Introduction
Nonwoven fabrics appear in some of the most demanding applications imaginable — surgical gowns, filtration media, automotive interiors, geotextiles — where a single quality failure can trigger recalls, safety hazards, or compliance violations.
When a batch of surgical drapes fails bacterial penetration testing, or a filtration layer delivers inconsistent particle capture, the damage extends well beyond rework. Manufacturers face regulatory penalties and reputational harm that can take years to repair.
Those risks are compounded by how difficult consistent quality is to maintain in nonwoven production. Unlike woven fabrics, properties like basis weight, tensile strength, and fibre uniformity can shift invisibly across a production run, making a structured quality control approach essential at every stage.
The cost of poor quality in manufacturing averages around 15% of sales revenue, with internal failures — scrap, rework, downtime, and yield losses — consuming up to 35% of revenue in complex production environments. For continuous web manufacturers, a single shift running without real-time feedback can generate enough off-spec material to eliminate a week's profit margin.
This article explains the systematic quality control measures that ensure every metre of nonwoven fabric meets specification — from raw material inspection through finished product validation — and how the industry is shifting from periodic sampling to continuous in-line measurement to minimise waste and variability.
Key Takeaways
- Nonwoven QC covers every production stage, from raw material inspection through web formation, bonding, and final testing
- Key tests — GSM, tensile/tear strength, air permeability, absorbency, and chemical safety — each map to specific end-use requirements
- Modern QC is shifting from offline sampling to continuous in-line measurement with real-time process feedback
- Adherence to standards like ISO 9001, OEKO-TEX®, and NWSP protocols is essential for market access, especially in medical and hygiene applications
- Closed-loop systems feed measurement data directly back to machinery, cutting defect rates and reducing material over-use
What Is Quality Control in Nonwoven Fabric Manufacturing?
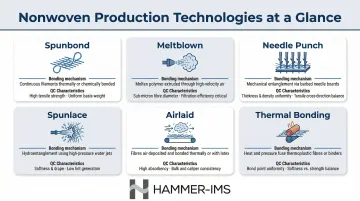
Quality control in nonwoven manufacturing is the structured set of tests, measurements, and process monitoring practices that ensure every production run meets defined physical, chemical, and functional specifications. QC spans three stages: incoming raw materials, in-process variables (web formation, bonding, drying), and finished product validation. It applies across all major production technologies:
| Technology | Bonding Mechanism | QC-Relevant Characteristics |
|---|---|---|
| Spunbond | Continuous filament extrusion and thermal bonding | High strength due to filament attenuation; limited raw material choice |
| Meltblown | Ultra-fine polymer extrusion via hot air | Fibre diameter ~1 micron; low tensile strength; critical for filtration |
| Needle Punch | Mechanical fibre entanglement | Gradation of properties; sensitive to penetration depth |
| Spunlace | High-pressure water jet bonding | Water jet pressure directly impacts strength; excellent softness |
| Airlaid | Air-stream fibre deposition | Lower density; greater softness; no laminar structure |
| Thermal Bonding | Heat-activated polymer bonding | Calendering temperature critical for strength and hand-feel |
The Nonwovens Standard Procedures (NWSP), jointly published by INDA and EDANA, serves as the authoritative global framework for testing and describing nonwoven properties, harmonising language across the supply chain.
Three QC Approaches
- Reactive QC — detects defects after they occur through periodic sampling and lab testing
- Preventive QC — controls process parameters to stop defects before they arise
- Predictive/in-line QC — uses continuous real-time monitoring for immediate production corrections, reducing scrap and rework
Core QC Measures Across the Nonwoven Production Lifecycle
Nonwoven QC works as a chain of controls, not a single checkpoint. Gaps at any stage compound into significant quality or safety failures downstream.
Raw Material Inspection
Raw material quality sets the ceiling for finished fabric quality. Incoming fibres must be checked for:
- Fibre type and denier (fineness)
- Staple length consistency
- Moisture content within tolerance
- Absence of contaminants or impurities
Fibre fineness affects yarn count, evenness, and strength, whilst staple length impacts air permeability and processing ease. For medical and hygiene applications, inspection must also verify chemical purity and supplier certifications, including traceability documentation.
Web Formation Control
Web uniformity—the even distribution of fibres across the full width and length of the moving web—is one of the most critical (and most variable) parameters in nonwoven production. Research on polypropylene spunbond nonwovens demonstrates that as the coefficient of variation (CV) of basis weight increases, tensile strength decreases and elongation at break drops due to premature failure at the weakest points.
Uneven web formation leads to:
- Inconsistent basis weight across the roll
- Thin spots and mechanical weak zones
- Premature failure at low applied forces
- Batch-to-batch variability
Continuous monitoring of web formation parameters — fibre lay, line speed, cross-direction uniformity — catches deviations before they propagate across a full roll. Periodic manual sampling alone leaves too wide a window for off-spec material to accumulate undetected.
