Introduction
Undetected moisture in vehicle acoustic materials—nonwovens, foams, and felts—doesn't stay invisible for long. It shows up as degraded sound absorption, unexpected component weight gain, delamination, and costly end-of-line rejections that trace back to conditions during manufacturing or storage.
The stakes are rising. As automakers tighten NVH (Noise, Vibration, Harshness) targets—particularly for electric vehicles where the absence of engine noise exposes high-frequency inverter whine between 3–4 kHz—moisture control has moved from routine housekeeping to a critical quality variable.
The automotive NVH materials market is projected to reach $19.72 billion by 2031, driven by EV adoption and the shift to advanced lightweight composites. That growth brings tighter specifications and less tolerance for process drift.
Yet many manufacturers still rely on slow, destructive sampling methods that miss in-process variation and leave downstream failures undetected until assembly or warranty claims emerge.
Key Takeaways
- Moisture in vehicle acoustic materials degrades sound absorption performance and material integrity
- Common techniques include oven-drying (gravimetric), near-infrared (NIR), capacitance-based, and millimeter-wave contactless systems
- Inline, non-contact systems deliver full-width, real-time moisture data across moving production webs
- Accurate moisture control prevents scrapped material, weight failures, adhesion defects, and acoustic test rejections
- Non-nuclear, contactless technology meets the precision and regulatory safety requirements of high-speed automotive production
What Is Moisture Measurement in Automotive Acoustic Treatment?
Moisture measurement quantifies water content—typically expressed as a percentage of total or dry weight—within porous, fibrous, or foam-based acoustic treatment materials used for vehicle noise insulation. Common applications include dash insulators, floor carpets, wheel arch liners, hood liners, and door absorbers.
These materials are inherently moisture-prone due to:
- Porous fiber structures that trap ambient humidity
- Water-based binder systems used during forming and bonding
- Post-oven residual humidity that varies with dryer settings
- Ambient storage conditions that introduce variability
Moisture variability affects final density, stiffness, and acoustic absorption coefficient—a measure of how effectively a material absorbs sound—all of which automotive OEMs specify within tight tolerances.
Offline vs. Inline Approaches
| Approach | Method Examples | Speed | Destructive? | Best For |
|---|---|---|---|---|
| Offline / Lab | Gravimetric oven-drying | Minutes to hours | Yes | Reference calibration |
| Inline / Online | NIR, microwave, millimeter-wave | Real-time | No | Closed-loop process control |
Offline methods are high-precision and serve as calibration references, but results arrive too late for production adjustments. Inline methods trade some precision for immediate feedback and full-width coverage—making them the practical choice for maintaining automotive quality standards at production speed.
Why Moisture Control Is Critical in Vehicle Acoustic Material Manufacturing
Acoustic Performance Link
Moisture adds mass to fibrous and foam layers and alters porosity, changing the material's flow resistivity and sound absorption coefficient. Research shows that moisture uptake in hygroscopic fibers causes fiber swelling and pore closure, increasing airflow resistivity and unpredictably altering sound absorption across frequency bands.
A moisture-loaded acoustic part behaves differently in NVH testing than the dry-state material it was designed and validated as—leading to assembly-line failures or warranty claims when in-vehicle performance deviates from spec.
Weight and Specification Risk
Automotive acoustic parts are delivered to strict weight tolerances. Every 100 kg of added vehicle mass increases EV energy consumption by approximately 0.2 kWh/100 km, creating direct range penalties.
Moisture regain directly affects the weight of textile fibers. Excess moisture can push a part above its mass target, causing assembly-line rejection or triggering re-weighing loops that slow throughput. This is particularly acute in multi-layer assemblies where moisture compounds across each layer.
Adhesion and Lamination Failures
Residual core moisture is a primary cause of catastrophic delamination during hot-press or lamination steps. When moisture-saturated laminates are heated rapidly, absorbed moisture vaporizes and develops internal steam pressure up to 10 MPa at 320°C. This steam pressure delaminate existing flaws or nucleates voids in the matrix, producing scrap or warranty returns.
Beyond steam pressure, water can permeate the adhesive interface and displace bulk adhesive material, causing cohesive or adhesive failure. Both failure modes are largely preventable with moisture control upstream of the press.
Mold, Odor, and Durability Risks
Acoustic materials installed with above-threshold moisture levels in enclosed vehicle cavities are susceptible to microbial growth. At 85–100% equilibrium relative humidity, fungi such as Aureobasidium pullulans degrade polyester polyurethane foam with weight losses of 0.11%–5.1% in a single week.
