Introduction
In the textile industry, a single undetected surface defect (a hole, a streak, a weight deviation) can compromise an entire production run, trigger costly customer returns, and damage brand reputation before the root cause is ever found.
Surface inspection sits at the intersection of quality control, waste reduction, and production efficiency — acting as a critical checkpoint across fabric manufacturing, dyeing, finishing, and technical textile production.
Despite its critical importance, many textile manufacturers still rely on manual inspection methods that are slow, inconsistent, and incapable of keeping up with modern production speeds. This guide breaks down what surface inspection involves, which defects it catches, how different technologies compare, and what modern automated systems make possible — so you can make informed decisions about your quality control process.
Key Takeaways
- Surface inspection identifies defects, irregularities, and measurement deviations in fabric surfaces during or after production
- Covers visible flaws (holes, stains, broken threads) alongside measurable properties like weight, thickness, and coating uniformity
- Grading systems such as the 4-point system provide standardised frameworks for scoring defects and making pass/fail decisions
- Automated inline inspection outperforms manual methods in speed, consistency, and real-time process feedback
- Catching defects early reduces material waste, prevents downstream failures, and enables closed-loop production control
What Is Surface Inspection in the Textile Industry?
Surface inspection is the structured examination of textile materials—woven, knitted, nonwoven, or technical—to identify any deviation from a defined quality standard, whether that deviation is visual, structural, or dimensional.
The scope extends well beyond apparel fabric pre-production checks. Surface inspection covers inline examination during weaving, knitting, dyeing, coating, lamination, and nonwoven bonding processes, covering the full textile value chain. Whether you're producing automotive airbag fabric, filtration media, or fashion textiles, surface inspection verifies that materials meet specifications before further processing adds cost and value.
Three Main Inspection Approaches
Effective textile quality programmes combine three complementary methods:
- Manual visual inspection: Inspector-led, offline examination under controlled lighting — suited to detecting surface irregularities that require human judgment
- Automated camera-based inspection: Machine vision systems that flag surface anomalies in real time using image processing algorithms
- Measurement-based inspection: Sensor technology that quantifies properties like thickness, basis weight, or coating uniformity — catching deviations invisible to the naked eye

Each approach targets different defect categories. Combining all three is what separates reactive quality checks from genuinely proactive process control.
Why Surface Inspection Is Critical in Textile Manufacturing
The Direct Production Cost Impact
Research from Eurofins shows that approximately 20% of garment defects originate at the fabric level. Catching defects early—before cutting, sewing, or further processing—is exponentially cheaper than discovering them post-production. The Cost of Poor Quality (COPQ) for major brands and retailers averages between 5% to 8% of the FOB product purchase price, costing the industry billions annually.
In specific sectors, fabric defects account for an even higher proportion of failures. A study of 8,000 military garments found that 85% of quality problems were textile-related, with fabric shading alone accounting for 38% of non-conformances.
The Downstream Cascade Effect
An undetected defect in raw fabric or a nonwoven substrate compounds through every subsequent production step. Cut panels must be scrapped, finished goods fail customer audits, and shipments trigger returns or chargebacks. Products that fail to meet expectations account for 47% of vendor chargebacks, with chargeback fees reaching up to 20% of an invoice value.
The financial case for early-stage inspection extends beyond avoiding chargebacks. Pre-consumer material waste in cut-and-sew processes alone reaches approximately 18% of total fabric, whilst implementing AI-driven defect detection systems has been shown to reduce fabric waste by approximately 20% in large-scale production facilities.
Supporting Operational Goals and Safety
Surface inspection connects to broader operational objectives:
- Reduced material waste and higher yield
- Improved delivery reliability
- Compliance with buyer or regulatory specifications
- Faster root-cause identification when process deviations occur
In technical textile sectors—automotive, medical, construction—surface quality is not just commercial but safety-critical. Airbag fabrics require precise coating uniformity to prevent burn-through during deployment, whilst HEPA filters and medical face masks can fail catastrophically due to pinhole leaks that allow viruses and particulates to bypass filtration media.
Common Textile Surface Defects and What Inspectors Look For
Appearance-Based Surface Defects
These are the defects most visible to end consumers and most likely to trigger returns:
- Holes, tears, and snags — cuts or physical breaks in the fabric structure
- Stains, oil spots, and contamination marks — foreign matter embedded in or on the surface
- Colour streaks and shading variations — end-to-end or edge-to-edge tonal inconsistencies
- Dye spots — isolated patches of unintended colour
- Print misalignments or smudges — pattern registration errors in printed fabrics
Research shows that fabric holes and oil stains alone can constitute 18% to 43% of total defects in finished garments.
