This post covers why moisture matters in insulation manufacturing, how it enters different insulation types, how to measure it accurately, and what manufacturers need to know about modern measurement methods in production contexts.
Key Takeaways
- Moisture reduces thermal resistance (R-value) in direct proportion to absorption—even 1-2% matters
- Each insulation type absorbs moisture differently: capillary action in EPS, vapor diffusion in XPS, thermal drive in polyurethane
- Resistance pins and gravimetric tests are slow, material-specific, and impractical for continuous production monitoring
- Non-contact microwave and millimeter wave systems enable real-time inline moisture detection
- Early detection prevents quality failures, reduces waste, and supports consistent field performance
Why Moisture in Insulation Materials Is a Serious Problem
Water conducts heat approximately 23-25 times more efficiently than stagnant air at 20°C. Water's thermal conductivity is 0.6 W/m·K compared to air's 0.024-0.026 W/m·K. When moisture replaces air in insulation cells or fiber networks, thermal performance degrades rapidly and proportionally.
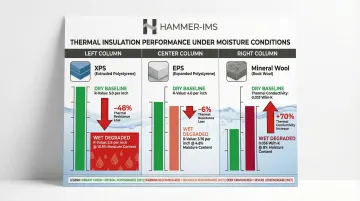
R-Value Degradation by Material Type
Polystyrene foams:
- XPS lost 48% of thermal resistance at 18.9% moisture content by volume after 15 years below-grade
- EPS lost 6% of thermal resistance at 4.8% moisture content in the same field study
- After 30 years in service, XPS R-value dropped asymptotically to approximately 4.1, while EPS dropped to approximately 2.2
Mineral wool:
- Thermal conductivity increases from 0.035 W/m·K (dry) to over 0.060 W/m·K at 8% moisture by weight
- This represents an approximate 70% increase in thermal conductivity
These figures demonstrate why manufacturers must control moisture at the production stage. Once insulation leaves the facility with elevated moisture content, downstream consequences include:
- R-value non-conformance on delivery
- Mold risk during storage and transport
- Customer complaints and product returns
Warranties typically cap liability at the original purchase price and exclude indirect costs, labor, and mold damage — leaving manufacturers exposed to reputation damage even when legal liability is limited.
Structural Integrity and Weight Gain
Moisture absorption causes dimensional changes, softening, and compressive strength loss in foam insulations. Field-extracted XPS samples can weigh more than twice their original weight after 25-30 years in service due to cumulative moisture absorption. A 3-inch thick XPS sheet weighing 3.0 kg when new can exceed 6 kg after decades of field exposure.
After 200 freeze-thaw cycles, XPS compressive strength decreased by 32%—a critical concern for below-grade and roofing applications where structural loads depend on maintaining foam integrity.
Freeze-Thaw Amplification Creates Irreversible Damage
When moisture-laden insulation undergoes freeze-thaw cycling, water expands approximately 9% upon freezing and physically damages the cellular structure. In EPS, freezing water breaks bonds between fused beads and opens the structure to increasing water intrusion during subsequent cycles. This creates larger pathways for moisture ingress in each successive freeze-thaw event — a self-reinforcing degradation mechanism especially problematic for polystyrene-based boards.
Moisture Rarely Dries Out in Service
Compounding the freeze-thaw damage, insulation in wet environments rarely dries out effectively. Moisture content typically increases over years in service rather than decreasing, particularly when materials remain in contact with soil or moisture sources without adequate drying conditions.
Even when drying is possible, the process is extremely slow. XPS drying times range from 3 to 6 months or longer under laboratory conditions — far longer than typical installation-to-occupancy timelines.
This cumulative and irreversible nature of moisture uptake makes preventing moisture during manufacturing and installation critical, rather than relying on field recovery.
