Introduction
Many sheet extrusion teams struggle with production inconsistencies — thickness variation, surface defects, and material waste — that stem from inadequate understanding of how extrusion parameters interact. A single uncontrolled variable in temperature, screw speed, or die gap can create gauge bands that make thousands of metres of sheet unusable for thermoforming or optical applications.
This guide is written for process engineers, production managers, and quality teams in plastic sheet manufacturing. The focus is operational: how to maintain dimensional consistency, maximise material yield, and reduce defects.
The stakes are real. The global plastic extrusion sheet market was valued at USD 87 billion in 2023 and is forecast to reach USD 139 billion by 2033, yet many facilities still report 12–15% scrap rates caused by thickness variations.
This guide covers:
- How the extrusion process works, from resin feed to finished sheet
- Which parameters affect quality at each stage
- Where common defects originate — and how to address them
Key Takeaways
- Plastic sheet extrusion melts thermoplastic pellets and forces the material through a flat die to produce continuous sheet
- Output quality — thickness, surface finish, and mechanical properties — is controlled by temperature profiles, screw speed, die gap, and cooling roll settings
- Common materials include PP, HDPE, HIPS, ABS, PVC, PMMA, and PC — each with distinct processing windows
- Thickness variation, surface defects, and degradation are the most common quality problems — most are preventable with proper setup and real-time measurement
What Is the Plastic Sheet Extrusion Process?
Plastic sheet extrusion is a continuous, high-volume forming method in which a thermoplastic polymer is melted in a screw-and-barrel extruder, passed through a flat-profile sheet die, and solidified into a flat sheet — typically 0.25 mm to 12.5 mm thick.
The output is uniform, flat sheet of controlled thickness and surface quality. Processors use it directly or take it further through thermoforming, lamination, or cutting to size.
What sets sheet extrusion apart from related processes comes down to two key components: a slit or coat-hanger die that forms the flat profile, and a polishing roll stack that handles cooling and surface finishing. Blown film extrusion relies on air pressure to inflate a tubular bubble; profile extrusion produces non-flat cross-sections. Neither uses a roll stack in the same way.
Why Plastic Sheet Extrusion Is Used in Manufacturing
Plastic sheet offers lightweight, corrosion-resistant alternatives to glass, metal, and wood — and sheet extrusion allows high-volume, continuous production at low per-unit cost. Packaging applications consume 30.8% of all plastic extrusion sheets, while food and agriculture packaging represents 40% of the thermoformed plastic materials market.
Sheet extrusion addresses these manufacturing demands:
- Consistent gauge across sheet width for thermoforming
- Smooth surfaces for downstream printing or bonding
- Tight thickness tolerances for signage, automotive interiors, construction panels, and medical trays
What typically goes wrong without proper control:
- Thickness variation leads to scrap during thermoforming
- Surface defects cause rejection in optical or display applications
- Material degradation from overheating results in discolouration and reduced mechanical properties
That combination of material flexibility, adjustable gauge, and compatibility with in-line downstream processes makes sheet extrusion the default choice across most rigid plastic applications — which is why process control at each stage matters.
How the Plastic Sheet Extrusion Process Works
Sheet extrusion is a continuous, linear process in which thermoplastic resin undergoes a controlled sequence of heating, pressurisation, filtering, die-forming, and cooling, with each stage directly influencing the quality of the final sheet.
What goes into the process: Thermoplastic resin in pellet or granule form, along with any colourants, stabilisers, or additives blended in at the feed stage. Moisture-sensitive materials such as PMMA, PC, PA, and PET must be pre-dried to prevent voids or surface defects.
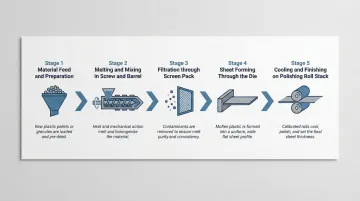
Step 1: Material Feed and Preparation
Resin is gravity-fed or force-fed from a hopper into the extruder barrel's feed throat. The hopper throat is water-cooled to prevent premature melting. Consistent, uninterrupted feed is essential for stable output — bridging or inconsistent feed directly causes surge and gauge variation.
Step 2: Melting and Mixing in the Screw and Barrel
The rotating screw conveys resin through progressively heated barrel zones (feed, compression, and metering) where friction, compression, and electric heaters combine to melt the polymer. The melt temperature must exceed the polymer's melting point but stay within thermal stability limits to avoid degradation. Screw speed controls both output rate and shear heat generation.