The downstream consequences are compounding:
- Microbial activity generates VOCs that compromise interior air quality
- Off-gassing drives failures in VDA 270 odor testing
- Persistent odour complaints create warranty exposure long after vehicle delivery
Production Efficiency and Energy Savings
Without real-time moisture data, manufacturers over-dry materials to create a safety margin—wasting energy and risking fibre degradation, while under-drying shifts the problem downstream.
The energy cost of that margin is significant. The latent heat of evaporation for water is approximately 2257 kJ/kg at 100°C, meaning each kilogram of unnecessary moisture removal consumes measurable additional energy. Accurate measurement enables precise oven and dryer control, reducing energy costs whilst ensuring no under-dried material reaches downstream processes.

Key Moisture Measurement Techniques for Acoustic Treatment Materials
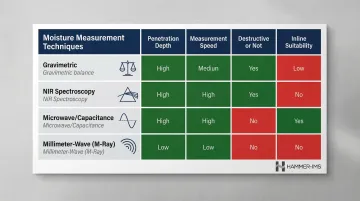
Four principal techniques are used to measure moisture in acoustic treatment materials, each with distinct trade-offs in speed, depth, and suitability for inline production. Understanding where each excels—and where it falls short—is essential when selecting a measurement approach for your process.
Gravimetric (Oven-Drying) Method
The reference standard for moisture measurement. Material is weighed before and after drying at a defined temperature (typically 105°C per ISO 3344) to calculate moisture percentage.
Advantages:
- Highest accuracy
- Universally accepted reference standard
- No calibration drift
Limitations:
- Destructive—consumes production material
- Slow—requires minutes to hours
- Cannot provide real-time control
- Sampling-based—misses in-process variation
Gravimetric testing works well for lab validation, but its destructive nature rules it out for inline use. NIR spectroscopy fills that gap for thinner materials.
Near-Infrared (NIR) Spectroscopy
NIR sensors measure light absorption at water-sensitive wavelengths (approximately 1450 nm and 1940 nm) reflected from the material surface.
Advantages:
- Fast and non-contact
- High accuracy (typically ±0.1%)
- Compact sensor footprint
Limitations:
- Surface-sensitive—penetration depth only 0.2–0.5 mm
- Moisture gradients through thick acoustic layers may not be fully captured
- Sensitive to material colour—black textiles require specialized calibration
- Requires material-specific calibration
Where NIR's shallow penetration limits accuracy on thick acoustic substrates, capacitance and microwave sensors offer greater depth.
Capacitance/Microwave Resonance Sensors
These sensors measure changes in the dielectric constant of a material as moisture content varies.
Advantages:
- Deeper penetration than NIR—up to 1.5 cm
- Suitable for porous fibrous structures
- Non-contact operation
Limitations:
- Sensitive to material density and basis weight variation
- Requires compensation algorithms for accuracy on thick acoustic substrates
- Calibration complexity increases with material variability
:-----------|:-----------------|:------|:----------------|:----------------------|:------------------| | Gravimetric | Full bulk | Slow (minutes-hours) | Destructive | Low | Not suitable | | NIR | Surface (0.2–0.5 mm) | Fast (milliseconds) | No | Medium | Thin webs only | | Microwave | Bulk (up to 1.5 cm) | Fast (milliseconds) | Varies | High | Moderate | | Millimeter-Wave (M-Ray) | Full bulk | Fast (milliseconds) | No | Medium | High-speed, thick materials |
How to Implement Moisture Measurement in Acoustic Material Production
Step 1 – Define Moisture Targets and Control Points
Begin by establishing acceptable moisture content ranges for each material type (needlepunch felt, thermobonded nonwoven, polyurethane foam laminate). Identify where in the production line moisture is most variable—typically post-forming, post-oven, or post-lamination.
For reference, at standard conditions (20°C, 65% RH), typical moisture regain is approximately 7.0% for cotton, 0.4% for polyester, and 4.4% for Nylon 6. Automotive suppliers must dry materials near these equilibrium levels before lamination to prevent steam blistering.
Step 2 – Select and Position the Measurement System
Inline sensors are positioned across the full web width, usually after the dryer/oven exit, to capture real-time moisture before winding or cutting.
Key considerations:
- Determine whether single-point or scanning sensor is required for web widths typical of automotive acoustic material production (often 1–3 metres)
- Evaluate measurement footprint and clearance requirements
- Position sensors to enable upstream process correction before material reaches downstream lamination or cutting operations
Step 3 – Calibrate to the Specific Material
Each acoustic material type—differing in basis weight, fibre blend, and binder content—responds differently to moisture. A generic calibration will not hold across product changeovers, so material-specific models are required for reliable measurement.