Structural and Weave-Related Defects
These affect both aesthetics and mechanical performance, particularly critical in technical textiles:
- Broken or missing threads — warp or weft discontinuities that weaken tensile strength
- Slubs — thick yarn irregularities that create visible surface bumps
- Dropped stitches in knits — missing loops that distort the knitted structure
- Misweaves or pattern deviations — incorrect thread interlacement altering the intended design
- Selvage or edge irregularities — non-uniform fabric edges that complicate downstream cutting
In filtration fabrics, geotextiles, and automotive components, even a single broken thread can compromise load-bearing capacity or fluid resistance — failure modes that visual inspection alone may miss until it's too late.
Measurement-Based Deviations
Surface inspection must also capture deviations that are often invisible to the naked eye but critically affect product performance:
- Fabric weight (GSM) inconsistencies — variations in grams per square metre that affect drape and durability
- Thickness or caliper variations — cross-web dimensional changes that cause downstream processing problems
- Coating or lamination uniformity — uneven application of surface treatments that weakens barrier performance
- Basis weight uniformity in nonwovens — mass distribution irregularities that create weak zones
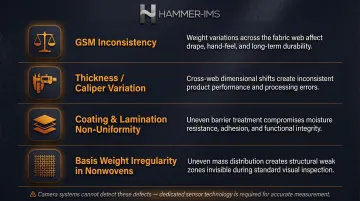
These deviations require dedicated inline measurement technology. Camera-based vision systems are blind to them — detecting GSM shifts or caliper variation demands sensor technologies such as microwave or millimeter-wave gauges capable of measuring through the full material cross-section in real time.
How Textile Surface Inspection Works – Step by Step
Effective surface inspection isn't a single action but a structured process that happens across different production stages. Skipping or rushing any step is how defects get missed or misclassified.
Step 1 – Define Standards and Acceptance Criteria
Establish what "acceptable" looks like before inspection begins:
- Specify the defect classification system (e.g., 4-point system for fabric, AQL sampling levels for finished goods)
- Set pass/fail thresholds (e.g., maximum penalty points per 100 square metres)
- Confirm applicable standards (ASTM D5430, ISO testing methods, or buyer-specific requirements)
Without this step, inspectors cannot make consistent, defensible decisions. Well-defined criteria ensure consistency across assessments, alignment with buyer expectations, and a reliable baseline for benchmarking performance over time.
Step 2 – Select the Right Inspection Method and Environment
For manual inspection, proper setup is critical:
- Lighting conditions - Cool white fluorescent backlighting at 600–1000 lux
- Fabric angle - 45–60 degrees to the inspector
- Controlled speed - No more than 15 yards per minute to maintain accuracy
For automated inspection, configure:
- Appropriate camera resolution and sensor placement
- Line speed calibration
- Image processing parameters
Choose between offline inspection (fabric reviewed on dedicated inspection frames after production) and inline inspection (sensors and cameras integrated directly into production lines for real-time detection). Inline systems flag defects immediately during the run, enabling real-time production adjustments before material moves further down the line.
Step 3 – Conduct the Surface Scan
Manual Inspection Process
Inspectors examine the full fabric surface under standardised lighting, flagging defects with stickers and recording their location and type. However, human visual inspection efficiency degrades significantly due to fatigue, typically capturing only 60-75% of defects, especially at speeds above 15 yards per minute.
Automated Inspection Process
Cameras or sensors scan the material continuously, with image processing algorithms identifying anomalies in real time and logging defect location, type, and severity. Automated machine vision systems achieve over 97% defect detection rates and can operate at speeds of 120 to 300 metres per minute.
Advanced systems, such as those using Hammer-IMS's M-Ray technology, extend this capability further: contactless measurement of thickness and basis weight uniformity runs simultaneously with defect detection, identifying both visible and dimensional deviations in a single pass.
| Feature | Manual Inspection | Automated Vision |
|---|---|---|
| Detection Rate | 60-75% | 96.6-97.4% |
| Inspection Speed | Max 15 yards/min | 120-300 metres/min |
| Fatigue Impact | High (degrades after 10 mins) | None (continuous) |
| Data Logging | Manual, error-prone | Real-time, automated |

Step 4 – Grade and Classify Defects
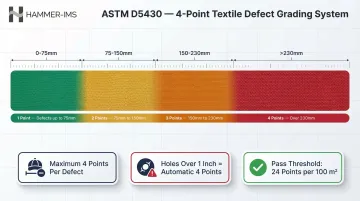
The ASTM D5430 4-point system assigns penalty points based on defect length:
- 1 point - Defects up to 75mm (3 inches)
- 2 points - 75mm to 150mm (3 to 6 inches)
- 3 points - 150mm to 230mm (6 to 9 inches)
- 4 points - Over 230mm (9 inches)
Critical rules:
- Maximum 4 points deducted per individual defect
- Holes over 1 inch automatically receive 4 points
- Total penalty points calculated per 100 square metres
- Common passing threshold: 24 points per 100 square metres
The 10-point and Dallas systems offer alternatives, but the 4-point system remains the industry standard. Agree on the scoring system with buyers before inspection begins to avoid disputes.
