Introduction
Plastic film thickness is one of the most critical – yet most frequently mismanaged – quality parameters in film extrusion and converting. It directly affects barrier performance, seal integrity, mechanical strength, and raw material cost. For producers, the stakes are high: raw materials account for nearly 75% of total flexible packaging converter input costs.
Getting thickness wrong in either direction is costly. Run too thick, and even small, consistent deviations can waste over 20,000 lbs of resin per line annually. Run too thin, and you risk product failure, customer complaints, and recalls. One documented case showed a 10-15% rejection rate costing a converter €90,000 and a producer €13,500-18,000 per month — over €180,000 in six months.
This guide walks through measurement units, lab and production methods, a practical measurement process, and how modern inline non-contact systems give producers real-time control over thickness — before defects reach the customer.
Key Takeaways
- Plastic film thickness is measured in mils, microns, or millimeters ; converting between them is essential (1 mil = 25.4 µm = 0.0254 mm)
- Methods range from offline contact micrometers to inline non-contact systems, depending on whether you need spot-checking or continuous monitoring
- Inaccurate measurement leads to material waste, product failures, and non-conformance with customer or regulatory specs
- Inline non-nuclear measurement provides real-time control across the full web, cutting thickness tolerances and material waste
What Is Plastic Film Thickness Measurement?
Plastic film thickness measurement is the process of quantifying the cross-sectional gauge of a plastic film or sheet, typically expressed in mils (thousandths of an inch), microns (µm), or millimeters (mm).
One common source of confusion: mils are not millimeters. According to NIST Handbook 44, 1 mil = 0.001 inches = 0.0254 mm = 25.4 µm — meaning a 10 mil film is 254 microns, not 10 mm.
Measurement Contexts
Thickness measurement is applied in two primary contexts:
Offline/Lab Measurement:
- Used for incoming material inspection
- QC spot-checks
- Compliance testing against ASTM D 6988 or ISO 4593
- Verification of supplier specifications
Inline/Online Measurement:
- Used during active extrusion or converting
- Continuously monitors thickness across the full web width
- Enables real-time process control
Application Scope
Both offline and inline methods apply across a broad range of film types, each with distinct tolerance and performance requirements:
- Blown film
- Cast film
- Multi-layer barrier films
- Shrink films
- Packaging films
- Medical films
- Agricultural films
- Industrial sheeting
Why Accurate Plastic Film Thickness Measurement Matters
Functional Performance Depends on Gauge
Thickness directly determines critical film properties:
- Barrier properties: Oxygen transmission rate (OTR) and moisture vapor transmission rate (MVTR) are inversely related to film thickness
- Mechanical strength: Tensile, tear, and puncture resistance calculated under ASTM D882 require accurate thickness inputs
- Optical clarity: Uniform gauge ensures consistent transparency
- Sealability: Even minor deviations affect downstream packaging line performance
Those downstream failures carry a direct cost — and resin is where it hits hardest.
Economic Impact: Resin Waste Compounds Fast
Because resin represents nearly 75% of converter input costs, consistent over-gauging — even by a few microns — drives real material losses:
- A 60-inch web over-gauged due to bubble drift can give away approximately 41 lbs of resin per 12-hour shift
- At 88% uptime, this equals over 20,000 lbs of wasted resin annually per line
- Under-gauging creates product liability and return risk

Regulatory and Customer Compliance
Key standards define acceptable thickness tolerance ranges:
- ASTM D 6988: Standard Guide for Determination of Thickness of Plastic Film Test Specimens
- ISO 4593: Plastics – Film and Sheeting – Determination of Thickness by Mechanical Scanning
- ASTM F-2251: Thickness Measurement of Flexible Packaging Material
Failing to meet these specifications can result in rejected shipments, audit failures, or loss of supply contracts. For biaxially oriented films (BOPP, BOPET, BOPA), typical customer tolerances are within ±3–5% of nominal thickness.
Plastic Film Thickness Measurement Methods Compared
Not all measurement methods are equal. The right choice depends on material type, required accuracy, production speed, and whether measurement is needed offline (in the lab) or inline (on the production floor).
Contact Micrometer (Offline, Contact)
How it works: A calibrated pressure foot is lowered onto the film sample, and the gauge reads the physical displacement.