How Moisture Gets Into Insulation: The Core Mechanisms
Capillary Action — Specific to Expanded Polystyrene (EPS)
EPS consists of fused beads with a continuous network of interstitial channels between them. These channels act as capillaries where liquid water can travel from one surface to the other within minutes. XPS, manufactured through continuous extrusion, has a homogeneous closed-cell cross-section with no interconnected voids and is therefore not susceptible to capillary transport of liquid water.
Vapor Diffusion — Present in All Foam Types
Water molecules slowly diffuse through the walls of closed foam cells. This process is very slow under ambient conditions—potentially taking years to raise moisture content by even 1% by volume—but it is continuous and cumulative under sustained humidity exposure. Drying by diffusion is equally slow, meaning moisture that enters this way tends to stay trapped in the material structure indefinitely.
Thermal Moisture Drive (TMD) — Particularly Problematic for Polyurethane
When a thermal gradient and moisture gradient act simultaneously across an insulation layer, they create a driving force that pushes moisture into the material far more aggressively than isothermal immersion. Research from 1989 confirmed that under isothermal conditions, no moisture accumulates in polyurethane (PUR) or polyisocyanurate (PIR) foams.
However, when a thermal gradient acts in the same direction as the vapor pressure gradient, large quantities of water become trapped in the warmer regions of the material.
Short-term immersion tests therefore underpredict long-term field performance under thermal gradients—product specifications based on immersion data alone will not reflect real-world service behavior.
Freeze-Thaw Cycling as an Amplifier
Repeated freeze-thaw events physically alter the microstructure of polystyrene and polyurethane foams, creating new pathways for moisture entry. Research shows that polyurethane foam samples increased 1.17% to 5.21% in mass after 168 freeze-thaw cycles. Polystyrenes are even more vulnerable due to their bead-fusion structure.
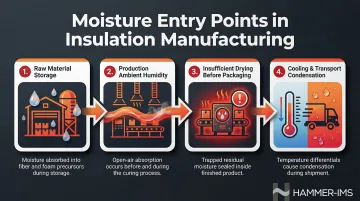
Production and Handling as Moisture Entry Points
Distinguish field exposure from manufacturing-stage moisture:
- Raw fiber or foam precursors may carry moisture from storage conditions
- Ambient humidity during production can be absorbed before curing or bonding is complete
- Insufficient drying before packaging traps moisture in the final product
- Temperature differentials during cooling or transport can drive condensation
Manufacturers need reliable, fast moisture measurement at the production stage—not just field testing protocols. By the time a field test reveals elevated moisture, the entire batch may already be non-conforming.
Moisture Behavior Across Different Insulation Types
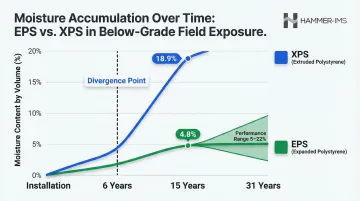
EPS vs. XPS: Structural Differences Drive Performance Divergence
The key structural difference (interstitial channels in EPS versus uniform closed-cell structure in XPS) has real consequences in service. Research spanning decades consistently shows XPS absorbs significantly less moisture than EPS under isothermal immersion, but the relationship reverses in long-term field exposure.
Comparative field data:
- After 15 years below-grade: XPS contained 18.9% moisture by volume; EPS contained 4.8%
- After 31 years: XPS reached approximately 9% moisture by volume; EPS ranged 5-22% depending on installation conditions
The difference becomes most apparent after approximately six or more years in service, with XPS showing continued moisture accumulation while EPS stabilizes at lower levels in many applications.
Spray Polyurethane Foam (Closed-Cell): Low Uptake with Critical Exceptions
Closed-cell SPF has among the lowest moisture uptake under normal immersion conditions: submerging a sample for three months produces almost no measurable change in moisture content. Yet SPF behavior under field conditions tells a different story.
Two vulnerabilities matter for long-term performance:
- Thermal moisture drive: SPF accumulates moisture under sustained temperature gradients that immersion tests never replicate
- Freeze-thaw cycling: Repeated cycles cause progressive moisture gains that short-term lab results routinely miss
Short-term immersion data can underpredict actual field moisture uptake by a wide margin — a gap that matters when specifying or quality-checking SPF in climate-exposed assemblies.
