Introduction
A panel cut just 2 mm short delivers measurably less thermal resistance — enough to fail a code inspection. A block moulded 10% below minimum density misses its ASTM C578 grade classification, creating structural and fire performance risks that no visual check will catch.
Thickness and density are not passive attributes you verify at the end of a production run. They are the two governing parameters that determine whether every panel ships in spec — while keeping raw material costs under control.
This article covers:
- What thickness and density technically represent in EPS production
- Tolerance ranges that define compliance under ASTM C578 and EN 13163
- What drives variation during pre-expansion and cutting
- Why the measurement method used to verify specs is as critical as the spec itself
Key Takeaways
- Thickness directly controls R-value: panels cut short by even a few millimetres deliver a proportionally lower R-value
- Density determines EPS grade, compressive strength, fire resistance, and thermal efficiency, independent of thickness
- Thickness and density are independent production variables requiring separate, continuous control
- Standard contact gauges compress EPS foam, producing falsely low readings that force systematic over-cutting
- ASTM C578 and EN 13163 define hard density bands and thickness tolerance classes — both require verified measurement, not estimation
What Thickness and Density Mean in EPS Insulation Performance
Thickness: The Design Parameter That Scales R-Value
Thickness is the physical depth of the panel — it linearly scales thermal resistance. For every application (walls, roofs, below-grade), the required thickness is derived from a target R-value, not chosen arbitrarily. A 100 mm panel cut to 98 mm delivers 2% less R-value than specified, potentially failing building code requirements.
Thickness is correctable at the wire-cutting stage — but only when measured accurately in real time.
Density: The Primary Classifier of EPS Grade
Density is mass per unit volume (kg/m³ or lb/ft³), characterizing how tightly the expanded bead matrix is packed. It determines:
- Compressive strength class (critical for underslab and below-grade applications)
- Fire performance threshold (compliance exposure under building codes)
- R-value per inch (thermal efficiency at a given thickness)
At the same nominal thickness, higher-density panels deliver meaningfully better thermal performance:
| ASTM C578 Type | Density (kg/m³) | R-Value per Inch |
|---|---|---|
| Type I | 14.42 | 3.60 |
| Type II | 21.62 | 4.00 |
The difference compounds across thicker panels — a 100 mm Type II panel outperforms a Type I panel of identical dimensions by roughly 11%.
The Critical Independence of Thickness and Density
Thickness and density are independent parameters. A panel can pass thickness inspection and still fail its grade classification if density is out of range. Density is determined upstream during pre-expansion and moulding — it cannot be corrected after block formation. Thickness is controlled downstream at cutting.
This asymmetry has direct production implications: density must be locked in at the source, while thickness demands real-time verification at the cutting stage. A quality control strategy that addresses only one parameter leaves the other invisible — and non-conforming panels in circulation.
How EPS Thickness and Density Are Specified: Standards and Tolerance Ranges
ASTM C578 Density Type Classifications
ASTM C578 assigns hard minimum density bands that define what constitutes a conforming panel. These are not recommendations—they are compliance thresholds.
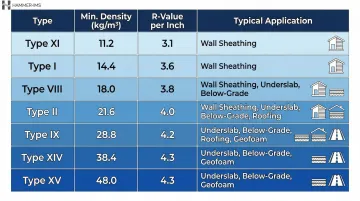
| ASTM C578 Type | Minimum Density (kg/m³) | Minimum Density (lb/ft³) | R-value per inch | Typical Application |
|---|---|---|---|---|
| Type XI | 11.21 | 0.70 | 3.10 | Lightweight fill applications |
| Type I | 14.42 | 0.90 | 3.60 | General building sheathing, road/bridge fill |
| Type VIII | 18.42 | 1.15 | 3.80 | Minimum recommended for roofing insulation |
| Type II | 21.62 | 1.35 | 4.00 | Enhanced thermal and structural performance |
| Type IX | 28.83 | 1.80 | 4.20 | High-load underslab applications |
| Type XIV | 38.44 | 2.40 | 4.20 | Heavy-duty structural applications |
| Type XV | 48.06 | 3.00 | 4.30 | Maximum-density structural/fire applications |
Density measurements are performed according to ASTM C303, and inspection sampling follows ASTM C390.
Nominal Thickness Ranges and Application Contexts
Nominal thickness is the target, not the minimum. EN 13163 defines thickness tolerance classes (TC) that specify allowable deviation:
- T1 (± 2 mm): Loosest tolerance, standard building insulation
- T2 (± 1 mm): Tighter control for applications like ETICS (External Thermal Insulation Composite Systems)
A 100 mm panel with T1 tolerance can legally measure 98–102 mm. A T2 panel must measure 99–101 mm. Specifying the right TC class is as important as specifying nominal thickness—a loose tolerance class can mask systematic production drift.