Standards compliance: ASTM D 6988 and ISO 4593 specify strict parameters to prevent film deformation:
| Parameter | ASTM D 6988 | ISO 4593 |
|---|---|---|
| Presser foot diameter | 3.2 to 12.7 mm | 2.5 to 10 mm |
| Pressure (thin/deformable films ≤0.025 mm) | 5 to 70 kPa | 0.5 N to 1.0 N |
| Pressure (stiffer films) | 160 to 185 kPa | 0.1 N to 0.5 N |
Limitations:
- Single-point measurement only
- Requires production to stop for sampling
- Results affected by dust, pressure variation, and film compression
- Best suited for QC lab verification
Ultrasonic Thickness Gauging (Offline/Spot-Check, Contact)
How it works: A transducer sends a high-frequency pulse through the film and measures the time-of-flight between reflections to calculate thickness.
Standards compliance: Referenced in ASTM E797.
Advantages:
- Does not damage the film sample
- Works on opaque materials
- Suitable for thicker films and plastic bottles/containers
Limitations:
- Requires couplant gel
- Contact with film surface required
- Not suitable for inline continuous scanning
- Measuring materials thinner than 0.150 mm historically required specialized 30-125 MHz transducers
Nuclear Gauging (Inline, Non-Contact – Legacy)
How it works: Beta or gamma transmission gauges measure film thickness through radioactive source attenuation. They have been traditionally used for inline measurement in extrusion lines.
Advantages:
- Continuous, non-contact measurement
- Scans across the web
Key drawbacks:
- Requires NRC regulatory licensing under 10 CFR 31.5
- Radiation safety programs required
- Source disposal challenges
- Operator exposure concerns
- Escalating regulatory burdens driving industry shift away from nuclear gauges
Non-Contact, Non-Nuclear Inline Measurement (Modern Inline)
How it works: Modern non-nuclear technologies — including millimeter wave (M-Ray) and terahertz-based systems — scan across the web while the line is running, providing real-time thickness profiles without film contact or radioactive sources.
Key capabilities:
- Real-time thickness profiling across full web width
- Resolution down to single-digit microns, measurement speeds up to 1600 Hz
- No film contact, no radioactive materials, no production interruption
These capabilities make modern inline systems well-suited for demanding production environments where stopping the line for sampling isn't practical. Hammer-IMS M-Ray technology is built on this principle, using advanced millimeter wave sensing to deliver closed-loop thickness control without nuclear sources.
Suitable for:
- Thin and multi-layer films
- High-speed production lines
- Sensitive, transparent, and opaque films
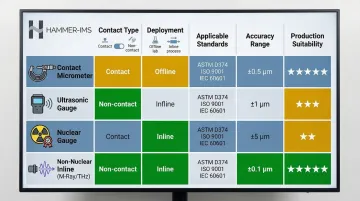
Choosing the Right Method: Summary Comparison
| Method | Contact/Non-Contact | Offline/Inline | Applicable Standards | Accuracy Range | Production Suitability |
|---|---|---|---|---|---|
| Contact Micrometer | Contact | Offline | ASTM D 6988, ISO 4593, ASTM F-2251 | ±1-5 µm (lab conditions) | QC spot-checks only |
| Ultrasonic Gauge | Contact | Offline/Spot-check | ASTM E797 | ±5-10 µm | Thicker films, containers |
| Nuclear Gauge | Non-contact | Inline | Various industry standards | ±2-5 µm | Legacy inline systems |
| Non-Nuclear Inline (M-Ray/THz) | Non-contact | Inline | No unified standard (application-specific) | ±1-5 µm | Modern high-speed lines |
How to Measure Plastic Film Thickness: Step-by-Step
Accurate thickness measurement — whether in a lab or on a production line — follows a consistent process. Each stage builds on the last; skipping one, particularly calibration or closed-loop action, introduces the errors that drive material waste and production rejects.
Step 1 – Define the Thickness Specification and Tolerance
Before any measurement begins, establish the target thickness and acceptable tolerance range in a consistent unit (mils, microns, or mm).
Specification sources:
- Customer requirements
- Product standards (ASTM or ISO)
- Internal process requirements
Metrics impacted: Measurement relevance, conformance accuracy
Step 2 – Select and Calibrate the Measurement Method
Select the appropriate tool or system based on:
- Film type
- Thickness range
- Required accuracy
- Lab check vs. production line deployment
Calibration requirements:
- Calibrate contact micrometers using certified reference standards
- Verify inline systems against traceable calibration foils
- Document calibration dates and results for traceability
Metrics impacted: Measurement accuracy, repeatability, traceability
Step 3 – Conduct the Measurement (Sampling and Scanning)
For offline measurement:
Standards dictate specific sampling distributions:
- ISO 4593 requires 10 points for samples <300 mm wide, 20 points for 300–1500 mm wide, and 30+ points for >1500 mm wide
- ASTM D 6988 requires at least three measurements per specimen
- Measure across the web width (not just center or edge)
- Take multiple points down the roll length
- Average results for statistical validity
- Avoid measurements within 50 mm of roll edges
For inline measurement:
Cross-web scanning systems traverse the film continuously, generating a full thickness profile in real time. Hammer-IMS multi-sensor designs cover the full material width, detecting local deviations that map directly to individual die bolts or process variations — information offline sampling cannot capture.

