Introduction
In polymer film production, even a few microns of thickness variation can lead to rejected rolls, failed quality specifications, seal failures, or wasted raw material. A typical micrometer precision of ±0.05 mils represents a ±10% error on a 0.5-mil film, forcing operators to over-gauge films to meet minimum specifications.
This practice — known as "gauge padding" — costs manufacturers hundreds of thousands of dollars annually in raw material giveaway.
The stakes make method selection critical. Dozens of measurement approaches exist, from simple contact gauges to advanced non-contact systems. Choosing the wrong one leads to inaccurate data, unplanned downtime, or offline sampling that only reveals defects after bad material has already been produced.
This guide covers the main methods used to measure polymer film thickness, how they compare, and what factors should guide method selection in production or quality control environments.
Key Takeaways
- Contact methods are low-cost but introduce compression bias and operator variability, especially for films under 25 µm
- Non-contact methods eliminate deformation and enable inline measurement for real-time process control
- Method selection depends on film thickness range, material type, production speed, and whether measurement is inline or offline
- Non-nuclear contactless technologies like millimeter wave offer a modern alternative to traditional nuclear gauges without radiation safety requirements
- A 1% reduction in average thickness can yield €58,000 in annual resin savings on a high-volume line
What Is Polymer Film Thickness Measurement?
Polymer film thickness measurement is the process of determining the physical thickness of plastic or polymer-based films, expressed in microns (µm) or mils, to verify that material meets specification during or after production.
This article focuses on production-scale measurement used in packaging, medical, nonwovens, and industrial film manufacturing — typically in the 1 µm to several millimetre range.
That scope is distinct from nanometre-scale thin film measurement used in semiconductors and laboratory research, where techniques like X-ray reflectometry (XRR), transmission electron microscopy (TEM), and ellipsometry are standard.
In production environments, thickness measurement serves two distinct functions:
- Offline QC/lab testing: Sampling-based measurement performed on specimens removed from the production line
- Inline process monitoring: Continuous, real-time feedback during extrusion or converting operations
Why Accurate Polymer Film Thickness Measurement Matters
Film thickness directly controls mechanical performance, including tensile strength, barrier properties, and heat-seal integrity. Deviations above or below specification cause product failures in end-use applications and customer complaints.
The cost impact is substantial. Relying on offline sampling forces operators to over-gauge films to ensure minimum thickness specifications are met. A 1% reduction in average thickness on a 2,200 lb/h line yields $58,000 in annual resin savings. Even a 2–3% average thickness reduction, if controllable, can significantly improve material yield on high-volume runs.
Quality compliance also depends on accurate measurement. ASTM standards E252, D6988, and D8136 exist specifically to standardise film thickness measurement and reporting. Non-compliance or inconsistent methods can create disputes between film producers and buyers, as demonstrated in one documented case where a film converter rejected 10% to 15% of material due to thickness disputes, costing the converter $72,500 and the producer up to $14,500 monthly. Choosing the right measurement method is the first step toward avoiding these outcomes.
Main Methods for Measuring Polymer Film Thickness
Each measurement method operates on a different principle, with distinct precision levels and application fit. The right choice depends on film type, thickness range, speed requirements, and whether the measurement is inline or offline.
Contact and Mechanical Methods
Micrometer-based measurement (ASTM D6988) uses a contact probe that physically clamps the film and reads thickness. This method is inexpensive and widely used, but subject to significant limitations:
- Deforms material under 25 µm, introducing compression bias that skews readings low
- Varies between operators due to inconsistent probe pressure, reducing reproducibility
- Delivers only ±0.05 mils mechanical precision — equivalent to ±5% or more on very thin films
ASTM D6988 explicitly lacks a precision statement due to numerous influencing factors, and a compression of just 0.03 mils artificially reduces the reading by 3% of overall material thickness.
Gravimetric/weight-based measurement (ASTM E252) calculates thickness from mass, density, length, and width using the formula T = M / (A · D). This method is considered the "true average" thickness reference and provides NIST-traceable calibration for advanced non-contact standards. However, it is time-consuming, unsuitable for capturing thickness variability profiles, and impractical for inline use.
Optical and Spectroscopic Methods
Near-infrared (NIR) reflectance measurement uses C-H absorbing wavelengths to measure thickness based on light transmission or backscatter. NIR sensors targeting the 2310 nm peak are highly effective for determining polyethylene (PE) film thickness between 10 and 100 µm, and the technology can measure both total thickness and individual barrier layers in coextruded structures.
NIR is sensitive to:
- Incident angle and sensor distance from the web
- Web flutter during production
- Optical interference fringes on thin, clear films
Best results require rigid mounting and positioning over a roller to stabilise web position. Advanced systems mitigate fringe interference using Fringe Suppression Optics (FSO) or Classical Least Squares (CLS) algorithms.