Mineral Wool and Fiberglass: Fundamentally Different Moisture Relationship
Fiber-based insulations are inherently hygroscopic — they absorb and release moisture freely rather than resisting it. Unlike foam types, their moisture content is expressed as a weight percentage and tracks ambient relative humidity more closely than capillary transport.
Typical moisture specifications:
- EN 13162 (European standard for mineral wool): Short-term water absorption must not exceed 1.0 kg/m² by partial immersion
- ASTM C553 (mineral fiber blanket): Water vapor sorption must be less than 5% by weight (or <2.0% for specific types) at 49°C and 95% relative humidity
These materials require different quality control approaches than foam. Lapses in ambient production conditions or inconsistent bonding of hydrophobic treatments show up directly in sorption test results — and in field performance.
How to Measure Moisture in Insulation Materials
Resistance-Based (Pin) Methods
Operating principle: Electrical resistance between two embedded pins decreases as moisture content rises. Originally developed for wood, these sensors are well-established, inexpensive, and simple.
Limitations:
- Highly material-specific—calibration equations for wood do not apply to foam or mineral wool
- Measure only the small volume between pins (point-specific, not representative)
- Require physical contact and penetration of the material surface
- Unsuitable for continuous inline monitoring
Capacitance and Dielectric Meters
Capacitance-type meters use radio frequency signals to detect changes in the dielectric constant of the material, which correlates with moisture content. Water has a dielectric constant of approximately 80 at 20°C, while solid building materials range from 3 to 30.
Applications: Commonly used as handheld spot-check tools on production floors and in field surveys
Limitations:
- Provide only relative readings requiring material-specific calibration
- Cannot monitor large areas continuously
- Calibration equations developed for soils or wood do not transfer accurately to insulation materials
Time-Domain Reflectometry (TDR)
TDR emits short high-frequency electromagnetic pulses and measures the return time, which reflects the material's dielectric constant. The dielectric constant can be correlated to moisture content through calibration curves.
Advantages: Successfully used in building science surveys with reasonable accuracy when properly calibrated
Limitations:
- Expensive equipment requiring expertise to interpret results
- Not designed for continuous inline monitoring in production environments
- Universal calibration models (such as Topp equations developed for soil) are subject to large errors in building materials due to differences in solid phase structure
Gravimetric (Weight-Based) Testing
Method: A sample is weighed wet, dried in an oven to constant mass (typically at 70-105°C), and moisture content is calculated from the mass difference as a percentage of dry weight.
Standards:
- EN ISO 12570:2000/A2:2018
- ASTM C1616 (2007/R2018)
Advantages:
- Accurate and material-independent reference method
- No calibration required for different insulation types
Limitations:
- Inherently destructive (sample cannot be returned to production)
- Slow (drying to constant mass can take 24-72 hours)
- Only applicable to sampled specimens—unsuitable for production-line quality control
Microwave and Millimeter Wave (Non-Contact Inline Measurement)
Operating principle: These systems emit electromagnetic radiation that interacts with water molecules at specific frequencies, enabling moisture content to be inferred from transmitted or reflected signals without touching the material.
Key advantages:
- Contactless operation with no production disruption
- Fast response enabling real-time process control
- Can scan entire product widths continuously as materials move along production lines
- Detects moisture anomalies immediately, enabling process adjustment before non-conforming product advances
Hammer-IMS M-Ray: Inline Millimeter Wave Measurement
Hammer-IMS applies millimeter wave technology (operating at 60 GHz) to deliver continuous inline measurement for insulation manufacturers. The M-Ray system enables:
- Full-width scanning across moving boards or batts
- Immediate detection of moisture anomalies
- Closed-loop process control to adjust drying or production parameters
- Integration with PLC and SCADA systems via OPC-UA, Modbus TCP/IP, PROFINET, and Ethernet/IP protocols

The result: moisture deviations are caught and corrected during production, not after non-conforming product has already been made.
