this clear:
- Error rates range from 20–30% on complex inspection tasks; even simple accept/reject decisions carry a minimum 0.1% error rate
- Accuracy drops by 23% after four continuous hours of visual inspection, with error rates climbing a further 0.78% each hour
- High-speed production lines generate defects faster than human inspectors can reliably detect them
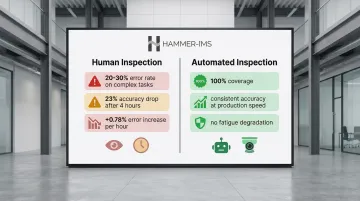
Automated systems deliver 100% coverage at production speed without fatigue-related degradation. On lines running hundreds of metres per minute, that gap between human capability and process demand has a direct cost.
Common Defects Industrial Surface Inspection Systems Detect
Surface inspection systems target a wide range of defect types, varying significantly by material:
Primary defect categories include:
- Scratches from mechanical contact during handling or processing
- Pores and pinholes — small voids that compromise barrier or structural integrity
- Cracks that indicate fractures in the material structure
- Blisters caused by trapped air or moisture beneath the surface
- Contamination and inclusions — foreign particles embedded in or on the material
- Thickness variations across the web that affect product consistency
- Grooves and roll marks left by manufacturing equipment
- Delamination where material layers separate
Defect Classification and Severity
Modern systems not only detect defects but categorize them by type, size, and severity. This classification lets manufacturers distinguish critical defects — those requiring immediate production stoppage — from minor cosmetic issues flagged for review but not necessarily causing rejection.
Some of the hardest defects to catch are subtle or intermittent. Micro-pores in nonwovens or thickness inconsistencies in plastic film are invisible to the naked eye. Automated sensing systems handle these reliably — Hammer-IMS M-Ray millimeter wave technology, for instance, measures thickness variations down to 1 micrometer, roughly 50 times thinner than a human hair. Defects at that scale would go undetected until they trigger failures at later production stages.
Types of Industrial Surface Inspection Technologies
Optical/Camera-Based Systems
Machine vision systems use cameras and structured lighting to capture surface images, with software algorithms identifying anomalies. Line scan cameras capture images one line at a time, stitching them together as material moves, making them ideal for continuous webs. Modern systems reach speeds up to 142,800 lines per second.
Lighting strategies enhance detection:
- Backlighting detects perforations in semi-transparent materials
- Darkfield lighting highlights scratches on reflective surfaces like glass or films
- Structured lighting creates contrast for surface irregularities
These systems excel at detecting visual defects like scratches, colour variations, and print defects on discrete parts and continuous web materials.
Laser and Structured Light Systems
Laser triangulation projects a laser line onto a surface and captures the reflection to determine height at numerous points. This creates 3D surface profiles, enabling detection of dimensional deviations, height variations, and shape defects that 2D cameras cannot capture. These systems are particularly useful for textured or embossed surfaces where surface topology matters.
Eddy Current and Electromagnetic Inspection
For conductive materials, eddy current testing detects surface and near-surface defects without contact. This method excels at finding cracks, pitting, and discontinuities in metals—particularly those invisible to optical systems. High frequencies detect surface defects, while lower frequencies penetrate deeper for subsurface inspection.
Non-Contact, Non-Nuclear Measurement Technology
Millimeter wave (M-Ray) technology delivers contactless surface and thickness inspection for flat web materials, including nonwovens, plastic films, foam, and textiles.
Key advantages include:
- Completely non-radioactive, with no radiation exposure for operators or materials
- No physical contact with material, making it suitable for soft or sensitive surfaces
- No protective equipment required under normal operating conditions
- Measures thickness uniformity across the full web width
- Precision down to 1 gsm or 1 micrometer
Hammer-IMS's M-Ray technology uses this approach as a clean, non-nuclear alternative to traditional nuclear gauging systems. The technology can measure materials up to 30 centimetres thick with high standoff distances, making it suitable for measuring very thick nonwovens at early production stages. Unlike beta, gamma, or X-ray gauges, M-Ray systems require no emission licenses, eliminating regulatory costs that can exceed €300,000 over a sensor's lifetime.
AI and Software Integration
Machine learning algorithms now handle defect classification, false-positive reduction, and real-time data analytics within inspection systems. These models train on product-specific defect patterns, improving detection accuracy over time and adapting to new defect types as production conditions change.
How to Implement an Industrial Surface Inspection System
Step 1 — Define Your Product and Defect Profile
Characterise what needs inspection: material type (glass, metal, plastic, textile, foam), surface characteristics (reflective, textured, transparent), and specific defects that represent quality failures. This profile directly determines technology selection. For example, optical systems work well for visual defects on opaque materials, while millimeter wave technology excels at thickness measurement in thick nonwovens or foam.
Step 2 — Set Clear Inspection Goals and Acceptance Criteria
Establish measurable goals before system selection: detection sensitivity required, acceptable false-positive rate, production speed, and pass/fail criteria. Defined acceptance criteria are what make system performance measurable. Consider relevant industry standards — EN 10163 for steel surface quality, EDANA/INDA procedures for nonwovens, or ISO 13485 for medical devices.