Ellipsometry and spectroscopic methods offer highly accurate measurement for transparent single-layer and multilayer films in lab settings, typically in the 1 nm to 10 µm range. Practical constraints limit where these methods apply:
- Interference oscillations become difficult to resolve above several tens of microns
- Requires smooth, optically consistent surfaces
- Needs prior knowledge of optical constants for each material
- Not suitable for rough, opaque, or filled films
- Generally impractical for inline production environments
Radiation-Based Methods
Nuclear/beta transmission gauges have been historically common in inline film measurement due to high accuracy and speed. These systems emit radiation (typically from Krypton-85 or Strontium-90) through the web; the radiation is attenuated by the material, and a detector measures the remaining signal.
Yet geopolitical supply chain issues for Krypton-85 and strict regulatory burdens are accelerating the move away from beta transmission gauges. Compliance requirements include:
- Sealed Source and Device Registration
- Periodic leak testing
- Dedicated radiation safety programmes
- Costly end-of-life disposal procedures
These burdens make nuclear gauges an increasing liability in modern facilities — driving adoption of the non-nuclear alternatives covered below.
Advanced Non-Contact Methods
Capacitance-based measurement (ASTM D8136) uses an electric field to sense film thickness without physical contact. Systems complying with ASTM D8136 deliver repeatable precision to ±0.001 mils, making them 50 times more precise than standard micrometers.
This method:
- Eliminates compression bias entirely
- Offers at least 10× the precision of micrometers
- Covers 2.5 to 250 µm thickness range
- Is suitable for detailed profile scans across a roll
Capacitance gauges are primarily an offline/lab technology used for quality control profiling, though they can be deployed inline under controlled conditions.
Millimeter wave (M-Ray) technology is a non-nuclear, non-contact method that uses millimeter wave signals to measure film thickness inline at production speeds. The technology operates on a time-of-flight principle: electromagnetic waves slow down when penetrating materials such as plastic, and through accurate time measurements of this wave propagation, the system measures thickness.

M-Ray technology characteristics:
- Works at 60 GHz frequency
- Unaffected by film surface gloss, colour, or pigmentation
- Suitable for single and multilayer structures
- Enables real-time closed-loop process control
- Requires no radiation safety protocols or licensing
This technology underpins Hammer-IMS measurement systems for polymer film production.
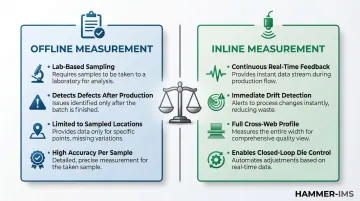
Inline vs. Offline Measurement: What Production Managers Need to Know
Offline measurement involves taking samples from the production line and measuring them in a quality control lab. This approach provides high accuracy for specific samples but only reveals problems after the fact. It cannot prevent defective material from being produced and is limited to sampled locations rather than full-web coverage.
Inline measurement uses sensors mounted directly on the production line to continuously measure film thickness across the web in real time. This approach:
- Enables immediate detection of thickness drift
- Supports closed-loop control for automatic die adjustment
- Reduces the amount of out-of-spec material produced before correction
- Provides cross-web profile data for process optimization
Standardised non-contact capacitance profiling (ASTM D8136) can cut scrap rates substantially. At one documented facility, rejections dropped from 10–15% to 0.5%, saving over £145,000 annually.
Raw material is the dominant cost in film and sheet production, so running even 1% over-gauge costs hundreds of thousands of pounds annually. Downgauging directly correlates to financial savings — a 5% reduction in gauge translates to a 5% reduction in material cost.
Key inline deployment considerations include:
- Web speed and sensor response time
- Sensor mounting stability to minimise vibration
- Cross-web scanning vs. single-point measurement
- Integration with production control systems
- Whether the technology requires calibration downtime or can run continuously
How to Choose the Right Film Thickness Measurement Method
No single measurement method suits every application. The right choice depends on your film properties, production environment, and whether you need real-time process control or periodic quality verification. Use the criteria below to narrow your options.
Film Type and Thickness Range
- Contact and gravimetric methods are adequate for thicker films (above 50 µm) in low-speed or sampling contexts
- For thin films (under 25 µm) or high-value specialty films (medical, barrier packaging), non-contact methods with higher precision are essential to avoid measurement-induced error
- Ellipsometry works well for nanometer-to-micron scale films in lab environments but is impractical for production
Production Environment Requirements
- Nuclear gauges offer high inline accuracy but introduce regulatory and safety overhead
- NIR works well for specific polymer types but requires careful installation to manage web flutter and optical interference
- Millimeter wave/M-Ray and capacitance systems are better suited to diverse polymer types without material-specific calibration complexity
- X-ray transmission systems eliminate radioactive isotope compliance burdens while providing fast detector response
Inline vs. Offline Trade-Off
- For process optimisation and waste reduction, inline measurement is the only path to real-time correction
- For batch QC, incoming inspection, or R&D profiling, high-precision offline methods like capacitance profiling (D8136) or gravimetric (E252) are the right fit
Decision Framework
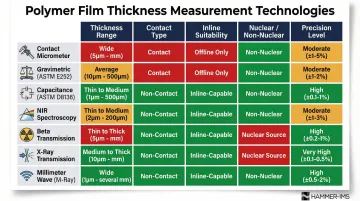
The table below summarises key attributes across all major methods to help you make a direct comparison.