Challenges of Accurate Moisture Measurement in Production Settings
Material Specificity and Calibration Complexity
No single sensor technology is universally applicable across insulation types:
- Resistance pins calibrated for wood fail in foam
- Capacitance meters need individual calibration per material grade
- TDR calibration curves developed for soil produce large errors in mineral wool or polystyrene
For manufacturers producing multiple insulation products on the same line—such as EPS, XPS, and polyurethane boards—this adds real complexity to quality assurance routines. Each material requires separate calibration curves, reference samples, and validation protocols. Getting this wrong means unreliable data across the entire product range.
Coverage Limitations of Point-Measurement Approaches
Most traditional methods (pins, handheld capacitance meters) capture moisture at a single location. Insulation boards and batts frequently have uneven moisture distribution:
- Edge effects where perimeter zones absorb more moisture than centres
- Localised wet spots from condensation or cooling irregularities
- Gradient profiles through thickness where surface and core moisture differ significantly
Field-extracted XPS samples show moisture content distributions that are not uniform—generally, moisture contents of top layers are high compared to bottom layers. Point measurements miss these gradients entirely — producing a false pass on non-conforming product.
Inline scanning approaches address this by measuring across the full product width during production, delivering representative coverage rather than isolated data points.
Speed and Real-Time Feedback Requirements
Coverage gaps are one problem; speed is another. Lab methods like gravimetric testing take hours and destroy the sample, making them incompatible with high-throughput production. Real-time feedback enables:
Immediate process adjustment:
- Drying oven temperature modification when moisture trends upward
- Line speed reduction to allow more drying time
- Formulation adjustments to reduce hygroscopic behaviour
Reduced waste:
- Smaller volume of non-conforming product before corrective action
- Less rework and fewer rejected batches
- Lower customer complaint rates
Data-driven optimisation:
- Continuous monitoring reveals process patterns invisible to periodic sampling
- Enables predictive maintenance by detecting equipment drift
- Supports continuous improvement initiatives with objective performance data
Frequently Asked Questions
How do you measure moisture in insulation boards?
Handheld capacitance meters provide spot checks for quality audits, resistance pin sensors enable embedded monitoring in specific locations, and non-contact microwave or millimeter wave systems deliver inline production measurement. Method choice depends on whether measurement is for field assessment or manufacturing quality control.
What moisture reading is considered too high for insulation boards?
Acceptable moisture thresholds vary by insulation type and application, governed by manufacturer specifications and relevant standards. ASTM C578 limits XPS to maximum 0.3% water absorption by volume and EPS to 2.0-4.0% depending on type. EN 13162 specifies that mineral wool short-term water absorption must not exceed 1.0 kg/m².
Do insulation boards hold moisture?
Yes, most insulation boards can absorb and retain moisture; the degree and mechanism vary by type. EPS typically retains more than XPS under short-term exposure, while closed-cell foam retains least under normal conditions. Moisture is slow to release once absorbed, particularly in installed or enclosed environments.
Why does moisture reduce the R-value of insulation?
Water conducts heat approximately 23-25 times more efficiently than the air it displaces in insulation cells. As moisture replaces air within the material's structure, thermal resistance falls in proportion to the moisture content increase.
Can insulation dry out once it has absorbed moisture?
Drying is possible but slow and often incomplete in installed conditions. Research on below-grade polystyrene shows moisture content typically increases over years rather than decreasing, especially when insulation stays in contact with soil or lacks adequate ventilation.
What is the most accurate method for measuring moisture in insulation during production?
For production environments, non-contact microwave or millimeter wave inline measurement systems provide continuous full-width monitoring with high speed and accuracy, without disrupting the production line. Gravimetric testing remains the laboratory reference standard for calibration purposes.


