Introduction
Many PUR foam manufacturers struggle with a fundamental challenge: their product's thermal performance is only as reliable as the manufacturing process behind it. Inconsistent thickness and density during production can undermine the thermal ratings customers depend on, create compliance risks, and waste expensive raw materials.
With MDI prices surging over 25% and polyol costs increasing by 40% in recent years, even small systematic over-density directly translates to significant, avoidable material waste. Meanwhile, under-density foam can cause products to fall below certified thermal ratings, creating warranty claims and compliance issues with standards like EN 13165.
This article examines the role of thickness and density in PUR foam quality, why these parameters are difficult to measure inline, and how modern non-nuclear control systems address these challenges. For many manufacturers, these systems pay for themselves within 18 months through material savings alone.
Key Takeaways
Density (typically 30-45 kg/m³) drives both thermal conductivity and raw material cost
Real-time thickness and density control prevents costly scrap and ensures compliance with EN 13165
Non-nuclear millimeter-wave systems deliver micrometer-level accuracy without regulatory overhead
Closed-loop control enables automatic process adjustments before deviations accumulate
Manufacturers report systems paying for themselves within 18 months through material savings alone
What PUR Stands for and How PUR Insulation Is Manufactured
Chemical Foundation and Foam Structure
PUR stands for polyurethane rigid foam, a closed-cell plastic formed by the chemical reaction between two base components: a polyol and an isocyanate. This reaction produces a polymer matrix that traps blowing agents (such as pentane or CO₂) within the cells, creating the foam's insulating structure.
High-quality PUR rigid foam typically achieves greater than 90% closed-cell content, which is essential for retaining the blowing agent over the long term and ensuring superior thermal insulation properties. The density and uniformity of this cellular structure depend entirely on controlling the chemical reaction conditions during manufacturing.
PUR vs. PIR distinction:
- PUR (Polyurethane): Balanced polyol-isocyanate ratios form urethane linkages — the standard chemistry for most insulation panels
- PIR (Polyisocyanurate): Higher isocyanate proportions create isocyanurate ring structures, delivering better fire resistance and thermal stability at elevated temperatures
- Industry standards like EN 13165 often use "PUR" to encompass both chemistries
Continuous Lamination Manufacturing Process
Understanding the chemistry leads directly to the manufacturing challenge. PUR sandwich panels are produced through a continuous lamination process with several tightly synchronized stages:
- Profiling and pre-heating — Metal facings are unwound, profiled, and pre-heated to optimal temperature
- Metering and mixing — Polyol and isocyanate are precisely metered and mixed in a high-pressure mixhead
- Dispensing — The reacting mixture is dispensed onto the lower facing as it moves along the conveyor
- Foam rise and curing — The foam expands and cures between upper and lower facings within a double-belt laminator, which applies controlled heat and pressure
- Finishing — The continuous panel is cooled, cut to length, and stacked
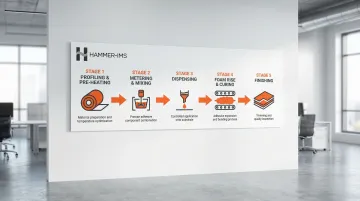
Modern lines operate at speeds up to 15 m/min, with strict temperature control to manage foaming kinetics. The foam's expansion behavior during this narrow rise-and-cure window makes real-time measurement critical. Once curing is complete, no corrections can be made.
Primary End-Use Sectors
This manufacturing complexity matters because the end-use sectors served by PUR panels leave no room for specification drift:
- Building & Construction (39.8% of global market) — Wall and roof insulation panels for commercial and residential applications
- Cold Chain & Refrigeration — Refrigerated transport, cold storage warehouses, and appliances requiring maximum thermal efficiency
- Industrial Insulation — Pipe and tank insulation where space constraints demand high R-value per unit thickness
Each of these sectors relies on certified thermal performance values — which is precisely why thickness and density control systems are built into the production line, not inspected after the fact.
Why Thickness and Density Are the Two Most Critical PUR Production Parameters
Density's Direct Impact on Thermal Performance and Cost
PUR rigid foam for building insulation typically ranges between 30 kg/m³ and 45 kg/m³, with high-load applications reaching 100 kg/m³ or higher. Within the standard construction range, density primarily affects mechanical strength and material usage rather than thermal conductivity itself.
PUR foam generally achieves lambda values between 0.020 and 0.030 W/(m·K). Density changes relatively little within the standard 30–100 kg/m³ range in terms of thermal conductivity. That said, significant density deviations can indicate poor cell structure or voids — compromising declared R-values and risking non-compliance with EN 13165.
