Introduction
A single undetected surface defect can trigger product recalls, customer returns, or safety failures. When scratches, voids, cracks, or thickness irregularities escape quality control, manufacturers face scrap costs, warranty claims, regulatory penalties, and lasting brand damage.
Across industries, manufacturers are moving past human inspectors and periodic sampling. Textile mills, steel plants, plastic film extruders, and automotive component producers now deploy machine vision, AI-based deep learning, and contactless scanning technologies to catch defects in real time — before defective product reaches the next stage of production.
Quality failures consume 15–20% of total sales revenue for average manufacturers, with global annual losses reaching $1.3 trillion. Undetected surface defects contribute directly to this total, driving scrap rates that cost the average manufacturer up to 2.2% of annual revenue.
Key Takeaways
- Surface defect detection identifies scratches, cracks, voids, and thickness irregularities before products leave production lines
- Traditional methods struggle with human error, slow speed, and inconsistency at modern production rates
- Automated techniques — machine vision, AI-based inspection, contactless scanning — deliver high-accuracy detection across diverse materials at production speed
- Selecting the right technique depends on material type, defect characteristics, and inline versus offline inspection needs
- Closed-loop integration with production controls reduces waste and enables immediate process adjustments
What Is Surface Defect Detection?
Surface defect detection is the systematic process of identifying, locating, and classifying physical or structural anomalies on a material's surface before products leave the production line. These include scratches, pits, cracks, voids, foreign inclusions, and dimensional deviations.
Detection operates across both in-process control and final quality assurance, catching deviations that trace back to upstream variables like uneven coating, material stress, or equipment wear. Beyond preventing defective products from reaching customers, it generates the data manufacturers need to identify and correct root causes.
The main detection approaches fall into four categories:
- Manual inspection: trained inspectors assess surfaces visually or by touch
- Non-destructive testing (NDT): eddy current, magnetic particle, and ultrasonic methods
- Automated machine vision: camera-based image capture with algorithmic comparison
- Contactless measurement: laser profiling, deflectometry, and millimeter-wave scanning
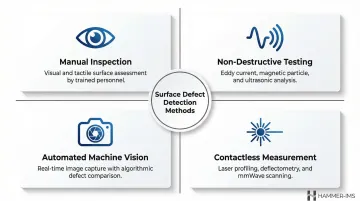
Material type and line speed are typically the first factors that narrow down which approach is practical.
Why Surface Defect Detection Is Critical in Manufacturing
Undetected defects create direct business impact through product recalls, warranty claims, regulatory non-compliance, and brand damage. In industries like automotive, medical devices, and aerospace, surface integrity is directly linked to product safety and regulatory certification, making detection non-negotiable.
Catching defects inline — rather than at end-of-line or after shipment — has measurable operational benefits:
- Reduces scrap rates, rework costs, and material waste
- Enables immediate corrective action instead of batch rejection
- Prevents defects from compounding across production runs
Scrap and rework costs average up to 2.2% of annual revenue, and quality defects account for 20% of losses that reach customers. Detection systems with closed-loop feedback to production controls have demonstrated defect rate reductions of 40–65% in steel manufacturing, transforming quality control from a gatekeeping function into a production optimization tool.
Key Surface Defect Detection Techniques
Traditional Detection Methods
Visual Inspection
Human visual inspection is the most direct starting point: inspectors scan surfaces for visible anomalies. However, its limitations make it unsuitable as a standalone method for high-throughput operations.
Key limitations include:
- Miss 20–30% of defects in fast-paced environments
- Accuracy degrades ~20% after just 30 minutes of continuous inspection due to fatigue
- Struggle to detect defects smaller than 0.1 mm
- Deliver inconsistent results based on subjective judgment, driving high false detection rates
Non-Destructive Testing (NDT) Methods
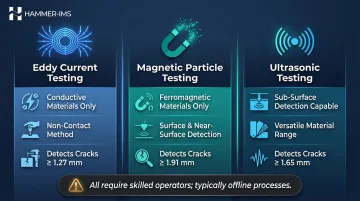
Three primary NDT approaches serve manufacturing applications:
Eddy Current Testing uses electromagnetic induction for fast, non-contact detection on conductive materials. It operates at variable frequencies — higher frequencies deliver shallower penetration but better surface sensitivity. The method cannot display defect shape or size directly and typically detects surface cracks larger than 1.27 mm in aluminum plates.
Magnetic Particle Testing offers high precision and visual defect display but is restricted to ferromagnetic materials. It reveals surface and slightly subsurface discontinuities by applying magnetic fields and iron particles, detecting surface cracks larger than approximately 1.91 mm.
Ultrasonic Testing provides high sensitivity and can detect sub-surface anomalies by transmitting sound waves through materials. A discontinuity must typically be larger than one-half the wavelength to be detected — roughly 1.65 mm for surface cracks in aluminum. Complex component geometries limit effectiveness.
