
Quality assurance has become critical than ever for manufacturers. A recent survey found that 95% of U.S. manufacturing executives now consider “quality” mission-critical to their company’s success.
As global supply chains face disruptions, material costs rise, and labor shortages persist, even minor defects, recalls, or rework can translate into losses reaching millions of dollars per production line.
In this environment, traditional inspection methods often struggle to keep pace with high-volume, high-precision manufacturing. Optical inspection, using technologies such as machine vision, laser scanning, and automated imaging, offers a strategic, non-contact solution that aligns with modern Industry 4.0 trends.
This article explores what optical inspection entails, highlights the most widely used techniques, examines advantages and limitations, and outlines how manufacturers can integrate these systems into quality control workflows.
Key Takeaways
Optical inspection is a non-contact, high-precision method using cameras, lasers, and imaging systems to detect defects, verify dimensions, and ensure consistent product quality.
Manufacturers rely on machine vision, laser scanning, interferometry, structured light, hyperspectral imaging, and AI-enhanced systems, each suited for different materials, tolerances, and inspection goals.
High accuracy, repeatability, real-time inline inspection, extensive data collection, and long-term cost efficiency make optical inspection a strategic quality-control investment.
Success requires careful attention to lighting, environment, integration complexity, data management, and operator training to ensure systems perform reliably in real production conditions.
Hammer-IMS provides powerful, non-contact inline inspection solutions that improve consistency, reduce waste, and eliminate nuclear-based measurement risks, ideal for manufacturers modernizing quality-control workflows.
What is Optical Inspection?
Optical inspection is a non-contact quality control method that uses light, typically through cameras, sensors, lasers, or imaging systems, to detect, measure, and analyze features on a manufactured part.
Unlike traditional metrology tools, such as calipers or CMM probes, optical systems capture visual or dimensional information at high resolution and convert it into quantitative data.
Optical inspection can be deployed inline, near-line, or offline, depending on production speed, part complexity, and workflow requirements. Inline systems inspect parts directly on the production line in real time, near-line setups evaluate batches immediately after production, and offline systems are used for laboratory or batch analysis.
At its core, optical inspection evaluates:
Surface defects (scratches, dents, pits, inclusions, contamination)
Dimensional accuracy (length, width, height, gaps, edges)
Surface finish and texture
Coatings, markings, and labels
Assembly completeness or alignment
These systems rely on controlled lighting, lenses, sensors, and advanced software algorithms, such as edge detection, pattern recognition, and AI-driven classification, to ensure even microscopic abnormalities are detected consistently, often at production speeds far exceeding manual methods.
Optical inspection can include 2D imaging, which captures surface features and markings, and 3D inspection, which measures complex geometries, profiles, and volumetric tolerances. Together, these capabilities allow manufacturers to monitor quality with high precision, minimize human error, and generate actionable data for continuous process improvement.
Common Applications in Manufacturing
Optical inspection plays a critical role across manufacturing environments where precision and compliant production are non-negotiable. Its ability to deliver fast, highly repeatable measurements makes it indispensable for both discrete and continuous manufacturing, as well as high-mix, low-volume production.
Key applications include:
Surface Defect Detection: Identifies imperfections such as scratches, cracks, pits, dents, burrs, residue, or contamination. Continuous manufacturing processes, such as extrusion lines, films, or nonwoven webs, benefit from real-time surface monitoring.
Dimensional Verification: High-resolution imaging and laser-based techniques measure critical dimensions, tolerances, edge profiles, hole diameters, and geometric features to ensure parts meet strict specifications.
Coating and Surface Treatment Inspection: Verifies coating thickness, uniformity, and adhesion on metals, polymers, and optical components, ensuring both performance and compliance.
Electronics and Semiconductor Inspection: Optical inspection is essential in microelectronics, where tolerances can be measured in microns, and even minor defects can compromise device functionality.
Assembly Verification: Confirms that components are present, correctly aligned, and properly assembled, reducing misassembly errors in automotive, aerospace, and consumer electronics production.
High-Mix, Low-Volume Production: Flexible optical systems can be quickly adapted for small batches or customized components, supporting manufacturers that require both accuracy and agility.
By providing real-time, precise, and non-contact measurements, optical inspection enables manufacturers to detect defects early, maintain process consistency, and ensure high-quality output across a wide range of production environments.
