This operational reality makes fast, inline identification critical. A flaw in a die gap, coating head, or calendering roller repeats across every metre of material until corrected. The difference between catching a defect immediately versus discovering it at end-of-roll inspection can mean the difference between adjusting one bolt and scrapping an entire shift's production.
This article breaks down how industrial defect detection systems work in continuous production environments, what types of defects they target, which technologies are available, and what to look for when evaluating a solution for your operation.
Key Takeaways
- Inline, real-time defect detection is essential in continuous production — waiting for post-process inspection guarantees material waste
- Subsurface voids, thickness variation, and density irregularities are the hardest defects to catch — and the ones most likely to slip past camera-based systems
- Technologies range from vision-based systems to contactless non-nuclear methods like millimeter wave (M-Ray) measurement
- Effective systems feed detection data back into production processes via closed-loop control to prevent further defective output
- System selection hinges on line speed, material compatibility, integration capability, and whether the technology requires radioactive components
What Makes Defect Detection Different in Continuous Production
Continuous production runs at high speed over long durations, meaning defect detection must happen inline without interrupting throughput. This differs fundamentally from batch or discrete part inspection where items can be stopped, rotated, and examined under controlled conditions.
The Defect Propagation Problem
A flaw in process equipment repeats across every metre of material until corrected. Research in metal component manufacturing identified a 2.96% scrap rate directly attributable to delayed detection — equating to nearly 30,000 scrapped parts per million. Implementing real-time inline monitoring reduced this waste by 90%.
In plastics production, where raw materials account for 70–90% of production costs, even minor reductions in scrap through early detection yield disproportionate financial benefits. The speed of the problem compounds the issue: steel strip lines operate at 300+ metres per minute, meaning a die line or coating streak can affect hundreds of metres of material before a human operator even notices the problem.
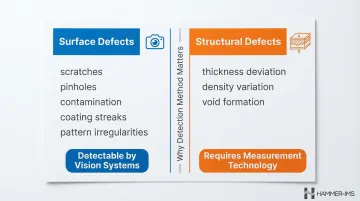
Surface vs. Structural Defects
Not all defects are visible. Surface defects (scratches, pinholes, contamination, coating streaks) appear on the material exterior and can often be detected with camera systems. Structural defects (thickness deviation, density variation, void formation) exist within the material itself and cannot be reliably caught by visual inspection alone.
The difference determines which technology you need. A camera system may identify a scratch on plastic film but will miss a 50-micrometre thickness variation that compromises structural integrity. Density irregularities in nonwoven fabrics are equally invisible to optical inspection, yet they directly affect product performance.
Inline vs. Offline Inspection
The two approaches differ in when and where measurement happens:
- Inline systems measure during production in real time, positioned directly within the production line
- Offline systems test samples after production, typically on rewind machines or laboratory tables
For continuous processes, inline is the industry standard — material cannot be recalled once wound onto rolls. Manual visual inspection detects only approximately 70% of defects on average, and at modern production speeds, operators cannot track moving webs with sufficient focus to catch micro-defects. Automated inline systems achieve 100% inspection coverage at full production speed.
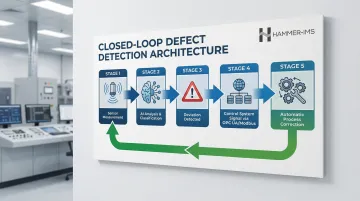
Closed-Loop Feedback
A detection system becomes truly valuable when it communicates defect data back to the production process — automatically adjusting die gaps, coating speeds, or tension controls to correct the problem at its source rather than merely flagging it after the fact.
Detection systems without this integration serve as quality documentation tools — useful for reporting, but reactive by nature. When real-time feedback is built in, the system shifts from recording defects to preventing them, turning measurement data into process corrections within seconds.
Common Defect Types in Continuous Material Processes
Surface Defects
Surface defects are visible anomalies on the material exterior:
- Scratches and abrasions — mechanical damage from contact with rollers or guides
- Pinholes — small voids in the material, critical in barrier applications
- Contamination and inclusions — foreign particles embedded in or on the surface
- Coating streaks — irregular application of coatings or adhesives
- Pattern irregularities — variations in embossing, printing, or surface texture
These defects appear differently across materials. In plastic film, they manifest as gels (unmelted resin spheres) or die lines (continuous longitudinal marks). In nonwovens, fuzzing (loose surface fibres) and neps (tangled fibre knots) are common.
In rolled steel, surface inclusions (embedded slag) and scale (rolled-in oxide) create distinct quality issues that require tailored lighting and contrast configurations to detect reliably.