The cost implications are just as direct. Polyol and isocyanate are the highest-cost inputs in PUR manufacturing, and with MDI prices surging over 25% in 2022 and polyol prices increasing by 40% in Europe, systematic over-density inflates costs without adding product value. A line producing panels at 42 kg/m³ when the specification minimum is 40 kg/m³ wastes 2 kg/m³ across every square meter produced. Tightening density tolerances by 2–3% can save multiple metric tons of raw material annually.
Under-Density Risks: Performance Failure and Compliance Issues
Under-density foam creates multiple problems:
- Thermal performance degradation — Lower density can indicate incomplete foam rise or poor cell structure, reducing insulation effectiveness
- Compliance risk — Products may fall below certified thermal ratings required by EN 13165, creating legal liability
- Customer complaints — Buildings failing energy audits or cold storage facilities consuming excess energy trace back to substandard insulation
- Structural weakness — Reduced mechanical load capacity in sandwich panel applications
Thickness Uniformity: The Independent Critical Factor
Thickness uniformity matters independently of density. Uneven thickness across panel width causes:
- Thermal bridges — Heat bypasses insulation through thinner sections, driving up heating and cooling loads and potentially causing condensation within building envelopes
- Mechanical load distribution problems — Uneven thickness compromises structural integrity in sandwich panels
- Facing layer adhesion issues — Inconsistent foam contact with facings creates weak bonding zones
- Cutting and finishing complications — Variable thickness complicates automated cutting and creates yield losses
The Narrow Process Window Challenge
Both parameters must be controlled simultaneously and in real time. The foam rise-and-cure window is typically just a few minutes, and once foam has cured, no correction is possible. Any process drift that goes undetected during that window produces off-spec product that cannot be recovered.
This places strict demands on measurement and control infrastructure:
- Measurement systems must operate continuously at full line speed
- Control systems must respond within seconds — not minutes — to prevent accumulation of waste
- Closed-loop correction must be automated, as manual operator intervention is too slow to catch drift reliably
Common Challenges in Measuring PUR Foam During Production
Physical Measurement Barriers
PUR foam creates several measurement challenges that conventional sensors struggle to handle:
- Low density and porosity — The material is roughly 90% gas, making it difficult for many sensor technologies to detect accurately. Contact devices such as mechanical gauges and calipers are impractical on a fast-moving, soft, expanding substrate.
- Moving, expanding surface — In continuous lamination, foam is still expanding at speeds up to 15 m/min. The surface may be uneven during rise, and any contact could compress or damage the foam structure.
- Uneven cellular structure — Local cell variation means single-point measurements can miss defects or systematic differences across the web width.
Regulatory Burden of Nuclear Gauges
Historically, nuclear-based gauges using sealed radioactive sources have been used for density profiling in foam production. However, these systems create mounting regulatory challenges:
| Jurisdiction | Requirement |
|---|---|
| US (NRC) | Strict licensing, security, and accountability rules; disused sources pose documented disposal risks |
| EU (Euratom) | Stringent controls for shipment and handling of high-activity sealed sources; mandatory compliance declarations |
| Industry direction | Administrative burden and disposal challenges are driving manufacturers toward non-nuclear alternatives such as millimeter-wave and laser systems |
Cross-Web Thickness Variation
Foam dispensed across a wide conveyor rarely achieves uniform thickness:
- Profile variations — Foam density is often higher near facings due to friction and cooling effects, with the center potentially thicker or thinner than edges
- Dispensing issues — Uneven distribution from the mix head creates systematic thickness gradients
- Edge effects — Foam expansion is restricted at panel edges, creating different rise characteristics
- Single-point measurement blindness — Systems measuring only at one point miss these profiles entirely, leading to systematic out-of-spec product
Spatial variation is only part of the picture. Over longer production runs, gradual process drift introduces a separate category of risk.
Process Drift Over Production Shifts
Multiple factors cause gradual changes that only continuous monitoring can catch:
Environmental factors:
- Ambient temperature fluctuations affect reaction kinetics
- Humidity variations influence blowing agent behavior
- Seasonal changes require process adjustments
Equipment and material factors:
- Mix head calibration drift over time
- Raw material batch-to-batch variation
- Blowing agent concentration changes
- Catalyst activity variations
Without real-time monitoring, these gradual drifts accumulate, resulting in large quantities of off-spec product before operators notice through manual checks.
