Introduction
In industrial manufacturing of nonwovens, textiles, foam, and plastic films, moisture content isn't a fixed property — it fluctuates continuously during production. Ambient humidity shifts, raw material variations, and dryer performance inconsistencies all cause moisture levels to drift, often within minutes. Inline moisture measurement systems embed sensors directly into the production line to monitor moisture in real time, without interrupting material flow or slowing throughput.
Traditional lab-based moisture testing creates costly time lags. While samples travel to the lab and technicians run oven-dry tests or Karl Fischer titration, the production line keeps running. By the time an out-of-spec result arrives, hundreds of metres of defective material have already been produced.
That "dead time" drives material waste, rework costs, and inconsistent product quality — problems inline systems are specifically designed to eliminate.
TLDR:
- Inline moisture sensors measure continuously without stopping production, eliminating lab-test delays
- Moisture variation causes material defects (strength loss, dimensional instability, bonding failures) and compliance issues
- Millimetre wave and NIR technologies suit different materials based on penetration depth requirements
- Closed-loop PLC integration enables automatic dryer adjustments, cutting energy waste and scrap
Why Precise Moisture Control Is Critical in Industrial Production
Moisture content directly affects mechanical strength, dimensional stability, weight accuracy, and processability. When moisture drifts outside tolerance windows, products fail downstream or get rejected at quality gates.
The material-level consequences are concrete. In natural fiber composites, moisture absorption can degrade tensile strength by up to 40%, compromising components used in automotive or construction applications. In nonwovens, excess moisture causes bonding failures during lamination; in foam, it creates density variations that affect cushioning performance and dimensional accuracy.
The financial stakes are substantial. One packaging manufacturer reduced monthly wasted product by 10-15% after installing inline NIR sensors.
The sensors revealed that vendor-supplied paper rolls varied significantly from their Certificates of Analysis, causing warping issues that were previously untraceable. Without continuous monitoring, these variations went undetected until finished products failed quality checks.
Beyond operational losses, moisture control carries direct compliance obligations. Key standards mandate documented environmental control:
- IATF 16949 Clause 7.1.4 (automotive) — requires environments suitable for process operation, including humidity control to prevent failure modes like adhesive debonding
- ISO 13485 Clause 6.4 (medical devices) — requires documented work environment requirements when conditions like humidity could adversely affect product quality
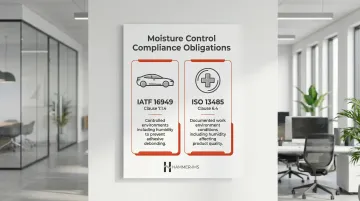
For these industries, continuous traceable measurement isn't a process preference — it's a compliance requirement.
How Inline Moisture Measurement Systems Work
Inline moisture measurement systems use sensors permanently installed at specific points along the production line — typically mounted above or around the moving web, sheet, or bulk material. These sensors continuously sample moisture content without physical contact or interrupting throughput, providing real-time data that reflects actual production conditions rather than isolated spot checks.
Core Measurement Technologies
Microwave and Millimeter Wave-Based Measurement:
These sensors emit microwave or millimeter wave energy that penetrates the material. Since water has a high dielectric constant compared to dry solids, it causes measurable attenuation (energy loss) and phase shift (wave slowing). The system converts this signal into a moisture reading.
Microwave resonance sensors offer penetration up to 1.5 cm into material beds, making them ideal for core moisture measurement in thick foams, boards, or bulk powders. Advanced systems can calculate moisture independent of bulk density variations — particularly useful for materials with fluctuating compaction.
Hammer-IMS's M-Ray technology exemplifies millimeter wave-based contactless measurement, operating at frequencies 10 to 100 times higher than conventional microwave sensors. This higher frequency enables superior precision for industrial web and sheet materials while maintaining deep penetration capability for thick products.
Near-Infrared (NIR) Measurement:
NIR sensors project light onto the product surface. Water molecules absorb specific wavelengths (1450 nm, 1940 nm), and the sensor measures reflected light to calculate moisture based on absorption ratios.
The key constraint is penetration depth: NIR typically reaches only 0.2–0.5 mm, with 90% of the signal coming from the top layer. This makes NIR well-suited for thin films or applications where surface moisture is the critical parameter — but unreliable for thick materials with moisture gradients (dried surface, wet core).
Capacitance and Conductance Sensors:
These measure the dielectric constant (capacitance) or electrical resistance (conductance) between electrodes. While cost-effective, they're heavily influenced by bulk density and require material contact. They work well for granular materials or lower-accuracy requirements but fall short for precision web applications.