Key Optical Inspection Techniques
Modern manufacturing relies on a diverse range of optical inspection technologies to detect defects, verify dimensions, and ensure consistent product quality. Each technique offers unique strengths depending on material type, tolerance requirements, and production speed.
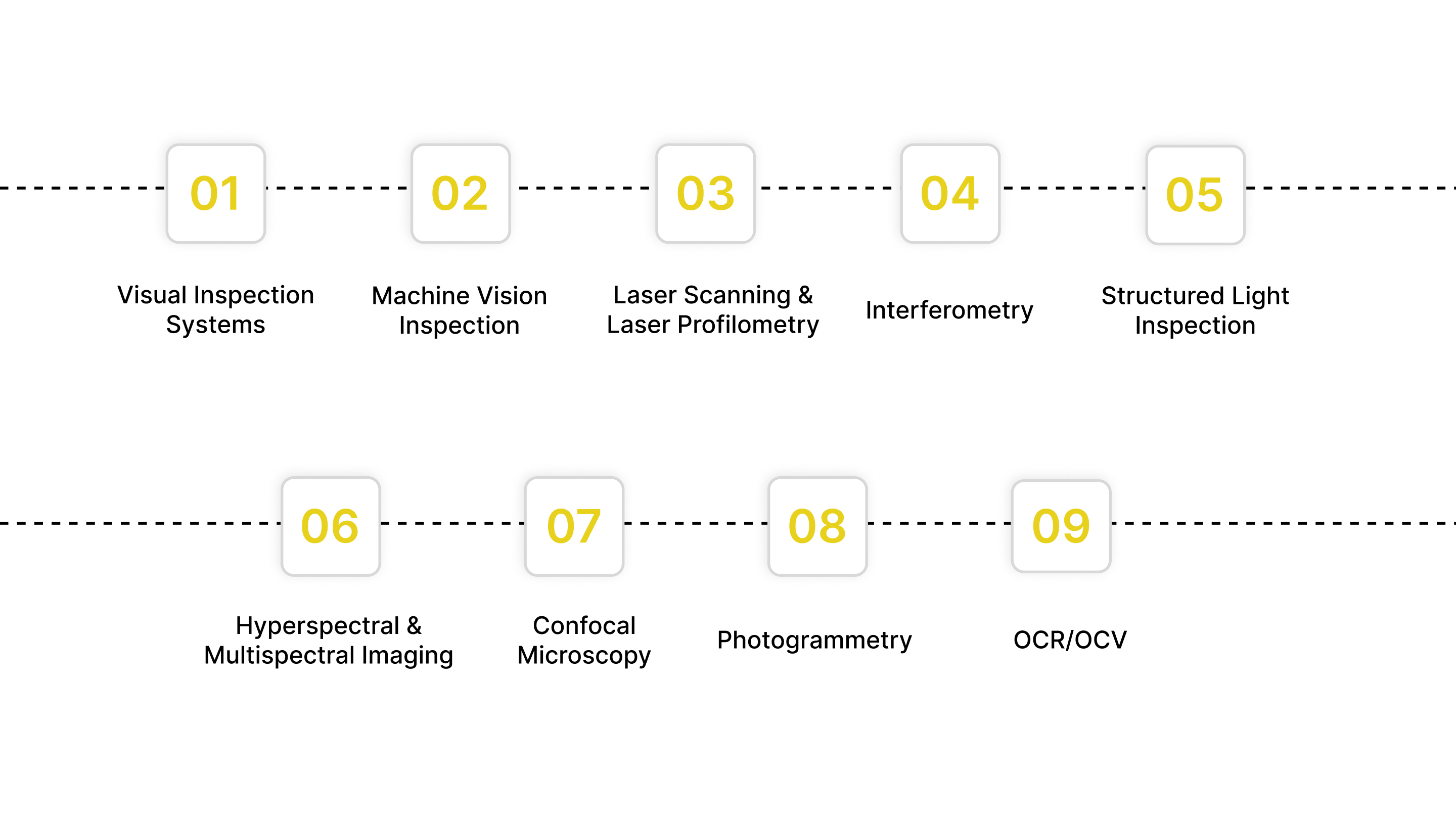
Emerging AI-enhanced systems further improve defect recognition, classification, and trend analysis.
1. Visual Inspection Systems
Manual Visual Inspection: Operators use magnifiers, microscopes, or controlled lighting to detect visible defects. While flexible, this method is subjective, prone to operator fatigue, and can produce inconsistent results.