Vision-based camera systems are most commonly used for surface defect detection, though they require specialised lighting configurations depending on the defect type and material properties.
Thickness and Dimensional Defects
Where cameras reach their limits, measurement-based systems take over. Deviations from target gauge across the web width or in machine direction represent dimensional defects that no imaging system can directly quantify. Thickness uniformity is critical for:
- Structural integrity — consistent mechanical properties across the product
- Material cost control — avoiding over-application of expensive materials
- Compliance with tolerances — meeting customer specifications and industry standards
This defect type requires measurement rather than image-based detection. Cameras cannot quantify thickness; they can only detect shadows or contrast changes that may correlate with dimensional variation.
Density and Basis Weight Variations
Irregular distribution of material mass per unit area is common in nonwovens, foam, and fibre composites. These defects are invisible to camera systems because they involve internal material structure rather than surface appearance.
Density variations affect:
- Product performance — cushioning properties in foam, filtration efficiency in nonwovens
- Material consumption — over-dense areas waste raw materials
- Regulatory compliance — medical and construction products must meet specific basis weight specifications
Detecting these defects requires transmission-based or radiation-based measurement technologies that assess material composition rather than surface appearance.
Subsurface and Internal Defects
Voids, delamination, or inclusions hidden within the material cannot be detected at the surface. In composite materials, delamination (separation between layers) represents a critical structural failure that remains invisible until the product fails in service.
Detecting these defects requires technologies that penetrate the material — ultrasound for thick composites, or millimeter wave measurement (such as Hammer-IMS's M-Ray technology) for films, foams, and textiles. Surface inspection technologies cannot identify subsurface defects; the detection method must match the defect's location within the material.

Technologies Used in Industrial Defect Detection Systems
Vision-Based Inspection (Camera Systems and Machine Vision)
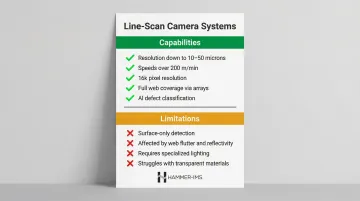
Line-scan cameras are the industry standard for surface inspection of continuous webs. These systems use linear sensor arrays that capture one line of pixels at a time as material moves past, building a complete image through continuous scanning.
How they work:
- High-speed line-scan cameras capture images at rates up to 80 kHz
- Structured lighting (bright-field, dark-field, coaxial, transmission) highlights specific defect types
- AI-driven image analysis identifies anomalies by comparing captured images to trained defect libraries
Performance benchmarks:
- Resolution down to 10–50 microns at inspection speeds exceeding 200 metres per minute
- High-end systems offer 16k pixel resolution per line for wide web coverage
- Can cover webs several metres wide using multiple camera arrays
Limitations:
- Effective only for surface anomalies — cannot measure thickness, density, or subsurface defects
- Performance affected by web flutter, vibration, and material surface reflectivity
- Requires specialized lighting configurations that vary by material and defect type
- Struggles with transparent or highly reflective materials
Contact-Based Measurement Systems
Traditional mechanical gauges and scanning profilometers physically touch the material to measure thickness or profile. These systems use spring-loaded probes or rolling sensors that maintain contact with the moving web.
Key drawback: Contact systems can damage delicate materials including thin films, medical nonwovens, and soft textiles. Physical contact also introduces wear over time, reducing measurement accuracy and requiring frequent calibration. For high-temperature materials or sticky surfaces, contact measurement is often impractical or impossible.
Nuclear and Radiometric Gauging
Beta and gamma transmission gauges measure thickness and basis weight by detecting radiation absorption differences as radioactive emissions pass through the material. Common isotopes include Krypton-85, Strontium-90, and Promethium-147.
Accuracy: Nuclear gauges provide precise measurement across a wide range of materials and thicknesses, making them historically popular in paper, plastics, and metals industries.
Significant drawbacks:
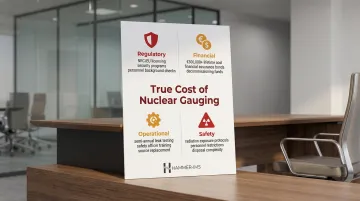
Regulatory burden: US NRC regulations (10 CFR Part 30 and Part 37) mandate specific licenses for possession and use, physical security programs for Category 1 and 2 sources, background checks for personnel, and detailed recordkeeping. EU Directive 2013/59/EURATOM requires strict control, tracking, and disposal arrangements for High-Activity Sealed Sources.