Typical screw specifications:
- L/D ratios: 24:1 to 36:1 for sheet extrusion
- Compression ratios: 2.5:1 to 4.5:1 for most thermoplastics
Step 3: Filtration Through the Screen Pack and Breaker Plate
Before reaching the die, the melt passes through a screen pack supported by a breaker plate. The screens remove solid contaminants, break up rotational flow memory, and build back pressure to improve mixing. Screen condition is monitored by pressure transducers on either side — a blocked screen raises back pressure and can change sheet gauge.
Step 4: Sheet Forming Through the Die
The melt enters a coat-hanger or T-slot sheet die, which distributes flow uniformly across the full width through a manifold, choker bar, and adjustable die lip gap. The die lip gap is set slightly wider than the target sheet thickness to account for die swell and draw-down.
Coat-hanger dies feature a teardrop-shaped manifold that gradually reduces in cross-sectional area from centre to sides, ensuring constant flow rate and equal pressure drop across the die width (per polymer flat film flow analysis). T-slot dies use a constant cross-section manifold, which causes inferior flow distribution and polymer "hang-up" at the die ends.
Die temperature uniformity across width is critical — uneven temperatures cause thick and thin zones.
Step 5: Cooling and Finishing on the Polishing Roll Stack
The extrudate enters a three-roll polishing stack where it is simultaneously cooled, surface-finished, and dimensioned. The rolls are chrome-plated and temperature-controlled:
- Lower roll temperatures produce higher gloss and reduce crystallinity
- Higher roll temperatures reduce sheet blocking tendency
- Roll speed relative to screw output directly determines final sheet thickness
Haul-off speed relative to screw output determines sheet thickness. Cut-to-length or winding equipment completes the line.
Key Factors That Affect Plastic Sheet Extrusion Quality
Material Properties
The resin's melt flow rate (MFR), molecular weight distribution, and thermal stability define the processing window. Higher viscosity resins require higher pressures and longer residence times, while low-viscosity resins may cause surging or edge instability.
Different polymer families — polyolefins, styrenics, and engineering resins — have distinct temperature requirements and cooling behaviours that must be matched to the line configuration.
Temperature Profile Across Barrel, Adapter, and Die
Each zone must be set to match the polymer's plastication behaviour:
- Too low: Non-homogeneous melt causes gels and surface defects
- Too high: Material degrades
Typical processing temperatures by material:
| Material | Melt Temperature Range |
|---|---|
| HDPE | 200–235°C |
| PP | 232–249°C |
| HIPS | 200–240°C |
| PMMA | 205–230°C |
| PC | 280–320°C |
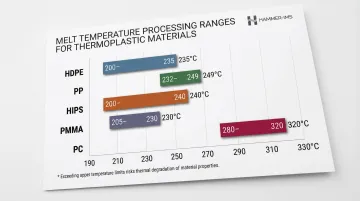
The die must maintain uniform temperature across its full width — temperature variations of even a few degrees translate directly into gauge bands in the finished sheet.
Screw Speed and Output Rate
Screw speed determines throughput, melt temperature (via shear heat), and residence time:
- Running too fast: Generates excess shear heat and may cause degradation
- Running too slowly: Can cause thermal degradation from excessive residence time at elevated temperature
The optimal speed is material- and line-specific.
Die Gap and Lip Adjustment
The physical gap between die lips must be set and maintained uniformly across the full width. Lips are adjusted using push-pull bolts or thermal expansion bolts. For thin-gauge sheet, precise lip gap control is critical — small deviations have proportionally large effects on thickness uniformity.
Cooling Roll Conditions and Haul-off Speed
Roll temperature, nip gap, and haul-off speed collectively influence:
- Sheet thickness and surface finish
- Crystallinity development
- Internal stress levels
The ratio of haul-off speed to extruder output rate is the primary lever for gauge control.
Real-time thickness gauging systems enable closed-loop feedback that automatically corrects for drift. Non-contact technologies — such as Hammer-IMS's M-Ray millimeter-wave measurement systems — achieve this without the regulatory constraints associated with nuclear gauges, while maintaining measurement accuracy across a wide range of plastic materials.