Common nominal thickness examples:
- 50 mm boards: R-value ~7.2–8.6 (depending on density)
- 75 mm boards: R-value ~10.8–12.9
- 100 mm boards: R-value ~14.4–17.2
Density Tolerance and Grade Boundaries
Density specifications define both a minimum threshold (below which the panel fails the grade) and an upper range (above which material is being wasted). Running above minimum is standard practice to buffer against process variability.
Example cost impact of density over-specification:
Assume Type II EPS (21.62 kg/m³ minimum) with raw material cost of €1,750/MT (European pricing, Q4 2025):
- 1200 mm × 2400 mm × 100 mm at 21.62 kg/m³ = 6.226 kg = €10.90 per panel (baseline)
- Same panel at +10% density buffer (23.78 kg/m³) = 6.849 kg = €11.99 per panel (+€1.09, +10% material cost)
- Scaled to 100,000 panels annually: €109,000 in excess material cost
ASTM C578 density tolerances apply to the whole block or designated specimens. Localized density variation within a block can produce spot failures that batch-average sampling methods miss entirely.
What Drives Variation in EPS Thickness and Density During Production
Pre-Expansion and Moulding Variability
Final density is set during pre-expansion, where bead expansion time and steam pressure determine expansion ratio. Process inconsistencies create density gradients:
- Bead age: Beads require 10–48 hours of intermediate ageing in silos to stabilise internal pressure. Insufficient ageing causes dimensional instability
- Steam pressure variation: Inconsistent steam pressure during moulding produces uneven expansion across the block face
- Cooling dynamics: Rapid cooling at mould surfaces creates densified skin layers 65–154% denser than the core, typically occupying the outer 5 mm of the block

Once moulding is complete, these gradients are fixed in place. Catching them requires systematic measurement across the block profile, not spot-checks at a single point.
Wire-Saw Cutting Variation
Thickness is controlled at cutting, where hot wire saws cut blocks into panels. Deflection errors compound at high production speeds:
- Wire bow: Cutting wire deflection under tension produces tapered panels that measure correctly at the centre but are off-specification at edges. Wire bowing can reach 62 mm at feed rates of 750 mm/min with low current
- Feed rate inconsistency: If feed rate exceeds wire ablation rate, mechanical interaction increases, causing severe kerf width variation
- Thermal drift: Wire temperature variation across a shift affects cutting consistency
Edge-only sampling protocols will not detect wire bow — the deviation is largest at the edges but the nominal measurement point sits at the centre, where the panel may still be within tolerance.
Environmental and Process-Cycle Effects
Beyond equipment mechanics, ambient conditions and process timing introduce their own sources of variation:
- Temperature shifts: Ambient temperature changes across a production shift affect both bead expansion behaviour and wire-cutting consistency
- Spring-back: Blocks cut too early exhibit dimensional spring-back, causing measured thickness to increase after cutting
- Conditioning time: Industry guidance specifies minimum conditioning periods before cutting to ensure dimensional stability
How EPS Thickness and Density Are Measured and Validated
Offline and Contact-Based Methods
Traditional approach:
- Callipers or contact gauges for thickness
- Cut-and-weigh for density
Core limitation: Contact gauging on EPS produces falsely low readings. The compressible foam surface deflects under the gauge foot. EN 823 mandates thickness measurement using a 200 mm square pressure plate exerting 250 ± 5 Pa, but this pressure inherently compresses the surface.
Operators aware of this bias often compensate by cutting panels slightly thicker than nominal, creating systematic material giveaway.
Sampling limitation: Cutting and weighing specimens checks density at discrete locations and time intervals, missing gradual process drift and spatial variation across the block face. In high-volume production, the gap between sampled panels and total output can be significant—ASTM C390 requires sampling only 5 units from lots of 151–1,200 units.
Inline Non-Contact Measurement Systems
Inline systems scan EPS panels continuously as they exit cutting, covering the full panel width rather than edge points or sampled locations. Key advantages:
- 100% coverage of every panel, not statistical inference from samples
- No surface compression distortion
- Real-time feedback to production control
Hammer-IMS M-Ray Technology:
M-Ray is a non-nuclear, contactless inline measurement system designed specifically for low-density foam materials like EPS. It provides simultaneous thickness and basis weight measurement across the full panel width. Key features:
- Eliminates compression bias through non-contact sensing
- Detects edge defects and spatial variation with full-width coverage
- Feeds output directly to production control for immediate adjustment
- Removes licensing, safety protocols, and compliance costs — no radiation involved
- Logs data, enables remote monitoring, and generates auditable quality records via Connectivity 3.0 software

Measurement Accuracy Requirements in Production Context
Understanding what inline systems can do is only half the picture. The other half is accuracy — because a measurement system with high uncertainty forces wider production buffers. A precise inline system allows closer targeting of specification limits, directly reducing raw material cost per panel.
