Introduction
Plastic sheets turn up across nearly every industry: food packaging, vehicle interiors, medical trays, and building cladding all depend on them. Each starts the same way—plastic sheet extrusion, a continuous process that transforms polymer pellets into flat sheets of precise, uniform thickness.
The process runs continuously at high speed, which creates a core challenge: any deviation in temperature, resin quality, or die alignment can cascade through the line, producing thousands of meters of off-spec material before operators catch it. Gauge variation leads to rejected parts, thermoforming failures, and material waste running as high as 5% of total throughput.
This article breaks down how the process works—covering extrusion types, materials, and key benefits—and explains how real-time thickness measurement keeps production on spec.
TLDR:
- Plastic sheet extrusion converts thermoplastic pellets into continuous flat sheets for packaging, automotive, medical, and construction use
- Five key stages: material feeding, melting, die forming, cooling, and cutting/winding
- Offers high throughput, dimensional consistency, material versatility, and cost-efficiency at scale
- Precise, real-time thickness measurement reduces material waste and maintains tight tolerances
What Is Plastic Sheet Extrusion?
Plastic sheet extrusion is a continuous thermoplastic manufacturing process in which molten polymer is forced through a flat (slot) die to produce sheets of consistent cross-sectional thickness. The distinction between sheets and films is defined by thickness: sheets typically exceed 0.25 mm, while films measure less than 0.25 mm according to ASTM D883-23 standards.
Unlike injection moulding (which creates discrete parts in a closed mould) or compression moulding (a batch process), extrusion's continuous nature makes it the natural choice for high-volume, wide-format flat products. The process runs without interruption, feeding raw material in at one end and pulling finished sheet out at the other.
Industries that rely on plastic sheet extrusion:
- Packaging (food trays, blister packs, clamshells)
- Automotive (interior panels, trunk liners, underbody shields)
- Construction (cladding, glazing, roofing membranes)
- Medical devices (thermoformed trays, sterile packaging)
- Signage and point-of-purchase displays
That breadth reflects a substantial market: the global plastic films and sheets market was valued at $149.4 billion in 2025 and is projected to reach $237.3 billion by 2033, driven by rising demand across packaging, construction, and electronics sectors.
The Plastic Sheet Extrusion Process: Step by Step
Step 1 – Material Feeding
Thermoplastic pellets, granules, or regrind material are loaded into a hopper atop the extruder barrel. Gravimetric or volumetric feeders ensure a consistent flow rate into the barrel, preventing surges or starvation that cause thickness variation.
Hygroscopic materials—PET, nylon, and certain engineering polymers—require pre-drying to remove moisture. PET typically requires drying at 65–180°C to prevent hydrolytic degradation during melting.
Step 2 – Melting and Mixing in the Barrel
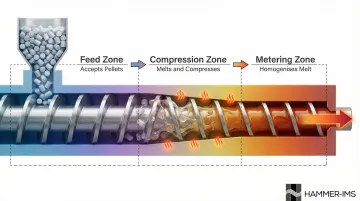
Inside the heated barrel, a rotating screw conveys material through three functional zones:
- Feed zone: Accepts pellets and begins heating
- Compression zone: Progressively melts and compresses the polymer
- Metering zone: Homogenises melt and builds pressure for the die
Screw compression ratios vary by material. Polyolefins like LDPE and HDPE run best with 3:1 to 4:1 compression ratios, while shear-sensitive rigid PVC requires 1.8:1 to 2.5:1 to prevent thermal degradation.
Typical processing temperatures:
- LDPE/HDPE: 180–240°C
- PP: 200–280°C
- Rigid PVC: 160–210°C
- PET: 260–280°C
Melt homogeneity is critical—uneven temperature or incomplete mixing produces streaks, gels, and thickness variation downstream.
Step 3 – Filtration and the Die
Before entering the flat die, the melt passes through a screen pack (breaker plate) to remove contaminants and unmelted particles. The die itself (typically a coat-hanger or T-slot design) then distributes melt uniformly across the full sheet width.
Modern coat-hanger dies use teardrop or parabolic backline profiles that taper from centre to edge, compensating for reduced flow at the edges. Adjustable die lip bolts and choker bars enable fine-tuning of the cross-directional thickness profile, ensuring uniform gauge across widths up to 3,500 mm.
Step 4 – Cooling and Calendering
The molten sheet exits the die and immediately contacts a three-roll calendar stack: temperature-controlled, chrome-plated rolls that simultaneously cool and polish the sheet. This stage controls:
- Final thickness
- Surface finish (gloss or matte)
- Flatness (eliminating warp and bow)
Roll temperatures are controlled to within ±0.5°C, and speed differentials between rolls influence surface texture and optical properties. The "nip" between the top and middle roll does most of the calendering work in a standard down-stack configuration.
Step 5 – Haul-Off, Trimming, and Winding/Cutting
The solidified sheet is pulled through edge trimmers that remove bead trim (recycled back into production), then either:
- Wound onto rolls for downstream thermoforming or lamination
- Cut into panels by guillotine or rotary cutters for immediate shipment
Haul-off speed relative to screw output directly governs final sheet thickness. Increasing haul-off speed thins the sheet; decreasing it allows thicker gauge.