Common Issues and Misconceptions in Plastic Sheet Extrusion
Thickness Variation (Gauge Bands)
Thickness variation is the most common production issue and is frequently misattributed to a single cause. In practice, it can originate from:
- Screw surging
- Inconsistent feed
- Blocked screens
- Uneven die temperatures
- Roll speed fluctuation
- Inconsistent resin moisture content
Teams often adjust only die lips when the root cause lies upstream. According to Plastics Technology, polishing roll deflection under high nipping loads can create a 3 mil deflection on a 10 mil target gauge — a 30% variance that falls well outside acceptable tolerances.
Surface Defects
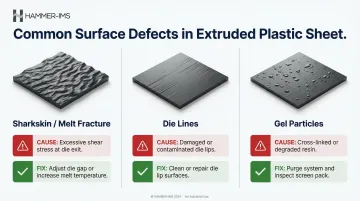
Surface defects such as melt fracture (sharkskin), die lines, gels, and contamination streaks are often conflated with each other:
- Sharkskin: Results from excessive shear stress at the die exit — addressed by adjusting die gap, melt temperature, or output rate
- Die lines: Caused by damaged or contaminated die lips — require cleaning or repair
- Gel particles: Typically signs of cross-linked or degraded resin recirculating in the system
Sheet vs. Film Extrusion Misconception
Sheet and film extrusion are often treated as interchangeable, but their downstream equipment requirements are fundamentally different:
| Sheet Extrusion | Film Extrusion | |
|---|---|---|
| Cooling method | Polishing roll stack | Chill rolls or water quench |
| Key control requirement | Precise gap and temperature at rolls | Rapid, uniform quench |
| Risk of crossover | Poor surface finish, inconsistent thickness | Roll marking, inadequate clarity |
Applying film extrusion logic to a sheet line — or vice versa — causes predictable quality failures that are easy to misdiagnose as material or die problems.
Conclusion
The plastic sheet extrusion process converts thermoplastic resin into uniform, flat sheet through a controlled sequence of heating, pressurising, die-forming, and cooling. Each stage requires careful setup and monitoring — get one wrong, and the effects compound downstream.
Knowing why each parameter matters — not just that it does — is what separates lines that run consistently from those prone to waste, rejects, and unplanned stoppages. That operational understanding only pays off when it's backed by accurate, real-time measurement.
The three things that define a well-run extrusion line:
- Tight control of melt temperature and screw speed through every zone
- Consistent die gap and roll nip pressure to hold thickness tolerances
- Continuous in-line measurement that closes the loop before defects accumulate
Without closed-loop feedback, even well-calibrated equipment drifts — and by the time a gauge check flags the problem, significant material has already been produced out of spec.
Frequently Asked Questions
What temperature is needed for plastic extrusion?
Processing temperature varies by material — for example, HDPE typically runs at 200–235°C, PP at 232–249°C, and PMMA at 205–230°C. The correct temperature must balance full melting and homogeneity with thermal stability limits to prevent degradation.
What materials can be used in plastic sheet extrusion?
The most common thermoplastic materials used in sheet extrusion include PP, HDPE, HIPS, ABS, PVC, PMMA, PC, and PET. Each has its own processing window, drying requirements, and preferred screw and die configurations.
What is the difference between sheet extrusion and film extrusion?
Sheet extrusion produces thicker, rigid or semi-rigid flat products (typically above 0.25 mm) using a slit die and polishing roll stack, while film extrusion produces thinner, flexible material either by blown film or chill roll casting. The downstream equipment and process controls differ significantly.
How is sheet thickness controlled during extrusion?
Thickness is primarily controlled by the ratio of haul-off speed to extruder output rate, with fine-tuning via die lip gap adjustment. Modern lines use real-time thickness measurement (contactless or scanning gauge systems) to provide feedback and enable closed-loop automatic correction.
What causes surface defects in extruded plastic sheets?
The most common causes include:
- Sharkskin — excessive shear at the die exit
- Die lines — damaged or dirty die lips
- Gel inclusions — degraded or cross-linked resin
- Contamination — inconsistent regrind or material changeover
Can regrind material be used in plastic sheet extrusion?
Regrind can typically be blended with virgin material at controlled ratios (often 15–25% depending on material and application), but it must be clean, dry, and of consistent particle size. Excessive or degraded regrind causes colour variation, gel formation, and flow instability.