Automated Visual Inspection (AVI): High-resolution cameras, controlled lighting, and software algorithms automate repetitive tasks to improve repeatability and scalability. AVI is widely used in:
Packaging lines
PCB assemblies
Automotive interiors
AI integration can enhance AVI by detecting subtle defect patterns that humans or traditional algorithms might miss.
2. Machine Vision Inspection
Machine vision systems combine cameras, specialized optics, and software to evaluate features at high speed automatically. Key capabilities include:
Presence/absence checks
Surface defect detection
Pattern recognition
Dimensional measurements
These systems are often integrated with conveyors, robots, and PLCs for real-time inline inspection. AI-powered machine vision can classify defects, predict failure trends, and optimize inspection thresholds.
3. Laser Scanning & Laser Profilometry
Laser-based inspection measures surfaces in 2D and 3D with high precision:
Laser triangulation sensors: Measure height, flatness, and profiles
Laser line scanners: Map complex geometries
3D profilometers: Analyze micro-surface topography
Applications include automotive machining, aerospace components, injection molding, and precision metal fabrication. AI can enhance 3D laser data analysis to detect patterns and defects faster.
4. Interferometry
Interferometry uses light wave interference to measure microscopic variations on surfaces. Ideal for:
Sub-micron surface defects
Flatness variations
Optical lens defects
Thin-film irregularities
Essential for semiconductors, optical components, and medical devices where ultra-high precision is required. AI-assisted image analysis can reduce false positives in interferometric measurements.
5. Structured Light Inspection
Structured light projectors cast patterns (stripes or grids) onto objects, and cameras capture distortions to calculate 3D shape. Benefits:
Fast 3D measurement
Accurate inspection of complex geometries
Non-contact dimensional verification
Common in automotive body measurement, plastic molding, casting, and reverse engineering. AI algorithms can help interpret data from complex geometries for defect detection.
6. Hyperspectral & Multispectral Imaging
These systems capture light beyond the visible spectrum to detect:
Chemical contamination
Residues (oils, films, flux)
Coating uniformity
Material differences
Industries include pharmaceuticals, food & beverage, aerospace, and electronics. AI models can analyze multispectral data to identify defects invisible to standard cameras.
7. Confocal Microscopy
Confocal systems produce high-resolution 3D images of microstructures and surface textures. Best suited for:
Microelectronics
Medical devices
Precision-machined parts
Additive manufacturing evaluation
3D surface reconstructions combined with AI can accelerate the detection of micro-defects.
8. Photogrammetry
Photogrammetry uses multiple camera angles to create accurate 3D reconstructions of large components. Advantages:
Non-contact measurement of oversized parts
Fast setup and high mobility
Ideal for aerospace structures, automotive bodies, and large castings
AI-enhanced photogrammetry improves feature recognition and dimensional accuracy on complex assemblies.
9. OCR/OCV (Optical Character Recognition/Verification)
Optical inspection can also validate printed or engraved data, ensuring:
Lot codes
Serial numbers
Barcodes
UDI/medical labels
Critical for compliance in pharmaceuticals, medical devices, and consumer packaging. AI improves recognition reliability in variable fonts or damaged labels.
Comparison of Optical Inspection Techniques
The table below gives a brief of the optical inspection techniques for easy selection:
Technique | Accuracy | Material Compatibility | 2D/3D Capability | Typical Applications |
|---|---|---|---|---|
Manual Visual Inspection | Moderate | All visible surfaces | 2D | Small parts, prototypes, low-volume QA |
Automated Visual Inspection (AVI) | High | Electronics, packaging, automotive interiors | 2D | PCB assemblies, packaging lines, automotive interiors |
Machine Vision | High | Metals, plastics, electronics | 2D / Limited 3D | Inline dimensional checks, surface defect detection, pattern recognition |
Laser Scanning & Profilometry | Very High | Metals, plastics, composites | 3D | Automotive machining, aerospace components, and injection molding |
Interferometry | Ultra-High | Optical components, semiconductors, medical devices | 3D | Surface flatness, lens defects, thin films |
Structured Light | High | Plastics, metals, composites | 3D | Automotive body measurement, mold inspection, reverse engineering |
Hyperspectral / Multispectral Imaging | High | Coatings, pharmaceuticals, food, electronics | 2D | Contamination detection, coating uniformity, and material verification |
Confocal Microscopy | Ultra-High | Microelectronics, medical devices, and additive parts | 3D | Micro-surface analysis, precision-machined components |
Photogrammetry | Moderate-High | Large parts, aerospace, automotive | 3D | Large assemblies, castings, aerospace structures |
OCR/OCV (Optical Character Verification) | High | Labels, printed surfaces | 2D | Lot codes, barcodes, medical labels, compliance checks |
Advantages of Optical Inspection
Optical inspection provides manufacturers with a powerful combination of speed, precision, and repeatability that traditional manual or contact-based methods cannot match.
