Introduction
A 5 g/m² shortfall in a geotextile shipment can be enough to fail a project specification — and the consequences reach well beyond a rejected roll. Basis weight, the mass per unit area of a geosynthetic, governs how the material performs across drainage, filtration, reinforcement, and erosion control applications.
When a filtration geotextile arrives underweight, permeability and tensile strength drop. When a geonet is overweight, raw material costs climb for no performance gain.
Incorrect basis weight leads directly to product failures, material waste, customer rejections, and non-compliance with civil engineering standards or project specifications. In safety-critical applications—landfill liners, flood defence, tunnel drainage—underweight product creates both regulatory non-compliance and direct liability exposure.
This guide covers what basis weight is, why it matters, how to measure it correctly (from lab to inline production), and how to act on the data to improve process efficiency and product consistency.
Key Takeaways
- Geosynthetic basis weight (mass per unit area) is expressed in g/m² and is a primary specification parameter across geotextiles, nonwovens, geogrids, and geomembranes
- Standards ISO 9864, EN 965, and ASTM D5261 cover two core methods: cut-and-weigh lab testing and inline production sensors
- Directly affects load-bearing capacity, filtration efficiency, and compliance with project specs
- Inline measurement systems enable real-time feedback and closed-loop control, reducing waste and overproduction
- Measurement method and calibration protocol together determine result reliability
What Is Geosynthetic Basis Weight?
Basis weight is the mass of geosynthetic material per unit area, typically expressed in grams per square metre (g/m²). Depending on the standard or industry context, it's also called mass per unit area or areal density. In US practice, it may be expressed in ounces per square yard (oz/yd²); the conversion factor is 1 oz/yd² = 33.906 g/m².
Where Basis Weight Applies
Basis weight is relevant across all major geosynthetic product families:
- Nonwoven geotextiles (needlepunched, spunbond, meltblown)
- Woven geotextiles
- Geogrids and geonets (including open mesh structures)
- Geomembranes (HDPE, LLDPE, PVC)
- Geocomposites and drainage composites
Application sectors include civil engineering, road construction, drainage and filtration, landfill containment, slope erosion control, agriculture, and industrial groundworks.
Two Measurement Approaches
Laboratory (offline): Destructive cut-and-weigh method. Specimens are cut from representative locations, conditioned, and weighed on a calibrated balance. Results confirm end-product compliance against specification.
Production-line (online/inline): Continuous or scanning sensors (microwave, beta gauge, or millimetre-wave) measure basis weight across the full web width during production. Enables real-time process control and waste reduction.
Selecting between the two comes down to production volume, required precision, and whether real-time feedback is needed to adjust fibre feed rate, line speed, or bonding parameters. For high-throughput lines, inline measurement is increasingly the standard approach.
Why Geosynthetic Basis Weight Measurement Is Critical
Basis weight is not just a product specification number—it is a direct proxy for the structural and functional performance of the geosynthetic across its application life.
Performance Linkage
In applications like road base reinforcement, filtration layers, and slope erosion control, deviations in basis weight—even ±5–10 g/m²—meaningfully affect:
- Tensile strength scales directly with mass: for nonwoven polypropylene geotextiles, static puncture strength (N) is approximately 10.5× the basis weight (g/m²)
- Puncture resistance varies sharply by polymer: at the same basis weight, polypropylene needlepunched nonwovens outperform polyester by 100% in pin puncture, 35% in pyramid puncture, and 25% in CBR puncture resistance
- Hydraulic permeability depends on consistent fabric structure; increasing applied pressures alter geotextile geometry and reduce water permeability in ways that are hard to predict if basis weight varies

These deviations lead to real-world consequences: premature failure in civil engineering projects, filtration inefficiency, or inadequate soil retention.
Quality Compliance
Geosynthetics are typically supplied to project specifications or international standards (ISO 10319, EN 13249, ASTM D4751). Basis weight is usually one of the declared values that must fall within a tolerance band.
- European standards (CEN EN 13249–13257) require manufacturers to provide a nominal value and a tolerance value corresponding to a 95% confidence interval
- US specifications rely on the Minimum Average Roll Value (MARV), calculated as the typical value minus two standard deviations from documented quality control test results
Non-compliance triggers product rejection, disputes, or project delays. ASTM D5261 explicitly warns that between-laboratory precision data is incomplete, making standard acceptance testing vulnerable to disputes. Procurement and manufacturing teams must agree to use comparative statistical methods (such as Student's t-test) to resolve acceptance disputes before production begins.
Material Cost Control
Most geosynthetics are priced by weight or roll length. Overweight production directly increases raw material consumption.
Geotextile material costs range from €0.20 to €5.00 per square metre. Heavier geotextiles use 20–50% more raw materials, increasing production costs by 30–60%. A 200 g/m² geotextile running consistently at 210 g/m² (5% overweight) wastes €0.01 to €0.25 per square metre—multiplied across thousands of square metres per production run, this becomes a significant financial drain.