Why Non-Contact Measurement Matters
Comparing these technologies highlights a common thread: the best-performing inline systems avoid physical contact entirely. In practice, this matters for three reasons:
- Material speeds can reach hundreds of metres per minute — contact sensors cause surface damage or wear at those rates
- Contact introduces contamination risk, particularly for sensitive or hygiene-critical materials
- Non-contact sensors measure continuously without disturbing the material or interrupting throughput
Calibration Requirements
Inline sensors require material-specific calibration curves to convert raw sensor signals into accurate moisture percentages. Calibration must account for:
- Material composition — fibre type, resin content, and additives all affect signal response
- Density variations — bulk density shifts can distort readings if not compensated
- Thickness changes — product grade changes alter the signal path length
When switching grades, recalibration ensures accuracy is maintained across the full production mix.
Inline vs. Offline Moisture Measurement: Why Continuous Wins
Offline or at-line moisture measurement includes lab oven drying, Karl Fischer titration, and benchtop NIR analyzers. These methods require sampling, transport to the lab, and analysis time — creating delays of minutes to hours before results reach operators. creating delays of minutes to hours before results reach operators. That lag is where production problems take root.
The "Dead Time" Problem
During the lag between sampling and receiving results, production continues. Oven drying (ASTM D2216) requires several hours at 110°C to achieve constant mass. Modern paper machines operate at speeds up to 1,800 meters per minute. A 30-minute lab delay means 54,000 meters of paper are produced before operators know if moisture is out of spec. By the time corrective action begins, massive quantities of potentially defective material have already been manufactured.
Direct Comparison
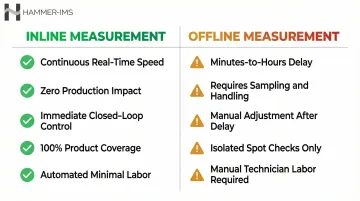
| Dimension | Inline Measurement | Offline Measurement |
|---|---|---|
| Measurement Speed | Continuous, real-time (milliseconds) | Minutes to hours per sample |
| Production Impact | Zero — non-contact, no interruption | Requires sampling, handling, transport |
| Process Adjustment | Immediate closed-loop control possible | Manual adjustment after significant delay |
| Data Continuity | 100% product coverage, continuous trends | Isolated spot checks, gaps between samples |
| Labor Requirement | Automated, minimal operator intervention | Manual sampling, lab technician time |
The data advantage goes beyond speed:
- Inline systems deliver continuous streams for trend analysis, statistical process control (SPC), and quality management integration
- Offline methods produce isolated spot checks that miss moisture variance between samples — including short-lived spikes that cause defects
Key Industrial Applications for Inline Moisture Measurement
Textiles and Nonwovens:
After drying, finishing, or bonding stages, moisture directly affects tensile strength, weight per unit area (gsm accuracy), and downstream convertibility. Manufacturers like Owens Corning and Heimbach — producing technical textiles and industrial fabrics — rely on inline measurement to meet tight customer specifications and hold consistent mechanical properties across every production run.
Foam, Plastic Films, and Construction Materials:
Each material in this group has a distinct moisture sensitivity:
- Foam: Excess moisture disrupts cell structure and shifts density out of spec
- Extruded plastic sheets: Moisture variation causes dimensional instability and surface defects
- Gypsum board: Over-drying triggers calcination (brittleness); under-drying risks mold and bonding failure
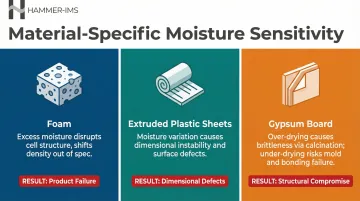
Inline measurement allows drying and curing parameters to adjust in real time, keeping density and dimensional specs within tolerance.
Paper, Board, and Packaging:
Moisture variations cause paper to warp or curl during lamination and converting. Inline NIR control can reduce scrap by 10–15% by ensuring paper webs consistently match the moisture requirements of downstream processes.
Mineral Wool and Construction Composites:
In mineral wool production — a core application for Hammer-IMS — moisture content after the curing oven directly affects fiber bonding strength and thermal performance. Inline measurement at this stage prevents under-cured panels from reaching the packaging line, reducing both waste and customer returns.
Integrating Inline Moisture Systems into Production Line Control
Closed-Loop Process Control
Inline moisture readings feed as live signals into process control systems (PLC or SCADA), which automatically adjust dryer temperature, line speed, or airflow to maintain target moisture levels. This eliminates manual operator intervention and reaction delays, creating a self-regulating system that responds instantly to moisture drift.
For example, if moisture readings trend upward, the control system can automatically increase dryer temperature or reduce line speed until moisture returns to target. The result: tighter tolerances than periodic manual checks can deliver.
