Introduction
Nonwoven fabric thickness is a direct performance indicator — affecting filtration efficiency, absorbency, tensile strength, and thermal insulation. A fraction of a millimetre off-spec can mean product rejection or field failure.
Many manufacturers monitor basis weight closely but overlook thickness variation, which can signal uneven fibre distribution, inconsistent calendering, or bonding problems before other defects appear. Over-specification wastes raw material; under-specification risks customer returns.
This guide covers the full measurement picture for nonwoven thickness:
- What thickness actually measures — and what it reveals about production quality
- Why it matters for quality control and end-use performance
- Which international standards govern measurement methods
- How to measure thickness in the lab and inline during production
- Common challenges manufacturers face when controlling it consistently
Whether you're producing meltblown filtration media or heavy needlepunched geotextiles, consistent thickness control directly reduces scrap, rework, and specification failures.
Key Takeaways
- Nonwoven fabric thickness is the distance between two fabric surfaces under specified pressure—it directly governs filtration, insulation, and absorbency performance
- ISO 9073-2 and ASTM D1777 define standard measurement protocols, covering applied pressure, sample conditioning, and multi-specimen averaging
- Lab-based contact gauges capture only snapshot data and cannot detect real-time variation during production
- Inline, contactless technologies like millimetre-wave systems enable continuous monitoring and closed-loop process correction
- Thickness accuracy drives material cost, product yield, and customer satisfaction alongside compliance
What Is Nonwoven Fabric Thickness?
Nonwoven fabric thickness is the perpendicular distance between the two fabric surfaces when measured under a standardised applied pressure—not at zero load. Because nonwovens are compressible, the applied pressure during measurement must always be specified alongside the result. Measuring the same fabric at 0.5 kPa versus 4.14 kPa will yield markedly different values.
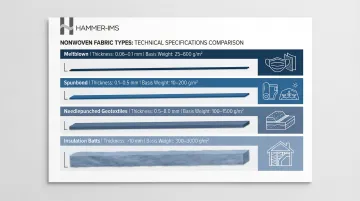
Typical thickness ranges across nonwoven types:
| Nonwoven Type | Thickness Range | Basis Weight Range |
|---|---|---|
| Meltblown | 0.06 mm - 0.1 mm | 15-40 g/m² |
| Spunbond | 0.1 mm - 0.5 mm | 10-150 g/m² |
| Needlepunched Geotextiles | 0.5 mm - 8.0 mm | 80-1,200 g/m² |
| Insulation Batts | >10 mm | >1,000 g/m² |
Thickness, basis weight (gsm), and density are interrelated but distinct properties — none tells the full story in isolation. Two fabrics with identical thickness but different fibre deniers will filter, insulate, or reinforce at entirely different levels, which is why thickness results always need context.
That context starts with understanding how each manufacturing process shapes final loft. Spunbond and meltblown webs are compressed through calendering; needlepunched fabrics are consolidated by penetration depth; spunlace materials are compacted by water jet pressure. Applied tension during production adds another variable — which is why inline measurement and process control need to work together, not in sequence.
Why Nonwoven Thickness Measurement Matters
Thickness directly governs functional performance across every major nonwoven application. The specific properties it controls vary by end use:
- Medical and hygiene products — absorbency, softness, and barrier function
- Filtration media — porosity, pressure drop, and particle capture efficiency
- Automotive acoustics and thermal insulation — sound attenuation and R-value
- Geotextiles — load distribution and drainage capacity
Quality Control Implications
Thickness variation across a roll or between production batches signals inconsistent fibre distribution, uneven calendering, or bonding problems — often before other properties are tested. It's a leading indicator of structural defects.
The cost consequences cut both ways:
- Over-specification (producing fabric thicker than spec) wastes raw material and increases cost per metre
- Under-specification risks customer rejection or product failure in the field
- Tighter thickness control directly reduces the safety margin manufacturers must pad into production
Manual measurement methods typically force manufacturers to operate at 3% safety margins — equivalent to 200 micrometres of excess material. Inline measurement can reduce this to 20 micrometres, a 90% reduction that translates to substantial material savings.
Regulatory and Compliance Requirements
Medical textiles, automotive, and construction industries all carry defined thickness tolerances in their material specifications and certifications. Failure to document thickness against the correct standard can result in non-conformance findings during audits.