Bonding Parameter Control
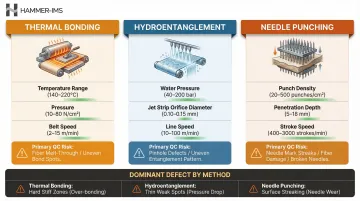
Bonding—whether thermal, chemical, mechanical, or hydroentanglement—directly determines the fabric's strength, hand-feel, and functionality. Key parameters must be held within tight tolerances:
- Thermal bonding: Calender temperature and pressure dictate bond strength; temperatures exceeding the optimum increase excessive polymer flow (plasticity) and brittleness
- Hydroentanglement: Water jet pressure from 5.0 MPa to 14.0 MPa increases tensile strength but decreases elongation and air permeability due to denser fibre packing
- Needle punching: Penetration depth and punch density affect mechanical strength; excessive needling damages fibres
Bonding parameter deviations are a leading cause of off-spec tensile results and bond failure rates. Automated monitoring closes the gap that operator spot-checks leave open, particularly on high-speed lines where conditions shift faster than manual intervention allows.
In-Process and Finished Product Evaluation
In-process evaluation involves continuous or frequent checks of critical parameters (weight, thickness, tensile response) whilst the line is running. Finished product evaluation confirms the roll meets all specifications before dispatch, including:
- Physical testing (basis weight, strength, permeability)
- Visual or optical inspection for defects
- Review of process data logs
Traceability records for each batch — process parameters, test results, raw material certificates — are essential for compliance, customer audits, and root cause analysis. Without them, isolating the source of a defect means guesswork rather than evidence.
Essential Testing Methods for Nonwoven Fabric Quality
Testing translates production intent into measurable proof. Each test method corresponds to a specific performance requirement for a defined end-use, and selecting the right battery of tests requires understanding what the fabric must do in application.
Basis Weight and Thickness
Basis weight (grams per square metre / GSM) and caliper thickness are foundational parameters measured for every nonwoven:
- GSM governs cost, absorbency, barrier performance, and strength
- Thickness affects compressibility, filtration efficiency, and tactile properties
- Typical commercial tolerances range from ±3% (medical nonwovens) to ±8% (industrial applications)
Standard test methods include:
- NWSP 130.1.R0 (20) for basis weight
- ASTM D3776/D3776M-20 for mass per unit area
Mechanical Properties: Tensile, Tear, and Burst Strength
Tensile strength (resistance to pulling apart), tear strength (resistance to propagating a cut), and burst strength (hydrostatic pressure at rupture) are the key mechanical tests. Each matters most in different end-uses:
- Tear strength is the primary concern for geotextiles and wipes, where fabric edges face repeated stress
- Burst strength determines suitability for filtration media and medical applications under pressure
- Tensile strength drives durability specs for hygiene products and apparel nonwovens
Relevant standards:
- ASTM D5034-21 for grab tensile strength
- NWSP 100.2.R1 (20) for trapezoid tear strength
- ASTM D3786/D3786M-18 for burst strength
Air Permeability and Absorbency
Air permeability (rate of airflow per unit area) and absorbent capacity (liquid retained per unit weight) are functionally critical for filtration, hygiene, wound care, and venting applications. These two properties often sit in tension—higher filtration efficiency typically means lower permeability—so QC must verify the correct balance for each application.
Test methods:
- ASTM D737-18 (2023) for air permeability (general applications)
- NWSP 070.1.R0 (20) for air permeability (nonwoven-specific)
- ASTM D1117-01 for absorbency
Chemical and Microbial Safety Testing
Any fabric with skin contact, wound contact, or use in medical and hygiene applications requires two categories of safety testing:
- Chemical residue testing — screens for solvents, binders, heavy metals, formaldehyde, and restricted substances under REACH and OEKO-TEX® regulations, typically using chromatography or spectroscopy
- Microbial bioburden testing — quantifies bacterial and fungal contamination levels to meet medical or hygiene safety thresholds
OEKO-TEX® Standard 100 certification is a widely recognised market signal for consumer safety, covering more than 1,000 harmful substances.
Visual and Optical Defect Detection
Visual inspection detects surface defects that dimensional measurements alone cannot catch. Common defect types include:
- Holes and thin spots
- Fibre clumps and contamination
- Colour variation and edge anomalies
Manual inspection is practical for spot-checks, but automated high-speed camera systems scan full-web width at production speeds—flagging and classifying defects in real time with a consistency no manual process can match.
How In-Line Measurement Technology Is Changing Nonwoven QC
Traditional QC in nonwovens has a fundamental limitation: when checks happen only at the start and end of a production roll, defects in between go undetected until significant waste has been produced. Continuous in-line measurement systems—scanning full web width at production speed—replace periodic sampling with uninterrupted data collection across every metre of fabric.