Data Logging and Connectivity
Modern inline moisture systems output data to centralized monitoring platforms, enabling real-time dashboards, alarm thresholds, and historical trend analysis. Hammer-IMS's Connectivity 3.0 software provides remote connectivity and data integration that supports this kind of production intelligence.
Operators gain the ability to:
- Monitor moisture trends across shifts
- Correlate moisture variations with specific raw material batches
- Identify process drift before it triggers quality issues
Reducing Material Waste and Energy
When moisture is continuously controlled within tight tolerances, manufacturers reduce over-drying (energy waste) and under-drying (product scrap). Tighter control also enables manufacturers to reduce production thickness and weight margins, cutting material costs and reducing manufacturing overhead. One customer saved over 1,000 metric tons of raw material annually through precision measurement and closed-loop control on a single production line.
Integration Considerations
Successful integration depends on getting three things right:
- Communication protocols: Systems typically support 4-20 mA analog, OPC-UA, and digital fieldbus options including ProfiNet, Profibus, EtherNet/IP, and Modbus TCP for compatibility with existing control architectures
- Sensor mounting: Configuration varies by web width, product geometry, and line speed — plan this before installation
- Vendor support: Choose a measurement system provider who covers commissioning, calibration, and ongoing technical support
Selecting the Right Inline Moisture Measurement System
Measurement Technology Fit
The right technology depends on material type, thickness, density, moisture range, and whether surface or bulk moisture is the priority:
| Feature | Near-Infrared (NIR) | Microwave / Millimeter Wave |
|---|---|---|
| Measurement Depth | Surface (0.2–0.5 mm) | Bulk / Core (up to 1.5 cm) |
| Best For | Thin webs, surface coatings, paper, films | Thick foams, bulk powders, gypsum board, nonwovens |
| Contact | Non-contact (optical) | Non-contact or surface-contact |
| Key Limitation | Surface-only reading; color sensitivity | Density variations (requires compensation) |
Key Performance Specifications
Before committing to a system, evaluate these core performance criteria:
- Moisture range and accuracy — confirm the sensor covers your full operating range; modern NIR sensors achieve ±0.1% accuracy for compatible applications
- Scanning speed — ensure measurement rate matches your line speed without gaps in coverage
- Repeatability — verify the system delivers consistent readings under variable process conditions
- Temperature and composition sensitivity — check whether the sensor requires compensation for your specific material
Request calibration validation data from vendors to confirm performance claims hold under your actual process conditions.
Installation and Maintenance Factors
Practical installation requirements can determine whether a system actually works in your facility:
- Mounting footprint — confirm the sensor fits within your existing line layout
- Ingress protection — look for IP67 or IP69 ratings for dusty or humid environments
- Recalibration ease — assess how quickly grades can be switched without extended downtime
- Integration support — verify the supplier can connect the system to your existing control infrastructure
Durable, well-sealed sensors are essential in environments with temperature extremes, dust, or humidity.
Frequently Asked Questions
What is the difference between inline and online moisture measurement?
"Inline" means the sensor sits directly in the production stream, measuring the material in motion without removing any sample. "Online" systems divert a sample to a separate automated analyzer. Inline is faster and more representative — it measures 100% of production flow continuously.
What materials can inline moisture measurement systems handle?
Inline systems handle a wide range of industrial materials including textiles, nonwovens, foam, plastic films, paper, wood-based panels, and construction materials. The appropriate sensor technology (NIR, microwave, millimeter wave) is selected based on material density, thickness, and whether surface or bulk moisture is critical.
How accurate are inline moisture measurement systems compared to lab methods?
Modern inline systems — especially microwave and millimeter wave-based — offer accuracy comparable to lab methods, with the added advantage of measuring continuously across the full production stream. This continuous coverage catches transient moisture variations that spot sampling misses entirely.
Can inline moisture measurement work on fast-moving production lines?
Yes. Non-contact inline sensors are designed for high-speed applications and can take measurements at line speeds of tens to hundreds of meters per minute. Some RF sensors offer selectable sampling rates as fast as 10 milliseconds, enabling effective monitoring even on paper machines running at 1,800 m/min.
Do inline moisture systems require radioactive or nuclear components?
No. Modern inline moisture measurement systems — including millimeter wave and NIR-based technologies — are entirely non-nuclear and non-radioactive. This eliminates the licensing requirements, safety protocols, and disposal obligations that come with radioactive sources.
How do inline moisture measurement systems support sustainability goals?
Tighter moisture control means less over-drying energy, less material scrap, and leaner production with reduced safety margins. These gains contribute directly to sustainability targets while cutting operating costs.