Five reasons thickness measurement drives production outcomes:
- Ensures fabrics meet functional performance requirements for their application
- Detects process deviations before defects propagate through a production run
- Eliminates over-specification waste and reduces cost per metre
- Satisfies industry standards and certification requirements
- Prevents customer rejection by confirming conformance to specification
How Nonwoven Fabric Thickness Is Measured
There are two distinct measurement contexts: laboratory (offline, on cut specimens) and inline (online, during production on a moving web). Standard methods govern lab testing, while inline systems capture thickness variation in real time without stopping the line.
Standards for Nonwoven Thickness Measurement
ISO 9073-2 is the primary international standard for nonwoven fabric thickness determination. It specifies:
- Test conditions: 20°C ± 2°C, 65% ± 5% RH per ISO 139
- Applied pressure: 0.5 kPa for normal nonwovens
- Presser-foot area: Approximately 2,500 mm²
- Dwell time: 10 seconds
- Sample size: 10 specimens, each larger than 2,500 mm²
- Measurement resolution: 0.01 mm for normal fabrics; 0.5 mm for bulky fabrics >20 mm
The equivalent Chinese standard is GB/T 3820. ASTM D1777 is the parallel North American standard, but it specifies a significantly higher applied pressure (4.14 kPa) compared to ISO 9073-2 (0.5 kPa). This difference will produce lower apparent thickness readings for compressible nonwovens.
Critical point: The applied pressure must always be reported alongside the thickness value to make results comparable. Different pressure settings yield materially different results.
Knowing which standard applies is the first step. Executing it correctly is the second — and that's where most lab errors occur.
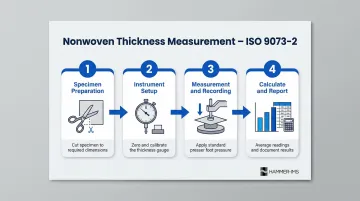
The Measurement Process: Step by Step
Step 1 — Specimen preparation:
- Cut 10 specimens to the correct size for the fabric category
- Condition them in the standard atmosphere (20°C ± 2°C, 65% ± 5% RH) for the required period
- Common mistake: Testing unconditioned samples introduces moisture-driven variability
Step 2 — Instrument setup:
- Zero the thickness gauge (such as YG(B)141D or equivalent digital fabric thickness gauge) with the correct presser foot installed
- Confirm calibration status
- Set the load to the specified pressure (0.5 kPa for ISO 9073-2)
- Best practice: Calibrate daily or before each test series
Step 3 — Measurement and recording:
- Place each specimen flat and tension-free under the presser foot
- Lower the foot gently and hold for the specified dwell time (10 seconds for ISO 9073-2)
- Record the reading to the specified resolution (0.01 mm for standard fabrics)
- Repeat for all 10 specimens
Step 4 — Calculate and report:
- Compute the mean of the 10 readings
- Report as the fabric thickness alongside:
- Standard reference (ISO 9073-2 or ASTM D1777)
- Applied pressure (e.g., 0.5 kPa)
- Conditioning conditions
- Any deviations from standard protocol
Omitting the standard reference makes thickness data effectively non-comparable — a 0.5 kPa result and a 4.14 kPa result for the same fabric can differ enough to trigger specification failures if the context isn't clear.
Common Measurement Challenges in Nonwoven Production
The Snapshot Limitation
Lab-only measurement provides point-in-time snapshots of cut specimens, not continuous information about the moving production web. By the time a lab result is available, hundreds of metres of out-of-spec fabric may already have been produced. That lag means quality assurance confirms what was made — but does nothing to prevent the next defect from forming.
Cross-Web Thickness Variation
Nonwoven fabrics frequently show thickness profiles that vary from edge to centre to edge due to:
- Uneven fibre lay
- Calendering roll deflection
- Die lip variation
- Tension gradients
A single specimen measurement—or even 10 specimens from one cross-section—may not capture this variation. Measuring at multiple points across the web width is essential for true process understanding.
Compressibility as a Measurement Accuracy Challenge
Nonwovens, especially lofty or needlepunched types, are highly compressible. Small differences in applied pressure produce large differences in measured thickness. This makes equipment calibration, presser-foot contact area, and consistent dwell time critical. Contact measurement is inherently variable on soft, lofty structures.
These three challenges — snapshot timing, cross-web variation, and compressibility — point toward the same solution.
The Case for Inline, Contactless Measurement
Inline, contactless measurement addresses each one directly:
- Full-run monitoring – tracks every metre of the production web, not just sampled points
- No contact-induced compression – eliminates pressure variability
- Real-time data – enables process feedback before defects propagate
Millimetre-wave inline gauges — such as those using M-Ray technology — deliver all three without radioactive sources, making them practical for continuous nonwoven production environments.