Critical requirements:
- Resolves deviations within tolerance class limits — such as sub-millimetre accuracy for T2 tolerance
- Maintains long-term accuracy through automatic calibration without halting production
- Compensates for ambient temperature variation across shifts
Consequences of Out-of-Spec EPS Panels and Common Misinterpretations
Under-Specification Consequences
Thickness below nominal:
- Delivers less thermal resistance than label claims
- Fails building code R-value requirements
- Exposes manufacturer to warranty liability and product returns
Density below minimum:
- Fails ASTM C578 or EN 13163 grade classification
- Compressive strength failure risk under load (structural exposure)
- Fire performance threshold non-compliance (regulatory exposure)
These two failure modes can co-occur and neither is detectable through visual inspection alone.
The Hidden Cost of Over-Specification
Systematic over-thickness and over-density driven by measurement uncertainty represents a material cost penalty that compounds across large production volumes.
Example calculation (100 mm panel run, Type II EPS, €1,750/MT raw material):
- Baseline panel: 1200 mm × 2400 mm × 100 mm = €10.90
- +1 mm over-thickness (101 mm): +€0.11 per panel (+1% material cost)
- +2 mm over-thickness (102 mm): +€0.22 per panel (+2% material cost)
Annual impact (100,000 panels):
- +1 mm: €11,000 wasted material
- +2 mm: €22,000 wasted material
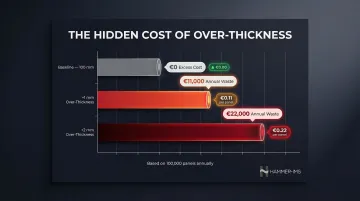
Over-specification isn't a safe practice — it's a quality management failure rooted in inadequate measurement confidence.
Treating Nominal Values as Absolute Minimums
Many production teams set targets at nominal rather than within the tolerance band around nominal. The result is systematic upward bias in both thickness and density — compounding material giveaway across every production run.
The distinction matters:
- Nominal = the target value
- Tolerance band = the acceptable range around that target
- Goal = minimize variation around nominal, not push consistently above it
Conflating Grade Average with Spatial Uniformity
A block that meets average density requirements can still contain localized low-density zones that fail compressive or fire performance tests at specific locations. Sampling-based density verification misses these spatial failures.
Inline full-width measurement is the only method that provides coverage across the entire panel surface, not just the mean.
Frequently Asked Questions
What is the thickness of EPS?
EPS insulation is commercially available in nominal thicknesses ranging from 25 mm to 300 mm or more. The specific thickness required for a given application is determined by the target R-value. Nominal thickness must be confirmed against the applicable tolerance class (ASTM C578 or EN 13163) rather than assumed to equal the minimum acceptable dimension.
How thick does EPS need to be for different R-values (R10, R19, R30)?
Divide the target R-value by the R-value per inch of the EPS type in use (typically 3.6–4.2 R/in depending on density). Type I (3.60 R/in) requires 71 mm for R-10, 134 mm for R-19, and 212 mm for R-30. Type II (4.00 R/in) requires 64 mm, 121 mm, and 191 mm for the same targets.
What is the standard density range for EPS insulation?
The applicable range depends on structural, thermal, and fire performance requirements. Type I (14.42 kg/m³) is standard for general building sheathing; Type VIII (18.42 kg/m³) is the minimum recommended for roofing. ASTM C578 spans from Type XI (11.21 kg/m³) through Type XV (48.06 kg/m³).
How does EPS density affect compressive strength and thermal performance?
Higher density EPS delivers increased compressive strength—critical for below-grade and underslab applications—alongside a slightly higher R-value per inch. Type I provides 3.60 R/in; Type II provides 4.00 R/in. Because both properties are density-dependent, production variation affects structural and thermal compliance at the same time.
Why can't standard contact gauges be used for EPS thickness measurement?
EPS foam is compressible—contact gauge feet deflect the surface under measurement load, producing systematically low thickness readings. This compression bias leads operators to compensate by cutting panels thicker than nominal, creating material waste. Non-contact measurement technologies eliminate this distortion by scanning without physical contact with the panel surface.
What standards define EPS insulation thickness and density tolerances?
ASTM C578 (United States) and EN 13163 (Europe) are the primary standards. ASTM C578 defines minimum density thresholds by type classification (Type I through Type XV), while EN 13163 establishes thickness tolerance classes (T1 at ± 2 mm, T2 at ± 1 mm) that specify allowable dimensional deviation from nominal. Both standards require measurement-based verification rather than on-site estimation.