| Technology | Typical Range | Contact/Non-Contact | Inline Suitability | Nuclear/Non-Nuclear | Typical Precision |
|---|---|---|---|---|---|
| Contact Micrometer | >25 µm | Contact | Offline only | Non-nuclear | ±0.05 mils |
| Gravimetric (E252) | All ranges | Offline only | Offline only | Non-nuclear | ±0.3% (density-limited) |
| Capacitance (D8136) | 2.5–250 µm | Non-contact | Both (primarily offline) | Non-nuclear | ±0.001 mils |
| NIR Spectroscopy | 10–100+ µm | Non-contact | Inline | Non-nuclear | Moderate (fringe-sensitive) |
| Beta Transmission | 15–1200+ µm | Non-contact | Inline | Nuclear | High |
| X-Ray Transmission | 5–8000 µm | Non-contact | Inline | Non-nuclear | High |
| Millimeter Wave (M-Ray) | 40 µm–mm's | Non-contact | Inline | Non-nuclear | High |
How Hammer-IMS Can Help
Hammer-IMS specialises in non-nuclear, contactless inline thickness measurement for polymer film and sheet producers. The company's M-Ray technology — built on millimeter wave measurement principles — was developed specifically for industrial production environments where real-time accuracy, safety, and process control integration are priorities.
Key differentiators for film producers:
- Works across a wide range of polymer film types without material-specific recalibration between production runs
- Requires no radioactive source licensing, shielding, safety programmes, or regulatory compliance overhead — unlike nuclear beta gauges
- Integrates with production control systems via Connectivity 3.0 software for closed-loop die adjustment, real-time feedback, and full data logging
- Measures continuously at production speeds without interrupting operations
These capabilities translate directly to production floor results. Hammer-IMS systems are deployed by film and sheet producers across packaging, medical, nonwovens, and industrial sectors — including Westlake Plastics and Orfit Industries, both of which operate high-throughput extrusion lines where measurement consistency directly affects yield.
The technology supports both cross-web scanning and profile measurement, enabling detection of thickness variations across the full web width and providing the data necessary for automated die adjustment and process optimisation — closing the loop between measurement and production control.
Frequently Asked Questions
What is the most accurate method for measuring polymer film thickness in production?
For average thickness, gravimetric measurement (ASTM E252) is the reference standard, offering NIST-traceable calibration. For inline production, non-contact methods like millimeter wave provide the best combination of precision and real-time process feedback. The right choice depends on whether you need average verification or continuous profiling.
What is the difference between contact and non-contact film thickness measurement?
Contact methods physically touch the film and can introduce compression bias, especially for thin or soft films. Non-contact methods measure without touching the film, eliminating deformation errors and enabling measurement of delicate or fast-moving materials during production.
Can polymer film thickness be measured inline during production?
Yes, inline measurement is achievable with technologies such as NIR, nuclear beta gauges, X-ray transmission, and millimeter wave (M-Ray) systems. Inline measurement enables real-time process correction, reducing waste and out-of-spec production compared to offline sampling approaches.
What ASTM standards apply to plastic film thickness measurement?
Three main ASTM standards apply: E252 (gravimetric average thickness, NIST-traceable), D6988 (micrometer-based point measurement), and D8136 (non-contact capacitance profiling, 2.5–250 µm). D8136 suits cross-web profiling applications; E252 is the reference for average thickness verification.
Why are non-nuclear measurement technologies replacing nuclear gauges for film thickness?
Nuclear gauges carry significant overhead: radiation licensing, shielding, safety protocols, and regulatory compliance. Compounding this, geopolitical supply chain disruptions for Krypton-85 source capsules and high total cost of ownership have accelerated the shift to non-nuclear alternatives like millimeter wave and NIR, which now deliver comparable accuracy without these constraints.
What thickness range can different polymer film measurement methods handle?
Measurement range varies by method:
- Contact micrometers: best above 25 µm (compression bias affects thinner films)
- NIR and capacitance: roughly 1 µm to several hundred µm
- Millimeter wave: broad range including thick films and sheet materials
- Ellipsometry: down to 1 nm for lab research, but impractical above 10 µm in production