As production demands increase, tight tolerances become critical, and traceability requirements grow, optical inspection offers clear performance and economic advantages:
High Accuracy and Repeatability: Controlled lighting, calibrated sensors, and advanced algorithms (including AI) deliver consistent, precise measurements, eliminating human error and ensuring reliable inspection for tight-tolerance manufacturing.
Non-Contact and Non-Destructive: Inspect parts without physical contact, preserving delicate or polished surfaces, preventing damage, and allowing inspection of sensitive or soft materials.
High-Speed Inline Inspection: Real-time, production-line-speed inspection reduces bottlenecks, increases throughput, and identifies defects before costly downstream issues occur.
Comprehensive Data Collection: Capture large volumes of dimensional and visual data instantly. Supports Statistical Process Control (SPC), digital traceability, regulatory compliance, and Predictive Quality (PQ) analytics for proactive process improvement.
High Uptime and Reliability: Unlike mechanical probes, optical systems experience minimal wear, require less maintenance, and provide consistent performance in high-throughput environments.
Cost Efficiency Over Time: Reduce scrap, rework, labor, and recall risks, delivering a faster ROI from inspection automation investments. AI-driven analytics can further optimize production by predicting trends and minimizing downtime.
By combining precision, speed, and intelligent data analysis, optical inspection not only ensures defect-free production but also enables manufacturers to anticipate quality issues, maintain consistent operations, and support continuous improvement initiatives.
Challenges and Considerations
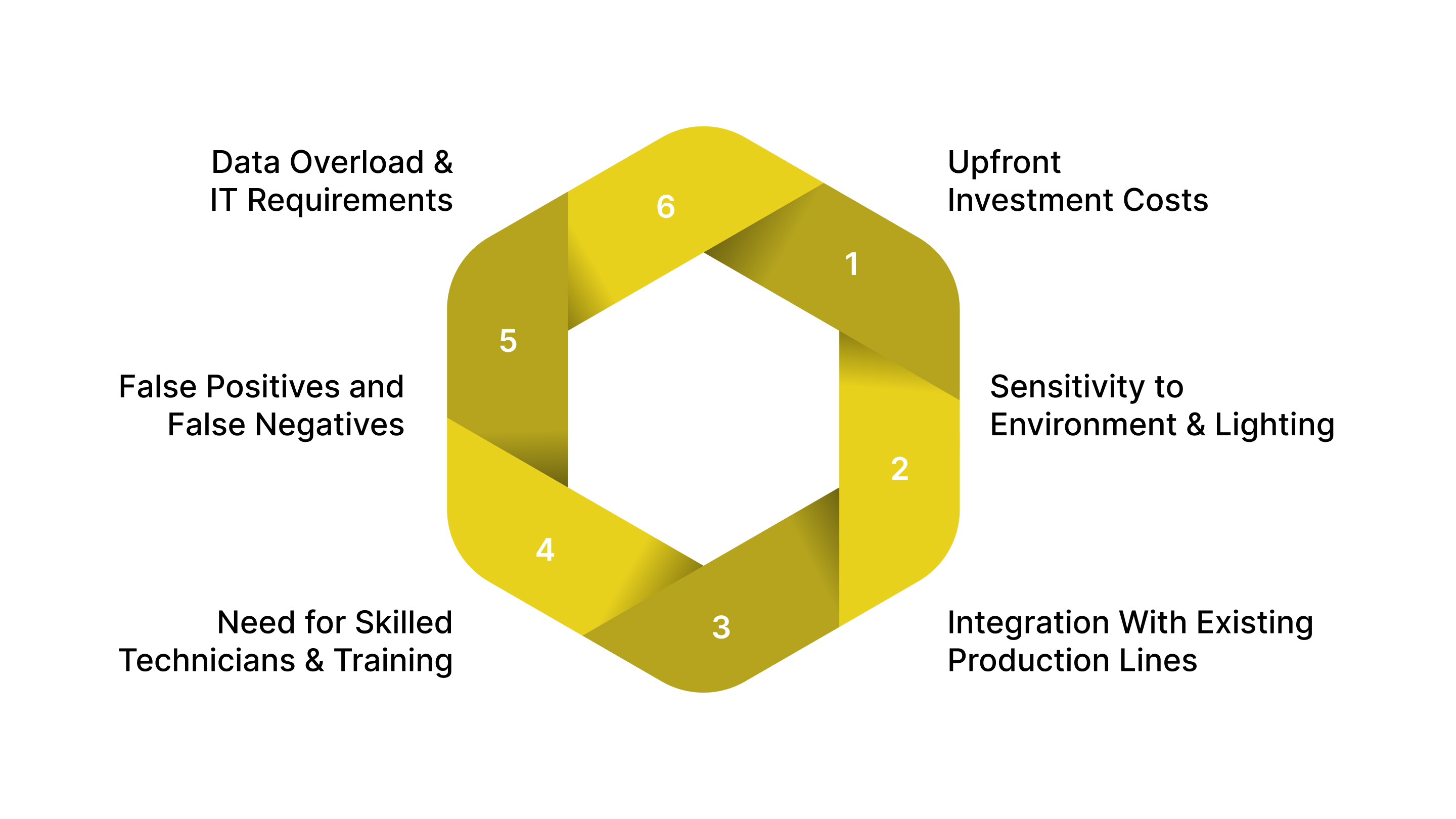
While optical inspection delivers significant quality and efficiency gains, manufacturers must carefully evaluate practical and technical challenges to ensure reliable, long-term performance. Key considerations include:
Upfront Investment Costs: High-resolution cameras, 3D scanners, and interferometers often require substantial capital. ROI depends on production volume, defect rates, integration complexity, and expected throughput. Cost-effective pilot or modular systems can help mitigate upfront risk.
Sensitivity to Environment and Lighting: Optical systems rely on controlled lighting for accurate measurements. Variations in ambient light, dust, vibration, or temperature can reduce accuracy or generate false positives. Reflective, glossy, or translucent surfaces may require specialized optics or coatings.