Financial assurance: Licensees must provide financial assurance (trust funds, surety bonds) to guarantee decommissioning funds are available, preventing states from bearing the cost of "orphan sources."
Operational costs: Semi-annual leak testing, radiation safety officer training, security infrastructure, and expensive disposal fees accumulate to more than €300,000 over a single sensor's lifetime.
Safety concerns: Ongoing radiation exposure risks require protective protocols and limit personnel interaction with equipment.
These regulatory and cost factors are driving manufacturers toward non-nuclear alternatives, particularly in the EU where regulatory pressure continues to increase.
Contactless Non-Nuclear Measurement Technologies
Modern alternatives transmit electromagnetic waves through material to measure thickness and density without contact, nuclear materials, or regulatory burden.
Millimeter wave (M-Ray) technology operates by transmitting electromagnetic waves through non-metallic materials and measuring time delays as waves penetrate and reflect back. Systems like Hammer-IMS's M-Ray technology operate across the full web width in real time, providing both surface and structural defect data for continuous production of films, foams, textiles, and composites.
Key advantages:
- No emission licenses required — eliminates regulatory compliance overhead
- Contactless operation with stand-off distances up to 30 centimetres — prevents material damage and enables measurement of hot materials immediately after extrusion
- Material property independent — consistent performance regardless of colour, transparency, or additives
- Precision to 1 micrometre across thickness ranges from 20 microns to several centimetres
- Simultaneous measurement of thickness, basis weight, and density
Terahertz (THz) systems offer similar capabilities with the added benefit of measuring individual layers in multilayer structures — critical for applications like barrier films where each layer serves a specific function.
Near-Infrared (NIR) sensors excel at measuring moisture content, coating thickness, and specific polymer layers, providing high-resolution data without radiation hazards.
Across all three technologies, measurement accuracy matches or exceeds nuclear gauging — without the licensing costs, disposal fees, or personnel restrictions that come with radioactive sources.
AI and Data Analytics Integration
Modern defect detection platforms combine AI-driven analysis and data logging with raw sensor output. Neural networks trained on customer-provided defect datasets enable real-time pattern recognition that identifies anomalies human operators might miss.
Advanced systems incorporate:
- Automated defect classification — distinguishing between defect types and severity levels
- Trend monitoring — identifying gradual process drift before it produces out-of-spec material
- Predictive maintenance alerts — flagging equipment issues based on measurement pattern changes
- Statistical process control — calculating uniformity indices, coefficients of variation, and real-time FFT analysis
Connectivity software like Hammer-IMS's Connectivity 3.0 links measurement data to production control systems via industrial protocols (Modbus TCP/IP, OPC UA, PROFINET), enabling closed-loop process adjustment. Data integration with SQL databases, FTP servers, and visualization platforms like Grafana provides production engineers with comprehensive quality analytics and historical trend analysis.
What to Look For When Choosing a Defect Detection System
Material and Process Compatibility
The chosen technology must suit your specific material characteristics and line speed. Consider:
- Material type: optical clarity, surface texture, composition (metallic vs. non-metallic)
- Thickness range: from microns to centimetres depending on your products
- Temperature at measurement point: some materials must be measured hot, immediately after forming
- Line speed: systems must capture data faster than material moves past sensors
- Web width: full-width coverage requires multiple sensors or scanning systems
A system designed for steel strip gauging will not work for thin polyethylene film. Similarly, technologies optimised for opaque materials may fail on transparent films. Verify that vendors have documented experience with materials similar to yours.
Real-Time Data Output and Closed-Loop Integration
A detection system that only logs data for post-shift review delivers limited value in continuous production. Prioritise systems that output real-time signals compatible with your production control system, enabling automatic process correction.
Key integration capabilities:
- Industrial communication protocols: Modbus TCP/IP, OPC UA, PROFINET, Ethernet/IP
- PLC compatibility: direct connection to Siemens, Beckhoff, or other control systems
- Automatic parameter adjustment: die gap, coating knife position, line speed, pump flow
- Response time: milliseconds to seconds, not minutes
Hammer-IMS's Connectivity 3.0 software enables this closed-loop integration, automatically signalling production equipment to adjust process parameters the moment deviations are detected. The result: hundreds of metres of off-spec material avoided before a single manual intervention is needed.
Non-Nuclear and Non-Contact Operation
For industries handling sensitive or delicate materials, or where regulatory compliance is a concern, non-nuclear contactless systems eliminate radiation hazards, reduce compliance overhead, and allow measurement without risk of material damage.