Machinery at a Glance
A complete sheet extrusion line includes:
- Extruder barrel and screw: Melts and pressurises polymer
- Flat die: Distributes melt uniformly across sheet width
- Calendar stack: Cools and polishes the sheet
- Haul-off unit: Pulls sheet at controlled speed
- Edge trimmers: Remove scrap edges
- Winder or cutter: Finishes product for shipment
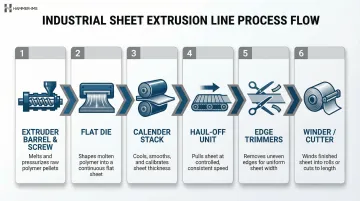
Tolerances at every stage compound: a deviation in barrel temperature, die gap, or roll speed feeds through to the finished sheet's gauge and surface quality.
Types of Plastic Sheet Extrusion
Plastic extrusion encompasses several distinct processes, each producing different product geometries:
| Extrusion Type | Die Geometry | Output Characteristics |
|---|---|---|
| Sheet/Film Extrusion | Flat (T-slot or coat-hanger) | Planar sheets >0.25 mm; cast onto chill rolls |
| Blown Film Extrusion | Annular (circular) | Thin flexible film via air inflation and biaxial orientation |
| Co-Extrusion | Multi-layer flat or tubular | Multiple polymer layers for barrier, UV, or surface properties |
| Profile Extrusion | Complex 2D cross-section | Non-flat shapes (window frames, tubing, custom profiles) |
Among these, plastic sheet extrusion refers to the flat-die process — the one most commonly used for rigid and semi-rigid sheet production.
Monolayer vs. Multilayer (Co-Extrusion)
Monolayer sheet extrusion runs a single polymer throughout the entire thickness. It's the simplest and lowest-cost approach — the right choice when one material meets all performance requirements.
Co-extruded (multilayer) sheet stacks two or more polymers, with each layer contributing a distinct property:
- Barrier packaging: An ultra-thin EVOH core layer embedded within PP or PE provides oxygen barrier for extended food shelf-life while maintaining recyclability
- UV-resistant glazing: PMMA or ASA cap layers co-extruded onto polycarbonate sheets deliver weathering resistance for outdoor applications
- Surface-wear applications: Hard-cap layers protect softer substrates from abrasion
Die selection depends on how similar the polymers are. When viscosities differ by more than a factor of ten, multi-manifold dies are required to prevent layer encapsulation. Feedblock systems work well for similar-viscosity polymers but fail with widely dissimilar materials.
Rigid Sheet vs. Thin Film
Rigid sheet extrusion produces thick, semi-rigid to rigid sheets (0.25 mm to 75 mm) for thermoforming, automotive panels, and construction cladding. Thin-film extrusion produces thinner, more flexible films (<0.25 mm) for flexible packaging and overwrap.
The distinction drives equipment choices: rigid sheet lines use calendar stacks for thickness control, while thin-film lines often use cast film or blown film processes without calendering. These differences in geometry and process also determine where thickness measurement and real-time process control have the most impact on output quality.
Key Benefits of Plastic Sheet Extrusion
High Throughput and Continuous Production
Unlike batch processes, sheet extrusion runs continuously, enabling high-volume output with minimal interruption. Modern systems produce 400–2,000 kg/hr for PVC and up to 3,600 kg/hr for polyolefins, lowering per-unit cost and improving supply reliability.
Dimensional Consistency and Gauge Uniformity
Modern extrusion lines—with precise temperature control, calibrated die lips, and controlled roll speeds—achieve tight thickness tolerances. Target gauge variation is typically ±3%, critical for thermoforming, automotive panels, and medical packaging where dimensional variation causes downstream rejects.
Material and Design Versatility
Sheet extrusion accommodates a broad range of thermoplastics and enables all of the following within a single production pass:
- Co-extrusion of multi-material structures
- Surface texturing (matte, gloss, embossed)
- Colouration and masterbatch blending
- Functional additives (UV stabilisers, flame retardants, antistatics)
Cost Efficiency and Reduced Waste
Extrusion's economics work in favour of high-volume production:
- Trim and start-up scrap can be recycled back into the process, cutting material waste
- Tooling costs are substantially lower than injection moulding
- Low energy-per-kilogram figures keep operating costs competitive at scale
Post-Processing Compatibility
Extruded sheets are well-suited for downstream secondary operations:
- Thermoforming
- Lamination
- Printing
- CNC routing
- Die cutting
A single base sheet production line can therefore feed multiple fabrication workflows and end markets.