Process Efficiency
Inconsistent basis weight profiles—whether in the cross-machine direction (CMD) or machine direction (MD)—signal underlying equipment problems:
- Uneven fibre deposition
- Bonding inconsistencies (thermal or needlepunch)
- Tension irregularities across the web
Real-time inline measurement catches these faults as they occur, giving operators time to correct before out-of-spec material builds up on the roll.
Safety and Infrastructure
In safety-critical geosynthetic applications—landfill liners, flood defence, tunnel drainage—underweight product is a regulatory and liability risk. The US EPA enforces regulations regarding landfill liner requirements; failure to comply can result in significant penalties, including hefty fines and legal action. Failures can occur due to lack of continuity in the geomembrane liner or preferential paths created by improper geotextile installation.
Correct measurement is therefore also a risk management imperative.
How Geosynthetic Basis Weight Measurement Works – Step by Step
A complete basis weight measurement process covers five stages: specification, method selection, execution, analysis, and process action. One common failure point — teams collect the data but never close the loop back to production adjustments.
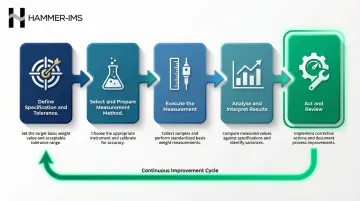
Step 1 – Define Specification and Tolerance
Establish the target basis weight (g/m²) based on:
- Product specification
- Customer requirement
- Applicable standard (ISO 9864, EN 965, ASTM D5261)
Determine the acceptable tolerance band (e.g., ±5% or ±10 g/m²). Specify required sampling frequency and whether measurement is offline, online, or both.
Example: A 200 g/m² nonwoven geotextile with ±8% tolerance means the acceptable range is 184–216 g/m².
Step 2 – Select and Prepare the Measurement Method
Laboratory (Offline) Method:
- Cut a defined test specimen from a representative location of the roll
- ASTM D5261: Minimum five specimens, each ≥10,000 mm² (combined total ≥100,000 mm²), cut with ±0.5% area accuracy
- ISO 9864: Minimum ten specimens, 100 cm² nominal size, using a die
- Weigh on a calibrated balance and calculate g/m²
- Note: Specimen size, sampling location, and edge effects affect result accuracy
Online/Inline Measurement:
Sensors mounted across or scanning the web measure basis weight continuously during production:
- Microwave/millimetre-wave (e.g., M-Ray): Non-nuclear, measures up to 10,000 g/m², precision ~1.0 g/m² standard deviation
- Beta attenuation (Kr-85): Precision 0.05 g/m², requires radioactive source licensing
- Beta attenuation (Sr-90): Precision 0.25 g/m², used for heavier basis weights
- Near-infrared (NIR): Precision ~0.05 g/m² for coatings; requires calibration for colour
Non-nuclear options such as microwave/millimetre-wave sensors eliminate radiation safety obligations and source licensing entirely.
Step 3 – Execute the Measurement
Once the method is selected, execution follows specific conditioning and calibration requirements for each approach.
For Lab Method:
- Conditioning: ASTM D5261 requires specimens to reach moisture equilibrium at 65 ± 5% RH, 21 ± 2°C, with ≤0.1% mass change over 2-hour intervals. ISO 9864 allows 24-hour conditioning per ISO 554 unless it can be shown that results are unaffected
- Balance calibration: Use certified weights traceable to national standards
- Sampling pattern: Sample from at least 5 points across width to capture cross-machine variation
- Data recording: Log specimen ID, location, mass, area, calculated g/m²
For Inline Method:
- Calibration: Use reference materials traceable to lab standards
- Verification checks: Periodic lab samples confirm inline accuracy
- Data acquisition: Integrate scanner data into a production data system — Distributed Control System (DCS), SCADA, or MES
Step 4 – Analyse and Interpret Results
Calculate:
- Average basis weight across all measurement positions
- Standard deviation and coefficient of variation (CV%)
- Compare against specification tolerance bands
Identify CMD and MD variation profiles that signal specific process faults. CMD variation directly affects roll-to-roll and within-roll consistency — making it the priority metric for geosynthetic production.
Example: If CMD profile shows systematic underweight in the centre of the web, suspect fibre deposition speed or die bolt adjustment issues.
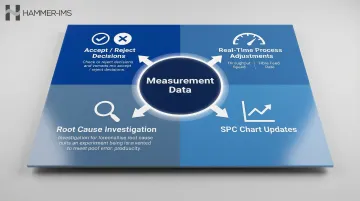
Step 5 – Act and Review
Use measurement results for:
- Accept/reject decisions on finished rolls
- Real-time process adjustments (throughput speed, fibre feed rate) when inline data is available
- Root cause investigation when out-of-spec patterns appear
- Updating SPC charts to track process trends over time
Geosynthetic Basis Weight Measurement – Practical Example Walkthrough
Scenario: A nonwoven geotextile manufacturer produces a 200 g/m² filtration geotextile for a highway drainage project. The customer requires the product to meet EN 965 with a tolerance of ±8% (184–216 g/m²).