Metrics impacted: Measurement completeness, cross-web uniformity detection
Step 4 – Record and Analyze Results
Log measurement data, trend it over time, and analyze for patterns:
Key analysis points:
- Center-to-edge variation (cross-web profile)
- Machine-direction drift
- Deviation from nominal
Modern inline systems generate continuous data logs that integrate with process control and quality management systems through protocols like Modbus TCP/IP, OPC/UA, PROFINET, and Ethernet/IP.
Metrics impacted: Data quality, trend visibility, auditability
Step 5 – Act on Deviations and Close the Loop
When thickness deviates from specification:
For offline results:
- Adjust process parameters (die gap, haul-off speed, melt temperature)
- Re-measure to verify correction
- Document changes
For inline systems (closed-loop control):
The measurement system feeds deviation data back to extruder or die-adjustment actuators in real time, automatically correcting thickness without operator intervention:
- Cast film lines use closed-loop controllers to automatically adjust die-bolts across the web width, correcting transverse-direction gauge variations
- Blown film lines use segmented air rings to selectively change cooling air temperature and velocity, with average gauge data feeding back to haul-off or screw speed controllers
Metrics impacted: Production efficiency, material waste reduction, process stability
How Hammer-IMS Supports Plastic Film Thickness Measurement
Hammer-IMS builds M-Ray measurement systems for plastic film and sheet producers — millimeter wave-based sensors that scan the full web width continuously during production, without touching the film, interrupting the line, or using any radioactive source.
Key operational benefits:
- Detects gauge variation across the full web in real time, enabling fast response before off-spec product accumulates
- Integrates directly with die-adjustment actuators and extruder controls for closed-loop thickness correction
- Reduces over-gauge production margins, cutting resin consumption and per-unit material cost
- Logs, monitors, and exports production data through the Connectivity 3.0 software platform

Hammer-IMS systems are trusted by leading plastic and industrial film producers including Westlake Plastics, Orfit Industries, and other manufacturers across Europe, North America, and Asia-Pacific.
Inline measurement makes that control continuous rather than reactive. Producers who replace periodic spot-checking with full-web inline scanning gain tighter gauge control and less material waste — run by run, shift by shift. Contact Hammer-IMS to discuss your specific measurement requirements.
Frequently Asked Questions
How is plastic measured in thickness?
Plastic film thickness is measured using tools such as contact micrometers, ultrasonic gauges, or non-contact inline scanning systems. The measurement is expressed in mils (thousandths of an inch), microns, or millimeters depending on the standard or industry convention being used.
Which mil number indicates thicker plastic – for example, is 10 mil thicker than 5 mil?
Yes, a higher mil number means thicker plastic. 10 mil (0.010 inch / ~254 microns) is twice as thick as 5 mil (0.005 inch / ~127 microns). This applies across all plastic film and sheeting products.
What is the difference between mils, microns, and millimeters when measuring plastic film?
These are three different units of length: 1 mil = 25.4 microns = 0.0254 mm. Mils (common in the US) and millimeters are frequently confused despite being very different scales – one mil is roughly 1/40th of a millimeter.
What accuracy is required for plastic film thickness measurement in industrial settings?
Required accuracy varies by application and film type, but precision inline systems typically achieve measurement repeatability of single-digit microns. The applicable standard (ASTM D 6988 or ISO 4593) and your specification tolerance define the acceptable accuracy for a given production context.
What ASTM or ISO standards apply to plastic film thickness measurement?
Three standards cover plastic film thickness measurement:
- ASTM D 6988 — Standard Guide for Determination of Thickness of Plastic Film Test Specimens
- ISO 4593 — Plastics: Film and Sheeting – Determination of Thickness by Mechanical Scanning
- ASTM F-2251 — Standard Test Method for Thickness Measurement of Flexible Packaging Material
Can plastic film thickness be measured without stopping production?
Yes. Modern non-contact inline measurement systems — including millimeter wave and terahertz technologies — scan film thickness continuously across the web during active production. This enables real-time process monitoring and closed-loop thickness control.