Regulatory obligations for nuclear-based systems are substantial and growing:
- EU manufacturers face increasingly restrictive nuclear technology regulations
- US facilities require NRC licensing, security programmes, and financial assurance for decommissioning
- Disposal of radioactive sources involves significant costs and regulatory complexity
Eliminating those obligations has direct operational benefits as well:
- No specialised safety training or protective equipment required
- No periodic source replacement or leak testing
- No restrictions on personnel proximity to measurement equipment
- No radiation exposure risks for staff or the environment
M-Ray technology, for example, delivers measurement accuracy comparable to nuclear gauging across a wide range of materials — with none of the licensing, disposal costs, or safety protocols that nuclear systems require.
The Business Case for Automated Defect Detection
Waste and Yield
Inline detection that triggers process correction reduces the volume of off-spec material produced per shift. Automated inspection systems have reduced scrap rates by over 25% in steel manufacturing, with similar results documented across plastics and textiles.
For a 2-metre wide polycarbonate extrusion line running 24/7, reducing material thickness margins from 200 micrometres to 20 micrometres through precision measurement saves more than 1,000 metric tonnes of raw material annually. In plastics production where raw materials represent 70–90% of costs, this translates directly to bottom-line savings.
Real-world example: At Abriso-Jiffy, an XPS insulation board manufacturer, Hammer-IMS measurement systems achieved payback within 18 months by detecting variations early and preventing production batches that consume excessive materials. The system also smoothed product changeovers by providing immediate visibility into flatness profiles.
Quality Consistency and Customer Returns
Defective products that reach customers generate returns, claims, and reputational damage. Defective fabric rolls can suffer price reductions of 45% to 65% compared to first-quality goods.
Automated detection systems with traceable data logs serve two functions: a quality assurance mechanism and an audit trail for customer disputes. In automotive and medical device supply chains specifically, undetected defects trigger warranty claims, recalls, and loss of supplier certification — consequences that far exceed the cost of inline detection.
Time-stamped measurement records prove that material met specifications when it left your facility. That documentation protects against unfounded quality claims and feeds directly into process improvement initiatives.
Total Cost of Ownership vs. Manual Inspection
Automated inline systems outperform manual sampling across every practical dimension — particularly on high-speed lines running 24/7 where continuous human inspection is not viable.
The performance gap is measurable:
| Criterion | Manual Inspection | Automated Inline |
|---|---|---|
| Coverage | Sampled only | 100% of production |
| Defect detection rate | ~70% | Consistent, criteria-driven |
| Labour requirement | Dedicated staff per shift | Minimal oversight |
| Operating hours | Limited by fatigue | 24/7 at full line speed |
The sensor technology you choose also shapes total cost of ownership. For nuclear gauging systems, TCO includes licensing fees (initial and recurring), radiation safety officer training, security infrastructure, semi-annual leak testing, source replacement, and disposal fees. These costs can exceed €300,000 over a sensor's lifetime.
Non-nuclear alternatives like Hammer-IMS's M-Ray technology eliminate these regulatory costs entirely while delivering comparable measurement accuracy. In the EU — where regulations on radioactive measurement technologies continue to tighten — the TCO gap between nuclear and non-nuclear systems widens with each compliance cycle.
Frequently Asked Questions
What is defect detection?
Defect detection is the process of identifying flaws, deviations, or anomalies in manufactured materials or products using sensors, imaging, or measurement systems. The goal is to flag, correct, or reject defective output before it reaches customers, reducing waste and ensuring consistent quality.
What are defect detectors?
Defect detectors are hardware and software systems used to identify product flaws in real time. They range from camera-based machine vision systems that detect surface anomalies to contactless measurement gauges that identify thickness variation, density irregularities, or subsurface defects invisible to the human eye.
What are three types of defects?
The three primary categories are surface defects (scratches, pinholes, contamination), dimensional defects (deviations in thickness, width, or profile), and subsurface defects (internal voids, inclusions, or density variations not visible at the surface). Each type requires a different detection method to catch reliably.
What is the difference between inline and offline defect detection?
Inline detection measures material during production, enabling immediate process correction before more defective output is made. Offline detection tests samples after the fact on separate equipment — too slow for continuous processes where defects can propagate across hundreds of metres before anyone notices.
How does real-time defect detection reduce production waste?
Real-time defect data feeds directly into the production control system, triggering automatic adjustments to parameters like die gap or coating speed the instant a deviation appears. This stops off-spec material at the source rather than after hundreds of metres have already been produced, cutting scrap and improving yield.