How Modern PUR Thickness and Density Control Systems Work
Non-Contact Inline Scanning Measurement Principle
Modern systems mount sensors above and/or below the foam line to continuously scan the product without physical contact. This approach overcomes the limitations of contact measurement on soft, moving foam substrates.
Key measurement technologies:
- Millimeter-wave (M-Ray) — Uses electromagnetic waves to penetrate foam and measure thickness and density-related parameters based on wave travel time through the material
- Laser displacement — Uses triangulation or time-of-flight to measure thickness profiles with high precision
- Ultrasonic — Uses sound waves to determine thickness and detect internal defects
- Capacitance — Measures dielectric constant changes to infer density when thickness is known

M-Ray Technology for Low-Density Foam Applications
Millimeter-wave technology operates on a straightforward principle: electromagnetic waves travel from a transmitter through the PUR foam material to a receiver. The time delay caused by the material's presence directly correlates to its thickness and density.
M-Ray technology achieves micrometer-level accuracy—roughly 50 times thinner than a human hair—without requiring contact or nuclear sources. The technology penetrates low-density materials like PUR foam effectively, measuring both thickness and basis weight simultaneously.
Hammer-IMS's M-Ray systems are purpose-built for exactly this application. The technology provides manufacturers with a clean, safe, and precise inline solution that eliminates radiation licensing requirements while delivering measurement accuracy comparable to or exceeding legacy nuclear gauge systems.
Closed-Loop Control Integration
Once measurement data is captured, it feeds directly back to process actuators in real time — correcting deviations before they accumulate into out-of-spec product.
Control outputs:
- Adjusts mix head output to control dispensed volume and maintain target density
- Modifies line speed to optimize foam rise and cure through dwell time adjustment
- Regulates conveyor gap and nip roll position to hit final thickness targets
- Drives die-bolt adjustments to correct cross-web dispensing and maintain uniform thickness
Manual operator intervention typically responds in minutes; automated closed-loop correction acts in milliseconds, catching process drift before a single non-conforming panel leaves the line. Automated systems can optimize gel time and rise time by adjusting catalyst concentrations dynamically based on line speed and panel thickness.
Cross-Web Profiling with Multi-Sensor Arrays
Closed-loop corrections are only as targeted as the measurement data driving them. That's why modern systems measure thickness at multiple points across panel width simultaneously, producing a full cross-web profile rather than a single-point reading.
Scanning configurations:
- Multi-head scanning frames traverse the web width, mapping the complete thickness profile
- Fixed sensor arrays at strategic positions provide continuous monitoring without moving parts
- Combination approaches pair fixed sensors for real-time monitoring with scanning capability for detailed profiling
This multi-dimensional measurement enables targeted corrections, such as adjusting individual dispensing nozzle positions or die-bolt settings to correct specific cross-web variations.
Data Logging and SPC Integration
Continuous data logging unlocks several quality and compliance capabilities:
- Trend analysis — Identify gradual process drift before it produces out-of-spec material
- Shift reports — Document production quality for each shift, enabling accountability and process improvement
- Traceability — Support quality certifications and customer audits with documented measurement records
- Root cause analysis — Help process engineers identify recurring deviation patterns and their causes
Systems with OPC-UA, Modbus TCP/IP, or PROFINET connectivity connect directly to MES and ERP platforms, enabling production teams to act on data rather than just collect it.
Key Benefits of Automated PUR Quality Control
Quantified Material Savings Potential
By eliminating systematic overfilling to compensate for measurement uncertainty, manufacturers can reduce average foam weight per panel toward the specification target.
Example calculation:
A production line running 24/7 producing 2-meter-wide panels at 15 m/min with 5 cm thickness:
- Daily production: ~4,320 m² of foam
- Reducing density from 42 kg/m³ to 40 kg/m³ (tightening 2 kg/m³ margin)
- Daily material savings: 4,320 m² × 0.05 m × 2 kg/m³ = 432 kg per day
- Annual savings: ~158 metric tons
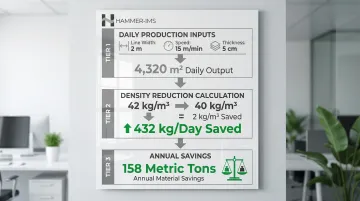
At typical polyol and isocyanate prices, 158 metric tons of annual savings translates directly to a measurable reduction in raw material spend. Similar installations have reported systems paying for themselves within 18 months through material savings alone.