All three NDT methods involve skilled operators and are typically offline or semi-offline processes, creating production bottlenecks.
Automated and Advanced Detection Methods
Machine Vision and Automated Optical Inspection (AOI)
Camera-based machine vision systems capture high-resolution images of surfaces in real time, comparing them against reference standards to flag anomalies automatically. AOI systems process 5,000+ components per hour with 98–99% accuracy, compared to manual inspection at 500–800 components per hour with 85–90% accuracy.
Practical trade-offs to consider:
- Operates 24/7 without fatigue-related accuracy loss
- Consistent, repeatable results across high-volume runs
- Sensitive to lighting conditions — ambient changes can affect reliability
- Struggles with highly textured or reflective surfaces, increasing false positive rates
The global machine vision market is projected to grow from $11.6 billion in 2025 to $17.3 billion by 2030, representing 8.3% annual growth driven by manufacturing automation.

AI-Powered Deep Learning Detection
Deep learning models — including convolutional neural networks and YOLO-based architectures — learn to classify complex defect patterns from labelled image datasets. These systems achieve 98–99.5% detection rates with false positive rates of 0.5–2% for surface scratches and dents, surpassing human inspectors for subtle or multi-category defects.
Training requires significant labelled data and computational infrastructure, but systems scale well across high-speed production environments once deployed.
Public benchmarking datasets include the NEU Surface Defect Database (1,800 images of hot-rolled steel strips) and MVTec AD (5,354 images across 15 categories).
Contactless Scanning Technologies
Advanced non-contact approaches eliminate physical interaction with materials:
Laser Triangulation measures 3D surface topology at high resolution, achieving probing form errors of 22–44 µm at data rates up to 1,200,000 points per second. The method excels at detecting dimensional variations and surface irregularities.
Phase-Measuring Deflectometry (PMD) suits specular and reflective surfaces, achieving sensitivity of a few nanometers for small-scale defects and 100–200 nm for flat or low-curvature surfaces.
Millimeter-Wave (mmWave) Technology operates at 30–300 GHz to penetrate non-conductive materials like glass fibre reinforced plastics, detecting resin wedges and dry fibres. This approach is particularly valuable for flexible, fragile, or high-speed continuous materials like nonwovens, plastic films, and textiles — where contact sensors risk damaging the product or disrupting production flow.
Choosing the Right Surface Defect Detection Technique for Your Process
Material Properties and Geometry
Material type drives technique selection. Conductive metals can leverage eddy current testing, ferromagnetic parts suit magnetic particle methods, and transparent or reflective surfaces benefit from deflectometric or laser-based scanning. Flexible and porous continuous-web materials — textiles, nonwovens, foam — require non-contact or soft-touch approaches to avoid distortion.
Surface texture complexity also matters. Highly textured backgrounds make optical methods harder to tune, requiring more sophisticated algorithms or alternative sensing modalities.
Defect Type, Size, and Location
Some methods detect only surface anomalies (visual, AOI, laser profiling) while others reach near-surface or internal defects (ultrasonic). Minimum detectable defect size is critical:
| Method | Minimum Detectable Size | Notes |
|---|---|---|
| Manual Visual | > 0.1 mm | Struggles with smaller defects |
| Eddy Current | > 1.27 mm | Surface cracks in aluminum |
| Magnetic Particle | > 1.91 mm | Surface cracks in aluminum |
| Ultrasonic | > 1.65 mm | Surface cracks in aluminum |
| Machine Vision | 0.1 mm | 60 mm FOV with 1200 pixels |
Match detection resolution to your tolerance requirements and typical defect dimensions.
Production Speed and Inline Integration Requirements
Distinguish between offline inspection tools — which offer high accuracy but create production bottlenecks — and inline systems that operate at line speed without interrupting throughput.
Manufacturers running continuous production (film extrusion, textile weaving, nonwoven lines at up to 800 m/min) need systems capable of 100% inspection at line speed. This requirement rules out many traditional methods and manual inspection approaches.
Closed-Loop Feedback Capability
Closed-loop detection systems feed measurement data back to production controls in real time, enabling automatic adjustments to parameters like die gap, tension, coating weight, and line speed. This turns inspection from a downstream quality gate into an active production control tool.
The performance impact is measurable. In steel plants, closed-loop systems reduce defect rates by 40–65%, cut customer quality claims by 50–80%, and recover 2–5% of production previously scrapped. Response times drop from 8–72 hours to 2–15 minutes, preventing defects from compounding across production runs.
How Surface Defect Detection Works: Step by Step
Step 1 — Define Quality Objectives and Defect Criteria
Effective detection starts by specifying which defect types are critical (reject-worthy) versus cosmetic (acceptable within tolerance). Define dimensional thresholds and align detection targets with downstream product requirements or customer specifications. Skipping this step causes inconsistent thresholds and high false-rejection rates.