Common Materials Used in Plastic Sheet Extrusion
Material selection drives processability, end-use performance, and cost. The most widely extruded thermoplastics include:
| Material | Key Properties | Typical Applications |
|---|---|---|
| PE (LDPE/HDPE) | Flexible, chemical-resistant, food-safe | Flexible packaging, liners, agricultural film |
| PP | Stiff, heat-resistant, autoclavable | Food packaging, automotive interior parts |
| PVC | Rigid, flame-retardant, cost-effective | Construction cladding, thermoformed trays |
| PET | Transparent, barrier properties, recyclable | Food trays, barrier packaging, medical trays |
| ABS | Tough, impact-resistant, machinable | Automotive panels, protective housings |
| PC | High clarity, impact strength, heat resistance | Protective glazing, automotive lighting lenses |
Selection Criteria
Material choice balances several interconnected factors:
- Mechanical load: Stiffness, impact strength, and creep resistance
- Chemical exposure: Solvent resistance and pH stability
- Temperature range: Heat deflection temperature and melt stability
- Regulatory compliance: Food contact (FDA, EU 10/2011) and medical (ISO 10993)
- Recyclability: Mono-material structures vs. multi-layer complexity

Producer demand is increasingly favouring mono-material and high-barrier films — structures that deliver shelf-life performance without sacrificing recyclability, according to Grand View Research's plastic films and sheets market analysis.
The material you select also shapes how the extrusion line must be configured. Some polymers require specific pre-treatment or tightly controlled processing windows that directly affect line setup and operating costs.
Special Processing Considerations
- PVC: Requires heat stabilisers and precise temperature control (160–210°C) to prevent degradation
- PET and nylon: Hygroscopic polymers require pre-drying at 65–180°C to prevent hydrolysis
- PC and PEEK: High-temperature engineering polymers demand specialised screw and barrel metallurgy to withstand processing above 280°C
Ensuring Quality in Plastic Sheet Extrusion
Why Gauge Uniformity Matters
Thickness variation across the sheet width or along the machine direction leads to:
- Rejected parts in downstream thermoforming
- Excessive material overuse (running thick to guarantee minimum spec)
- Customer complaints and returns
- Up to 5% raw material waste when operators overcompensate to meet minimum specifications
Controlling gauge uniformity is therefore the central quality challenge — which makes the choice of measurement approach critical.
Traditional Measurement Approaches
Contact gauges use physical probes to measure thickness but can damage soft sheets and wear over time. Nuclear beta-transmission gauges provide high-speed, non-contact measurement but require strict nuclear regulatory licensing and independent certified leak testing every six months.
Inline, Non-Contact Thickness Measurement
Modern extrusion lines integrate inline, non-contact thickness measurement systems that scan across the sheet width in real time, providing a full cross-directional thickness profile. This data enables:
- Manual or automated die lip bolt adjustments
- Process parameter corrections (haul-off speed, screw RPM, roll temperatures)
- Closed-loop control that keeps gauge within specification throughout the run
Hammer-IMS's M-Ray technology uses millimeter-wave-based, non-nuclear contactless measurement to deliver precise thickness feedback without radioactive sources, eliminating regulatory burdens while maintaining high accuracy.

Additional Quality Parameters
Beyond thickness, operators monitor several variables that affect final sheet performance:
- Gels, streaks, and pinholes from contamination or die buildup
- Warp and bow caused by uneven cooling or roll misalignment
- Haze and gloss variation driven by roll temperature and surface finish
- Edge instability and inconsistent trim width
Melt temperature uniformity, roll temperatures, die cleanliness, and screw speed stability each influence these outcomes.
Quality Assurance Best Practices
Four practices make the biggest difference in sustained sheet quality:
- Establish a regular die-cleaning schedule to prevent buildup and flow restrictions
- Implement Statistical Process Control (SPC) on key parameters to catch trends before defects occur
- Integrate real-time data logging for traceability and root-cause analysis
- Deploy closed-loop control systems that automatically adjust settings when measurements drift outside limits
Case studies show manufacturers reducing material thickness margins from 200 micrometres to 20 micrometres—a 90% reduction. For a single 2-metre-wide polycarbonate line running 24/7, this translates to more than 1,000 metric tonnes of raw material saved annually.
Frequently Asked Questions
What is the process of plastic sheet extrusion?
Thermoplastic pellets are fed into a heated barrel, melted and homogenised by a rotating screw, forced through a flat die to form a continuous sheet, cooled and polished by a calendar roll stack, then trimmed and cut or wound into rolls.
What are the 4 types of extrusion?
The four main types are sheet/film extrusion (flat die), blown film extrusion (annular die with air inflation), profile extrusion (shaped cross-sections), and tubing/pipe extrusion.
What is the difference between plastic sheet extrusion and film extrusion?
The primary distinction is thickness: sheets are generally thicker than 0.25 mm and produced using a flat die with a calendar roll stack, while films are thinner and often produced via blown or cast film processes without calendering.
What materials are most commonly used in plastic sheet extrusion?
PE, PP, PVC, PET, ABS, and polycarbonate are the most common materials. Selection depends on the application's mechanical, thermal, chemical, and regulatory requirements.
How is sheet thickness controlled during extrusion?
Thickness is controlled by the die lip gap setting and the haul-off speed relative to extruder output. Real-time inline measurement systems scanning the sheet width allow operators or automated systems to make die and process adjustments to maintain gauge uniformity.
What are common defects in plastic sheet extrusion and how are they prevented?
Common defects include gauge variation, surface streaks, pinholes, gels, and warping. Prevention relies on consistent melt temperatures, clean die components, proper material drying, and real-time monitoring with closed-loop process feedback.