Scrap and Rework Reduction
Material savings are only part of the picture. Real-time detection of out-of-spec foam lets operators correct the line before non-conforming product accumulates:
- Early deviation detection — Catch density or thickness drift within minutes, not hours
- Targeted corrections — Adjust specific process parameters based on measurement data
- Reduced downgrade volume — Minimise product that must be sold at reduced prices or scrapped entirely
- Lower disposal costs — Less off-spec material means reduced waste management expense
Compliance and Certification Confidence
With documented, continuous measurement records, manufacturers can:
- Meet EN 13165 conformity requirements using statistical data (lambda 90/90) for declared thermal resistance values
- Back CE marking with traceable measurement records for each production run
- Reduce warranty claims by ensuring every panel meets thermal performance specifications
- Satisfy customer audits with objective, time-stamped quality data on demand
What to Look for in a PUR Measurement System
Essential Technical Capabilities
Any capable PUR measurement system should cover four core requirements:
- Non-contact measurement to avoid compressing or damaging foam during measurement — look for millimeter-wave or laser technologies suited to your line's standoff distance
- Full cross-web coverage through multi-sensor arrays or scanning systems, not single-point sampling that misses edge-to-edge thickness variation
- Real-time closed-loop output with direct PLC integration, delivering process adjustments in seconds rather than minutes
- Protocol compatibility with your existing line controllers via Modbus TCP/IP, OPC-UA, or PROFINET — without requiring a full control system replacement
Safety and Regulatory Advantages of Non-Nuclear Technology
Systems based on non-nuclear technology like millimeter-wave eliminate radiation licensing requirements and simplify operator safety protocols—a practical advantage for manufacturers operating across multiple regulatory jurisdictions.
For manufacturers prioritizing these criteria, Hammer-IMS's M-Ray systems use electromagnetic millimeter waves rather than radioactive sources, delivering accuracy comparable to or exceeding legacy nuclear gauges while eliminating:
- Radiation safety licensing and renewal costs
- Specialized operator training requirements
- Radioactive waste disposal protocols
- Security protocols for sealed sources
- Regulatory compliance with NRC or Euratom authorities
For multi-site operations, removing these obligations from every facility adds up quickly in both cost and administrative overhead.
Connectivity and Data Integration Features
Look for systems with remote connectivity and data export capabilities that integrate with MES or ERP platforms:
Standard industrial protocols:
- OPC-UA for secure, reliable data exchange in industrial automation
- Modbus TCP/IP for real-time process data across most control environments
- PROFINET for European manufacturing infrastructure
Data management features:
- SQL database integration for long-term data storage
- FTP/SFTP server connectivity for automated data transfer
- Recipe management for different product specifications
- Statistical process control (SPC) capabilities for trend analysis
- Remote access for technical support and diagnostics
With these capabilities in place, production teams can respond to process drift in real time, build historical baselines, and give remote engineers direct access to live measurement data without being on the floor.
Frequently Asked Questions
What does PUR stand for in insulation?
PUR stands for polyurethane rigid foam, formed by reacting polyol with isocyanate. The resulting closed-cell structure (typically >90% closed cells) traps blowing agents, delivering superior thermal resistance.
What is PU foam used for?
PU (polyurethane) foam is used across applications where high thermal resistance per unit thickness matters:
- Building insulation panels (walls and roofs)
- Cold storage and refrigeration
- Sandwich panels for construction
- Pipe insulation
What's better, rockwool or PIR?
PIR delivers a higher R-value per inch, making it the better choice where space is limited. Rockwool outperforms on fire resistance and acoustics. The right pick depends on your building code requirements, budget, and performance priorities.
How is PUR foam thickness measured during manufacturing?
Inline non-contact sensors—including millimeter-wave and laser-based systems—scan the foam continuously as it travels along the production line. These systems measure across the full web width, catching thickness variations that single-point measurements would miss.
What causes density variation in PUR foam production?
Foaming kinetics are highly sensitive to process conditions. Main causes of density variation include:
- Raw material mixing ratio fluctuations
- Ambient temperature and humidity shifts
- Mix head calibration drift over time
- Line speed changes
What is the ideal density for PUR insulation panels?
Typical PUR rigid foam insulation panels are produced in density ranges of roughly 30–45 kg/m³ depending on application. Exact specifications are set by product standards like EN 13165 and end-use performance requirements. High-load applications may require densities up to 100 kg/m³ or higher.