Step 2 — Characterise the Material and Production Environment
With defect criteria defined, assess the material's surface properties — texture, reflectivity, flexibility, conductivity — alongside production environment factors: line speed, ambient lighting, temperature, and contamination risk. This determines which detection technologies are physically viable and which would yield unreliable signals. Poor environmental characterisation is one of the most common reasons detection implementations underperform.
Step 3 — Select and Configure the Detection System
Based on defect type, material properties, and production constraints, select the detection technology and deploy sensors or cameras at the optimal position — typically immediately after the process step most likely to generate defects (coating, calendering, extrusion). Calibrate sensitivity thresholds using representative good and defective reference samples.
Step 4 — Monitor, Classify, and Log Defect Data
Run the detection system continuously during production. Capture real-time defect signals, classify anomalies by type and location, and log events with timestamps and positional data. This data is essential for traceability and for identifying recurring defect patterns that point to root causes in the upstream process.
Step 5 — Act on Insights and Close the Loop
Translate detection outputs into corrective actions: immediate alerts when defect rates exceed thresholds, automated rejection of defective material sections, and — in advanced setups — real-time feedback to production parameters (speed, tension, gap, temperature) to suppress defect formation before it escalates. A system that only flags and rejects defects without feeding back into the process is catching problems, not preventing them.

How Hammer-IMS Can Help
Hammer-IMS specialises in non-nuclear, contactless measurement and quality control solutions that address the inline detection challenges most relevant to continuous web manufacturers — textile, nonwoven, plastic film, and composite materials producers who need 100% surface coverage at line speed without nuclear sensors or physical contact.
M-Ray millimeter-wave technology measures thickness, density, and material consistency across the full web width in real time — without contact. This gives manufacturers a reliable signal for detecting variations that manifest as surface or structural defects in flexible and porous materials, including sub-surface density anomalies that optical methods often miss.
Unlike optical systems that struggle with coloured or opaque surfaces, M-Ray technology penetrates effectively regardless of surface appearance. This makes it particularly suited to nonwovens, foam, and coated textiles where visual inspection alone is insufficient.
Capturing the measurement signal is only half the equation. Connectivity 3.0 software feeds that data directly into production controls via standard industrial protocols (Modbus TCP/IP, OPC UA, PROFINET), enabling real-time process adjustment the moment a deviation is detected. The result: defect detection becomes an active driver of quality rather than a post-process audit.
Key outcomes from closed-loop integration include:
- Reduced material waste through immediate corrective action
- Tighter thickness tolerances sustained across the full production run
- Fewer downstream rejects by catching deviations at the source
- No additional middleware — standard protocols connect directly to existing PLCs
For manufacturers in plastic sheet extrusion, nonwoven production, textile coating, and composite fabrication, Hammer-IMS offers radiation-free, contactless measurement that removes the licensing burden and ongoing consumable costs associated with nuclear-based or contact gauge systems.
Frequently Asked Questions
What are the most common types of surface defects found in manufacturing?
Typical defect categories include scratches, pits, cracks, voids, inclusions, and dimensional deviations. Defect type varies significantly by industry and material — for example, pilling in textiles, porosity in metals, and thickness variation in films.
What is the difference between contact and non-contact surface defect detection?
Contact methods physically touch the material surface (profilometers, tactile gauges) while non-contact methods use optical, electromagnetic, or wave-based technologies. Non-contact approaches are preferred for sensitive, flexible, or high-speed materials where physical contact would damage the product or disrupt the process.
How does automated surface defect detection compare to manual visual inspection?
Automated systems offer consistent 100% inspection at line speed without fatigue or subjective judgment. Manual inspection is limited by human factors and is typically practical only for sampling or low-speed operations. AI vision systems achieve 95–99% detection accuracy, compared to 70–80% for human inspectors under real production conditions, according to industry benchmarks.
Which surface defect detection technique works best for textile and nonwoven materials?
Textile and nonwoven materials require non-contact methods due to their flexibility and sensitivity to pressure. Camera-based AOI systems handle visual surface defects, while millimeter-wave contactless measurement can also detect density and thickness variation across the web without physical contact.
Can surface defect detection systems be integrated with live production line controls?
Modern detection systems output real-time data to PLCs, SCADA systems, or proprietary control platforms, enabling closed-loop adjustments to production parameters. Production teams can act on defect data immediately rather than reviewing it after the fact.
What factors should manufacturers consider when selecting a surface defect detection system?
Key selection criteria include material type and properties, defect categories and minimum detectable size, production line speed, inline versus offline deployment, integration with existing control systems, and total cost of ownership including calibration and maintenance.