Offline testing vs. online measurement:
- Offline testing only confirms what already happened
- Online measurement detects drift in real time and enables immediate correction
Closed-Loop Process Control
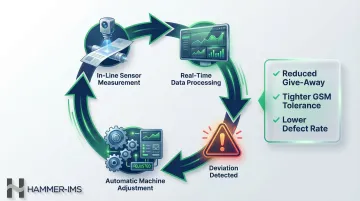
When in-line measurement data is fed directly back to production machinery—adjusting die gap, line speed, or bonding pressure based on live basis weight data—the process self-corrects within tolerance. This is the most direct path to reducing waste and tightening tolerances, delivering:
- Reduced defective product
- Lower raw material over-use (give-away)
- Tighter control of GSM tolerances
- Elimination of safety margins built into every roll
Continuous measurement systems prevent the accumulation of thousands of metres of out-of-spec material and enable target management control (TMC), which automates "down-gauging"—shifting the nominal control target closer to the lower quality limit to provide substantial raw material savings.
The Shift to Non-Nuclear Measurement Technologies
The sensors that feed closed-loop systems matter as much as the control logic itself. Traditional basis weight measurement relies on beta-emission or X-ray sensors (nuclear gauges), which are strictly regulated by bodies like the U.S. NRC and EPA. Compliance obligations include:
- Licensing: Facilities must obtain specific licences to possess and use nuclear gauges
- Leak testing: Sealed sources must be tested for leakage every 6 months
- Recordkeeping: Licensees must maintain records for three years
- Disposal: Nuclear gauges cannot be treated as ordinary waste; they must be returned to authorised licensees
Due to these regulatory burdens and safety concerns, the industry is shifting toward non-nuclear alternatives like Near Infrared (NIR) and Millimeter-Wave (M-Ray) sensors. These solid-state sensors eliminate radiation licensing burdens, safety inspections, and isotope replacement costs, potentially reducing total-cost-of-ownership by €40,000 to €150,000 per line.
NIR sensors add a further advantage: they can selectively measure individual components (such as PE and PET in a blend) and moisture simultaneously—something beta gauges cannot do.
How Hammer-IMS Supports Nonwoven Quality and Process Control
Hammer-IMS develops contactless, non-nuclear measurement systems built for continuous web production environments like nonwovens. The company's M-Ray millimeter-wave technology enables manufacturers to measure basis weight, thickness, and density in-line without touching the material.
Key operational benefits for nonwoven QC:
- Scans the full web width at production speed for uninterrupted coverage
- Feeds measurement data back in real time so operators can correct deviations immediately
- Integrates with production equipment in a closed loop to cut material give-away and reduce over-use
- Connects remotely via Connectivity 3.0 software for data logging, trend analysis, and process documentation
Switching from nuclear gauges eliminates radiation safety requirements, regulatory licensing, and disposal costs. For manufacturers operating under REACH, medical device, or hygiene product compliance frameworks, that simplification is a practical advantage — not just a safety one. Customers like Owens Corning and Autins Group have put this to use in demanding technical nonwoven and industrial applications.

Frequently Asked Questions
What are the most important parameters to measure in nonwoven fabric quality control?
The primary parameters are basis weight (GSM), thickness, tensile/tear strength, air permeability, and absorbency. The relative priority depends on the end-use application — filtration prioritises permeability, whilst medical applications emphasise strength and chemical purity.
What is the difference between in-line and off-line quality control in nonwoven manufacturing?
Off-line QC involves periodic sampling and lab testing of finished material (reactive), whilst in-line QC uses sensors mounted on the production line to measure parameters continuously at speed. Off-line QC involves periodic sampling and lab testing of finished material and is inherently reactive. In-line QC uses sensors mounted directly on the production line to measure parameters continuously, enabling real-time process correction and reducing waste from undetected deviations.
What international standards govern nonwoven fabric quality testing?
Key standards bodies include NWSP (INDA/EDANA standard procedures), ASTM, ISO 9001 for quality management systems, OEKO-TEX® for chemical safety, and FDA compliance for medical/food-contact applications. The applicable standards depend on the target market and application.
How does basis weight (GSM) variation affect nonwoven fabric performance?
GSM variation across a roll creates inconsistent strength, absorbency, or barrier performance, meaning downstream converters may produce end products that fail to meet spec. Tight GSM control through continuous measurement directly reduces defect rates and customer complaints.
What are the most common causes of defects in nonwoven fabric production?
Main root causes include inconsistent raw material input, uneven web formation, out-of-tolerance bonding parameters (temperature, pressure), contamination during processing, and machine wear or misalignment. Most are detectable through in-line process monitoring before defects propagate through an entire roll.
How does real-time measurement reduce material waste in nonwoven manufacturing?
Real-time measurement eliminates the need for over-specification, where extra material is added to compensate for uncertain uniformity. When production stays within confirmed tolerances, manufacturers can trim the safety margin built into every roll, reducing raw material costs per unit.