How Hammer-IMS Can Help
Hammer-IMS provides inline, contactless nonwoven thickness measurement using M-Ray (millimetre-wave) technology, a non-nuclear, radiation-free approach that continuously scans full web width during production. Operating at 60 GHz, M-Ray gauges never compress or contact the fabric, which eliminates the compressibility distortion inherent in contact methods.
Measurements are captured in real time at production speeds, giving manufacturers a continuous picture of thickness variation across the web.
Operational benefits:
- Detects process deviations across the web in real time — uneven fibre distribution, calender gap drift, and similar issues — before out-of-spec material accumulates
- Connects to enterprise systems via Connectivity 3.0 software for remote monitoring, data logging, and analytics integration
- Supports closed-loop integration so process parameters adjust automatically, reducing out-of-spec output
The Marveloc-CURTAIN system, equipped with M-Ray technology, can measure nonwoven materials at early stages of the production process — before needle-punching entanglement and before thermal-bonding operations. This early-stage visibility allows manufacturers to correct process parameters before defects are locked in.
That early correction has a direct financial impact. Reducing safety margins from 200 micrometres to 20 micrometres translates to measurable material cost savings. For high-volume continuous web lines, the reduction in raw material "giveaway" typically yields a full ROI within 6 to 12 months.

Hammer-IMS serves nonwoven manufacturers across several end markets:
- Automotive (acoustic and thermal insulation)
- Hygiene products (diapers, wipes, femcare)
- Filtration media
- Technical textiles
Proven deployments include Orfit Industries (medical thermoplastics) and Heimbach (technical textiles). The technology is environmentally safe and works alongside periodic lab testing per ISO 9073-2, providing the continuous production intelligence that offline methods cannot.
Conclusion
Nonwoven fabric thickness is a foundational quality parameter that affects performance, compliance, and production cost. Accurate, reproducible measurement per ISO 9073-2 or ASTM D1777 is the starting point — but at modern production speeds, static lab testing alone cannot keep pace.
Combining standardised lab testing with inline, contactless process monitoring gives manufacturers real-time control that offline sampling simply cannot provide. Facilities that integrate both approaches typically see measurable gains across the production floor:
- Tighter thickness tolerances with fewer out-of-spec rolls
- Reduced raw material consumption through elimination of over-specification
- Faster corrective response when process drift occurs
- Cleaner compliance records tied to continuous measurement data
The manufacturers who make that investment gain the process visibility needed to optimise line parameters consistently — and to demonstrate product quality to customers with data, not just batch reports.
Frequently Asked Questions
What is the standard test method for measuring nonwoven fabric thickness?
ISO 9073-2 is the primary international standard, specifying specimen preparation, 0.5 kPa applied pressure, 10-specimen sampling, and controlled conditioning conditions (20°C ± 2°C, 65% ± 5% RH). ASTM D1777 is the equivalent North American standard, though it uses a higher applied pressure (4.14 kPa).
How does fabric thickness affect nonwoven performance properties?
Thickness directly influences several key performance properties:
- Filtration efficiency — controlled by porosity and pressure drop
- Absorbency — determined by available void volume
- Thermal insulation — expressed as R-value
- Mechanical strength — driven by fibre entanglement density
- Comfort — governed by loft and softness
Each application calls for a different thickness range optimised for its function.
What pressure is applied during ISO 9073-2 nonwoven thickness testing?
ISO 9073-2 specifies 0.5 kPa for normal nonwovens, with the presser foot held in contact for 10 seconds. The applied pressure must always be reported alongside the measurement result since nonwovens are compressible and produce different thickness values at different pressures.
What is the difference between contact and contactless nonwoven thickness measurement?
Contact methods (fabric thickness gauges per ISO 9073-2) physically press on the specimen and are suited to lab testing on cut samples. Contactless inline methods — such as millimetre-wave gauges — measure without touching the moving web. This prevents compression distortion and enables real-time production monitoring across the full web width.
How often should a fabric thickness gauge be calibrated?
Best practice per ISO 9073-2 is to calibrate the instrument daily or before each test series. The instrument should be re-zeroed with the correct presser foot in position before testing begins to ensure accurate, repeatable results.
Can nonwoven thickness be measured inline during production?
Yes. Inline measurement is possible using non-contact technologies such as millimetre-wave systems, which scan the full web width continuously at production speeds. This enables real-time process feedback and closed-loop thickness control — capabilities that lab-only testing cannot match — cutting material waste and tightening quality tolerances.