Calibration process:
- Collect reference samples spanning the full expected moisture range, ensuring adequate coverage at both the low and high ends
- Run gravimetric tests per ISO 3344 or ASTM D1776 standards to establish reference moisture values
- Build a calibration model that maps sensor output to actual moisture percentage, accounting for material density and surface variation
- Validate the model across live production conditions before committing it to closed-loop control
Step 4 – Integrate with Process Control (Closed-Loop Feedback)
Real-time moisture data is fed to the dryer/oven control system to automatically adjust temperature, dwell time, or airflow. This closed-loop approach removes operator-dependent correction cycles, keeping moisture within spec without manual intervention.
Benefits of closed-loop control:
- Eliminates over-drying buffers, reducing energy consumption
- Prevents under-dried material from reaching downstream processes
- Data logging supports traceability requirements in automotive supply chains (IATF 16949, PPAP documentation)
Step 5 – Validate, Monitor, and Refine
Ongoing QA requires:
- Periodic gravimetric cross-checks to detect and correct sensor drift before it affects product quality
- SPC (statistical process control) monitoring to identify trending deviations before they reach out-of-spec conditions
- Scheduled recalibration tied to material changeovers or production volume milestones, not just calendar intervals
A well-maintained inline system substantially reduces destructive sampling frequency—shifting QA from reactive testing to continuous, data-driven process assurance.

How Hammer-IMS Can Help
Hammer-IMS's M-Ray technology is a contactless measurement system designed specifically for measuring moisture content in moving webs of acoustic treatment materials — nonwovens, foams, and laminates — directly on the production line. It requires no nuclear sources, no physical contact, and no reduction in line speed.
Key Technical Advantages
- Measures moisture and basis weight simultaneously in one pass, reducing sensor infrastructure and providing correlated data for process optimisation
- Delivers edge-to-edge, full-width scanning to catch cross-direction variation that single-point sensors miss — critical for automotive materials held to tight uniformity specifications
- Integrates with dryer controls via Connectivity 3.0 software for automatic, real-time process adjustment, reducing energy waste and scrap
- Logs production data to support IATF 16949 compliance and PPAP submission requirements
- Eliminates regulatory complexity associated with radioactive gauges, lowering total cost of ownership and simplifying site safety protocols
Established Automotive Materials Presence
Hammer-IMS serves established customers in the automotive acoustic materials supply chain, including Autoneum and Autins Group—acoustic material producers leveraging M-Ray technology for real-time quality monitoring. Autins Group achieved a 26% improvement in material uniformity following M-Ray implementation.

Application-specific support for calibration and implementation in automotive nonwoven and foam production environments is available through Hammer-IMS's technical team.
Frequently Asked Questions
Why does moisture content affect the acoustic performance of vehicle insulation materials?
Moisture increases mass, alters fibre porosity and flow resistivity, and shifts sound absorption coefficient values. A moisture-loaded acoustic part behaves differently in NVH testing than the dry-state material it was designed and validated as, leading to specification deviations and quality failures.
What moisture measurement method is most accurate for thick, multilayer automotive acoustic composites?
Gravimetric (oven-drying) is the reference standard for accuracy, but for inline production control of thick multilayer materials, millimeter-wave (M-Ray) technology offers the best combination of full-thickness penetration, full-width coverage, and real-time speed.
Can moisture be measured without stopping or slowing down the production line?
Yes. Non-contact inline sensors—particularly NIR and millimeter-wave systems—are designed for continuous measurement on moving webs at full production speed, enabling real-time control without sampling interruptions or line stoppages.
What moisture level is typically acceptable in automotive acoustic treatment materials?
Acceptable levels vary by material type and OEM specification. Industry guidance relies on natural moisture regain values: approximately 7.0% for cotton, 0.4% for polyester, and 4.4% for Nylon 6 at standard conditions (20°C, 65% RH). Automotive suppliers typically dry materials near these equilibrium levels before lamination to prevent steam blistering.
How does inline moisture measurement reduce material waste and energy consumption?
Real-time data enables dryer setpoints to be optimised to actual material conditions—eliminating over-drying buffers that waste energy and preventing under-dried material from reaching downstream processes where it would generate scrap. Closed-loop control reduces both energy cost and material waste .
Is non-nuclear moisture measurement technology reliable enough for automotive quality standards?
Yes. Non-nuclear methods including NIR and millimeter-wave systems meet IATF 16949 requirements—including Measurement Systems Analysis (MSA) and Gage R&R—offer certified calibration traceability, and avoid the regulatory complexity of nuclear gauges whilst delivering equivalent or superior measurement performance.