Integration With Existing Production Lines: Adding cameras, sensors, robots, or new data workflows may necessitate modifications to conveyors, PLCs, or MES/ERP systems. Integration is often the most time-intensive stage. Real-time feedback loops must be carefully configured to avoid process disruptions.
Need for Skilled Technicians and Training: Operators must understand calibration, lighting setup, image interpretation, and system tuning. Lack of proper training can increase false rejects, misclassifications, or measurement drift.
False Positives and False Negatives: Misidentification of defects can lead to unnecessary rework or missed quality issues. Balancing sensitivity with specificity and leveraging AI-assisted inspection algorithms is crucial for reliable detection.
Data Overload and IT Requirements: High-speed cameras and 3D systems generate massive data volumes. Manufacturers need sufficient storage, processing power, and standardized workflows to convert raw data into actionable insights. Cybersecurity and IT integration are additional considerations in connected, Industry 4.0 environments.
By proactively addressing these challenges, manufacturers can maximize the benefits of optical inspection while minimizing operational disruptions, false rejects, and data bottlenecks.
Best Practices for Implementation
Successful deployment of optical inspection requires more than selecting advanced hardware. It involves aligning technology, processes, data workflows, and people to ensure consistent, sustainable quality improvements.
The following best practices help manufacturers avoid common pitfalls and maximize ROI:
Define Clear Inspection Requirements: Identify the exact defects, dimensions, tolerances, and surfaces to evaluate. Overly broad requirements can lead to overspending or misaligned systems. Define measurable performance criteria, including:
Accuracy, resolution, and field of view
Cycle time and inspection speed
Defect thresholds
Key Performance Indicators (KPIs) such as false accept/reject rates (FAR/FRR), First-Pass Yield (FPY), and Cp/Cpk integration
Conduct Feasibility Studies and Sample Testing: Before purchasing a system, perform trials with real production parts under actual lighting and environmental conditions. Feasibility tests reveal limitations like reflective materials, complex geometries, shadows, or deep cavities.
Prioritize Lighting and Contrast Optimization: Lighting quality determines inspection reliability. Use structured, polarized, diffuse, or backlighting depending on defect type. Industrial-grade, stable lighting reduces false positives and ensures consistent results.