Step 3 — Select the Right Technology and Sensor Configuration
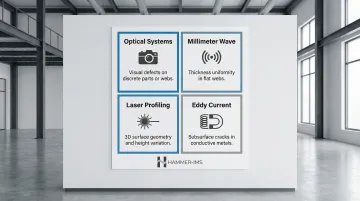
Your product and defect profile determines technology selection:
- Optical systems: Visual defects on discrete parts or continuous webs
- Millimeter wave: Thickness uniformity in flat webs, especially thick materials
- Laser profiling: 3D surface geometry and height variations
- Eddy current: Subsurface cracks in conductive metals
Consider production environment factors — speed, temperature, dust, chemical exposure — that affect sensor performance. M-Ray technology, for example, is immune to dust and fog particles that would interfere with optical systems.
Step 4 — Integrate with Production Line and Control Systems
Closed-loop integration is essential. The inspection system should feed real-time data back to production equipment to enable automatic process adjustments, not just passive alerting. This includes:
- Hardware integration: Mounting, positioning, and physical installation
- Signal output: Marking systems, sorting mechanisms, alarm triggers
- Software connectivity: Integration with MES and ERP systems following ISA-95 standards
Hammer-IMS's Connectivity 3.0 software supports Modbus TCP/IP, OPC/UA, and PROFINET protocols for seamless integration with existing PLC systems, enabling real-time feedback for die control, calender adjustment, and coating knife positioning.
Step 5 — Validate, Train, and Continuously Improve
Commission the system using known-good and known-defective samples to verify detection rates. Set up regular calibration routines; most modern systems support automatic calibration. Periodic revalidation and software updates remain necessary as product specifications evolve — treat commissioning as the starting point, not the finish line.
Industry Applications of Surface Inspection Systems
Textile and Nonwovens
Continuous web inspection systems monitor fabric weight distribution, detect weave defects, holes, contamination, and thickness inconsistencies across full web width at production speeds. This is a primary application area for non-contact measurement systems including millimetre wave solutions.
Hammer-IMS serves customers such as Owens Corning and Balta in nonwovens and carpet production, providing basis-weight and thickness measurement with 1 gsm accuracy even at high standoff distances. The system mounts directly after the feeder in nonwoven production lines, handling materials several centimetres thick without contact.

Plastic Film, Sheet, and Foam
Surface inspection in this sector targets:
- Pinholes and gels that compromise packaging integrity
- Streaks and thickness variation affecting product consistency
- Surface contamination critical to medical device and construction applications
Manufacturers are increasingly moving away from nuclear gauging, adopting M-Ray technology as a clean alternative to high-voltage X-ray and nuclear systems.
Orfit Industries, a Belgian medical device manufacturer, replaced their laser-based system with M-Ray technology for thermoplastic extrusion. The system provides superior performance regardless of sheet colour, transparency, or thickness value, whilst withstanding temperatures around 100°C in the extrusion process.
Metals and Steel
Surface inspection for rolled steel, aluminium, and coated metals detects cracks, corrosion, roll marks, and coating defects. EN 10163 specifies delivery requirements for surface condition of hot-rolled steel plates, defining acceptable imperfection classes. Both optical and eddy current methods are standard.
Automotive and Medical
These high-specification industries apply surface inspection to safety-critical components—sealing profiles and body panels in automotive, medical-grade films and devices in healthcare. Zero-defect standards require 100% inspection coverage.
Autoneum, an automotive Tier 1 supplier, selected Hammer-IMS's non-nuclear Marveloc curtain system for acoustic and thermal management applications. Medical applications place similarly strict demands on measurement technology. Here, the non-radioactive nature of M-Ray eliminates the regulatory burdens tied to nuclear systems, whilst preserving the micrometer-level precision essential for patient safety.
Frequently Asked Questions
What is surface inspection?
Surface inspection is the process of examining the outer surface of a product or material to detect defects, irregularities, or non-conformities. It's carried out manually or automatically using sensors, cameras, or measurement systems during or after production.
What are the 4 types of inspections?
The four common inspection types are:
- Incoming/receiving inspection — verifies materials before use
- In-process inspection — assessments during manufacturing
- Final inspection — verifies finished products against specification
- Pre-shipment inspection — confirms quality before dispatch
Surface inspection can occur at any of these stages.
What are the 7 steps of the inspection process?
- Define product properties and defect types
- Establish acceptance criteria
- Select appropriate technology
- Configure sensors and lighting
- Program detection logic
- Integrate with the production line
- Validate and train the system with known samples
What defects can surface inspection systems detect?
Common detectable defects include:
- Scratches, cracks, and pinholes
- Blisters, pores, and contamination
- Delamination, thickness variation, and surface irregularities
The detectable range depends on the technology used: optical systems identify visual defects, whilst millimeter wave systems detect thickness variations and subsurface anomalies.
What is the difference between contact and non-contact surface inspection?
Contact inspection involves physical probes or rollers touching the material surface, risking damage on delicate materials. Non-contact methods—including optical cameras and millimeter wave systems—inspect without touching the material, making them suitable for soft, sensitive, or high-speed web applications.
How does inline surface inspection improve production efficiency?
Inline inspection detects defects in real time during production, enabling immediate process corrections. This reduces waste from undetected defect runs, eliminates slow labour-intensive end-of-line checks, and enables closed-loop feedback that prevents defects before they escalate.