The following walkthrough shows how inline measurement and correct sampling strategy resolved a real production problem.
Step Walkthrough
Step 1: The manufacturer establishes the spec (200 g/m² ± 16 g/m²) and selects a combination of inline scanning plus offline QC checks. An SPC monitoring chart is set up to track both average basis weight and CV% over time.
Step 2: The inline scanner (a millimetre-wave system) is calibrated against lab reference specimens. Offline checks are performed once per roll using the ISO 9864 cut-and-weigh method.
Common Mistake: The manufacturer initially samples only from roll edges. This misses a systematic underweight zone in the centre of the web caused by uneven fibre deposition. Full-width inline measurement catches this immediately.
Step 3: With correct full-width profiling, the centre underweight zone is identified. The scanner displays a CMD profile showing 190 g/m² at the edges but only 175 g/m² in the centre.
Step 4: The fibre deposition speed is adjusted at the centre section. The CMD profile flattens. The CV% drops from ~7% to ~2%.
Step 5: The product passes EN 965 requirements consistently. Measurable outcomes include:
- Reduced material use — the manufacturer had been overfeeding fibre at the edges to compensate for a misread average weight
- Elimination of rejected rolls
- All rolls now consistently within the 184–216 g/m² tolerance window
How Hammer-IMS Can Help
Hammer-IMS M-Ray systems are built for real-time, inline basis weight and thickness measurement across geosynthetics, nonwovens, and technical textile production. They deliver the same accuracy and speed as nuclear gauge systems—without the radiation, the licensing overhead, or the safety compliance burden.
Key benefits for geosynthetics manufacturers:
- Full-width basis weight profiles update in real time, enabling process correction before out-of-spec material builds up on the roll
- Contactless, non-nuclear operation removes radiation licensing and regulatory reporting requirements entirely
- Connectivity 3.0 software supports remote monitoring, data logging, and direct connection to production control systems for automated adjustment
- Deployed across industrial textile, construction materials, and specialty fabric sectors, with customers including Low Bonar, Heimbach, and Vetex

For geosynthetics producers looking to move away from nuclear gauges or tighten basis weight tolerances, Hammer-IMS systems can be configured for both new lines and retrofit installations.
Conclusion
Accurate geosynthetic basis weight measurement is the foundation of product quality, specification compliance, and production efficiency. Whether the application is filtration geotextiles or road reinforcement geogrids, precise measurement protects project performance and cuts material waste.
Collecting data is only the starting point. Teams need to act on results — adjusting processes, closing quality gaps, and flagging non-conformance before product leaves the line.
A few principles worth keeping in mind:
- Review measurement protocols whenever product mixes, standards, or customer requirements change
- Inline systems provide the fastest feedback, making them the preferred choice for high-volume production
- Offline lab methods remain valuable when sampling plans are rigorous and results feed back into production decisions quickly
- Data should drive active process improvement, not just documentation
Frequently Asked Questions
What unit is geosynthetic basis weight measured in?
Basis weight is expressed in grams per square metre (g/m²), sometimes written as gsm. In the US, it may also be expressed in ounces per square yard (oz/yd²); the conversion is 1 oz/yd² = 33.906 g/m².
What standards apply to geosynthetic basis weight measurement?
The key international standards are ISO 9864 (geosynthetics mass per unit area), EN 965 (geotextiles, now superseded by EN ISO 9864), and ASTM D5261 (geotextiles). The relevant standard is typically specified in the project or product specification.
What is the difference between offline and inline basis weight measurement?
Offline (lab) measurement is periodic, involves cutting and weighing specimens, and confirms end-product compliance. Inline measurement is continuous during production, enabling real-time process control and waste reduction.
How does basis weight variation affect geosynthetic performance?
Underweight areas reduce tensile strength, filtration performance, and drainage capacity. Overweight production wastes raw material. Both under and over tolerance can lead to project specification failures and customer rejections.
Why is non-nuclear measurement preferred for geosynthetics production?
Non-nuclear systems — such as microwave and millimetre-wave technologies — eliminate radiation safety regulations, operator health risks, licensing requirements, and disposal concerns associated with nuclear gauges. Measurement accuracy is comparable or better than nuclear alternatives.
How often should basis weight be checked in geosynthetics production?
Check frequency depends on production volume, product criticality, and customer requirements. Inline systems measure continuously across the full web width, while offline checks are typically performed per roll or at defined intervals set out in the quality plan.