Pilot Deployment and Phased Rollout: Start with a small pilot or single production line to validate system performance. Gradually expand deployment to additional lines or products, allowing teams to refine calibration, workflows, and operator training before full-scale implementation.
Integrate Seamlessly With Production Workflows: Ensure compatibility with PLCs, robotics, conveyors, and MES/ERP systems. Real-time feedback loops allow automated rejection, sorting, and process adjustments, reducing scrap and improving first-pass yield.
Train Operators and Maintenance Teams: Skilled personnel are critical. Include calibration procedures, lighting adjustments, software operation, and system troubleshooting in training programs. Involve maintenance teams early to maintain high uptime and reliable performance.
By following these best practices, manufacturers can ensure that optical inspection systems deliver accurate, actionable insights, enhance product quality, and support continuous improvement initiatives.
Industry 4.0 & AI Integration
Optical inspection is increasingly a cornerstone of Industry 4.0 initiatives, where smart factories, Internet of Things (IoT) connectivity, and data-driven decision-making redefine manufacturing quality.
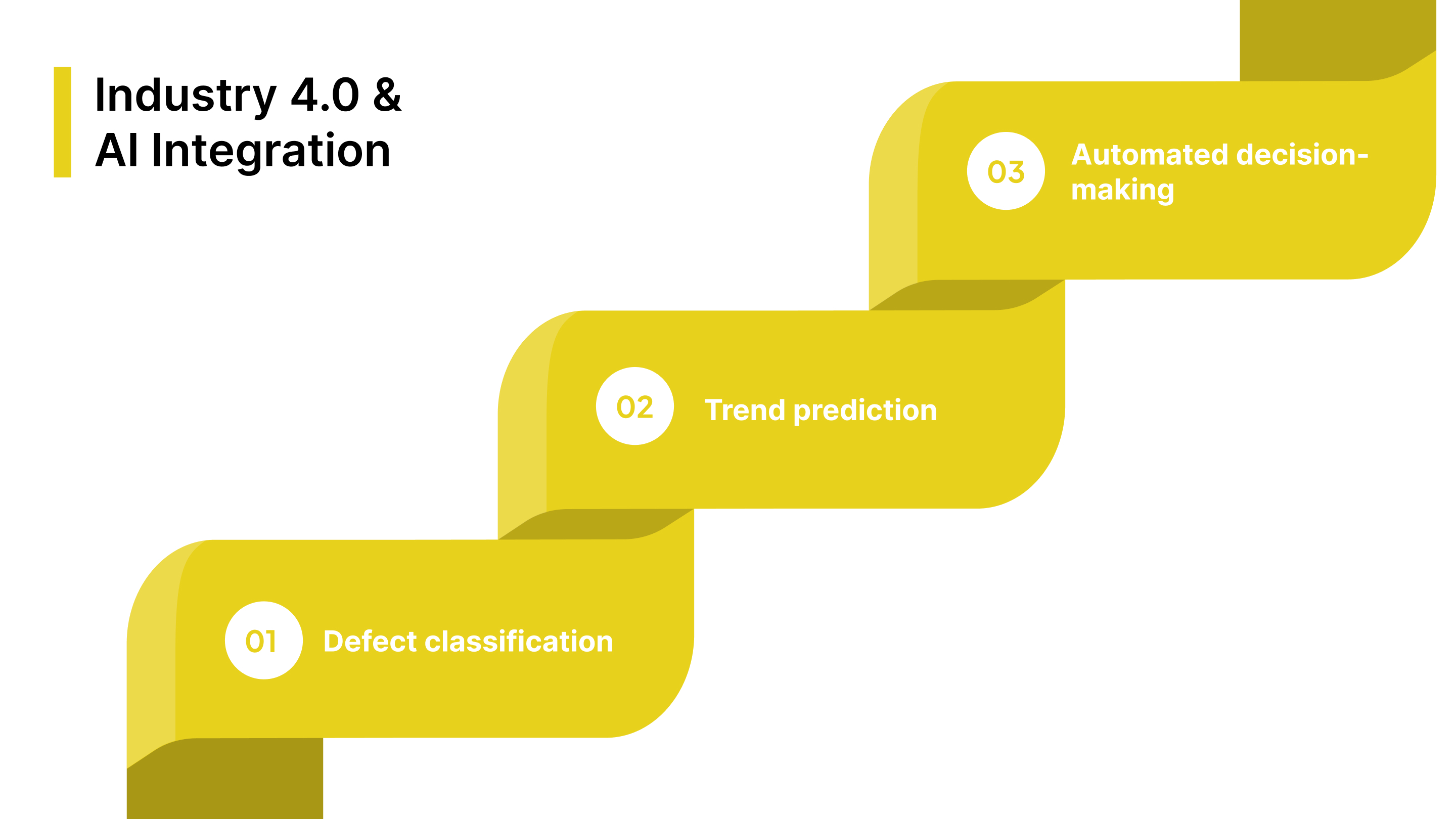
By integrating optical inspection systems into connected production lines, manufacturers can collect real-time data, monitor process health, and feed insights directly into PQ models.