Step 5 – Document Findings and Close the Loop
Each inspection record should contain:
- Roll-by-roll defect logs
- Total penalty point scores
- Deviation reports for measurement-based parameters (weight, width, thickness)
- Shade variation notes
- Disposition decisions (accept, conditional use with defect marking, or reject)
Documentation makes inspection actionable rather than just observational. The most undervalued step, though, is closing the loop: feeding findings back into production to identify root causes and trigger corrective action. Done consistently, this shifts inspection from a reactive gate into a driver of measurable yield improvement — defect rates drop, and production teams can pinpoint which process variables are responsible.
How Hammer-IMS Can Help
Hammer-IMS develops innovative, non-nuclear measurement systems built for industrial material inspection. Their M-Ray millimetre wave technology is designed for contactless, in-process measurement of textiles, nonwovens, and technical materials.
What M-Ray Technology Delivers
Hammer-IMS's inline measurement systems bring capabilities to textile surface inspection that traditional methods cannot match:
- Measures thickness, basis weight, and coating uniformity across the full web width simultaneously in real time
- Operates without contact, protecting delicate or finished surfaces from damage
- Uses electromagnetic millimetre waves instead of radioactive sources—no licensing requirements, no safety hazards
- Runs at full production speed without sacrificing measurement accuracy
The systems support a broad range of materials, as Heimbach—a global technical textile manufacturer—confirms: "Hammer-IMS's measuring systems support a broad range of nonwovens as well as textiles (Felts and Fabrics)."
Closed-Loop Production Control
Measurement data feeds directly into production process controls, triggering automatic adjustments that reduce variation, tighten thickness tolerances, and cut material waste—without stopping the line. The system integrates with major PLC platforms and communicates via:
- Modbus TCP/IP
- OPC/UA
- PROFINET
- Ethernet/IP
Clients in demanding technical textile environments—including Balta, Autoneum, and Autins Group—rely on this capability to maintain consistent product specifications whilst reducing waste through continuous, automated process optimisation.

Data Analytics and Quality Documentation
Data logging and analytics integration provides historical production records that support quality documentation, trend analysis, and process optimisation. Width detection accuracy reaches better than 100 micrometres, and basis-weight monitoring enables immediate production adjustments the moment a deviation appears. For manufacturers with traceability or sustainability reporting requirements, the continuous data record replaces periodic sampling with a complete production history.
Frequently Asked Questions
What is textile inspection?
Textile inspection is the systematic process of examining fabric or textile materials at one or more stages of production to verify they meet defined quality standards. It covers visual defects, dimensional accuracy, weight, colour, and construction integrity before materials proceed to the next production stage or are shipped.
What are the 4 types of inspections in the textile industry?
The four common types are pre-production inspection, in-process (inline) inspection, pre-shipment inspection, and laboratory/testing inspection. Each targets a different stage of the supply chain, from raw material intake through to finished goods verification.
What are the common scoring systems used in textile surface/fabric inspection?
The 4-point system (ASTM D5430) is the most widely used, assigning 1–4 penalty points per defect based on length with a pass threshold of 24 points per 100 square metres. The 10-point and Dallas systems are also used in certain markets; buyer specifications typically dictate which applies.
What defects does textile surface inspection detect?
Surface inspection identifies three broad defect categories: visible surface flaws (such as holes, stains, or misprints), structural defects (such as broken threads or weave irregularities), and measurement deviations (such as GSM inconsistency or coating non-uniformity). Automated systems can flag both visible and invisible deviations in a single pass.
What is the difference between manual and automated textile surface inspection?
Manual inspection uses trained operators examining fabric under controlled lighting, typically below 15 yards/minute, and is prone to fatigue and subjective judgment. Automated systems use cameras, sensors, and image processing to inspect at full production speeds with consistent accuracy and real-time defect logging.
At what stage of production should surface inspection be conducted?
Inspection should occur at multiple stages: incoming raw material receipt, inline during manufacturing, and pre-shipment of finished goods. Catching defects at the earliest stage is the most cost-effective intervention, since undetected flaws grow more expensive to remediate the further they travel down the production line.