AI and machine learning applications enhance optical inspection capabilities:
Defect classification: AI algorithms can automatically identify and categorize defects with higher accuracy than traditional rule-based systems.
Trend prediction: Machine learning models analyze inspection data over time to anticipate process deviations before defects occur.
Automated decision-making: Systems can trigger immediate corrective actions, such as adjusting machine parameters or sorting parts, minimizing scrap and downtime.
By combining optical inspection with AI and smart factory connectivity, manufacturers not only improve first-pass yield and reduce rework but also gain actionable insights for continuous process optimization. This integration positions optical inspection as a strategic tool for future-ready manufacturing.
Hammer-IMS: A Turnkey Solution for Inline Inspection
Manufacturers looking to implement robust, non-contact optical inspection should consider Hammer-IMS, a leading provider of advanced measurement and inspection systems.
Hammer-IMS combines innovative sensor technology with smart software to deliver real-time, inline quality control, helping plants reduce waste, improve consistency, and streamline production.
Safety & Sustainability: Their non-nuclear measurement solutions eliminate regulatory, safety, and licensing burdens.
Broad Material Compatibility: Works with plastics, films, nonwovens, composites, coatings, and even opaque or reflective materials where optical inspection struggles.
Scalable & Flexible: From laboratory setups to full inline production, systems can be tailored to match production volume, part geometry, and inspection requirements.
Ready to modernize quality control? Reach out to Hammer-IMS to request a demo today.
Conclusion
As industries continue to automate and scale, optical inspection provides the accuracy, speed, and consistency needed to maintain a competitive advantage. With advanced technologies, manufacturers can detect defects earlier, reduce scrap, improve first-pass yield, and achieve real-time visibility into production health.
However, success depends on thoughtful implementation. Ultimately, optical inspection is more than a quality-control tool. It is a strategic investment that strengthens operational efficiency, supports continuous improvement, and drives long-term profitability.
Manufacturers that embrace these technologies and pair them with disciplined best practices are best positioned to deliver defect-free products, safeguard brand reputation, and thrive in a highly competitive global market.
Take the Next Step Toward Precision Quality Control.
Ready to elevate your manufacturing accuracy with reliable, high-performance optical inspection? Explore advanced solutions, request a demo, or speak with an expert today. Start improving your quality outcomes now!
FAQs
1. Can optical inspection replace all forms of manual inspection?
Not entirely. While optical systems automate most repetitive checks, certain subjective evaluations, such as tactile feel, color nuance, or functional testing, may still require human assessment.
2. How long does it typically take to implement an optical inspection system?
Implementation can range from a few weeks to several months, depending on system complexity, customization needs, integration with existing equipment, and required validation.
3. Do optical inspection systems work with both small and large components?
Yes. Systems can be configured for microscopic semiconductor parts or large automotive and aerospace assemblies using different lenses, sensors, and mounting architectures.
4. Are optical inspection systems suitable for low-volume manufacturers?
They can be. Compact vision systems and standalone inspection stations offer cost-effective solutions for low-volume or specialty production where flexibility is key.
5. What industries benefit most from optical inspection?
Industries with strict tolerances and regulatory requirements, such as aerospace, pharmaceuticals, medical devices, electronics, and automotive, gain the greatest value from optical inspection.
6. How often do optical inspection systems require recalibration?
Recalibration schedules vary by technology, but many industrial systems require quarterly or semi-annual calibration to maintain accuracy, especially in high-throughput environments.
7. Can optical inspection detect internal defects?
Generally no. Optical systems evaluate surface-level features. Detecting internal defects requires complementary technologies such as X-ray, ultrasonic, or CT inspection systems.
