Introduction
Lithium battery films—including separator membranes and coated electrode foils—are manufactured at tolerances measured in micrometres. Yet a single undetected defect can trigger catastrophic failure. A pinhole in a 20 µm separator membrane creates a direct path between anode and cathode, enabling internal short circuits that cause thermal runaway, battery fires, and field failures in electric vehicles and energy storage systems.
The global lithium-ion battery market surpassed USD 150 billion in 2025, growing over 20% year-on-year, and manufacturers face mounting pressure to scale production without compromising safety or yield. The financial stakes are stark: inline 2D X-ray inspection costs approximately $0.05/kWh, while a 2.5% pack field failure rate during warranty runs roughly $7.50/kWh.
Manual spot-checking cannot bridge that gap. This article covers the systematic, inline surface inspection techniques that battery film manufacturers use to catch defects before they reach the cell assembly line.
Key Takeaways
- Battery films hold micrometre-scale tolerances — even minor defects can trigger short circuits or thermal runaway
- Critical defect types include pinholes, thickness variations, contamination, delamination, and edge burrs
- Inspection covers four production stages: separator manufacture, electrode coating, calendering, and slitting
- Line scan cameras, laser profiling, X-ray gauging, and millimetre-wave sensing each address distinct defect classes
- Inline real-time inspection prevents costly downstream failures and reduces scrap rates
What Are Lithium Battery Films?
Battery films are thin, flexible materials that form the electrochemical core of lithium-ion cells — three primary types define how a cell stores, separates, and delivers energy:
Separator Membranes:
- Polyethylene (PE) or polypropylene (PP) microporous films, typically 5–25 µm thick
- Trilayer configurations (PP/PE/PP) range from 10–38 µm
- Prevent physical contact between electrodes while enabling ion transport
- Ceramic or PVDF coatings add thermal stability
Coated Electrode Foils:
- Anode: graphite slurry coated onto copper foil (6–10 µm), coating thickness 60–90 µm
- Cathode: lithium metal oxide (NMC, LFP) on aluminium foil (10–20 µm), coating thickness 50–70 µm
- Determine electrochemical capacity, power output, and cycle life
These specifications are not just design targets — they directly govern safety and performance in the finished cell. That makes production accuracy critical.
These films are processed on wide-web lines running at over 100 metres per minute. At that rate, a one-second detection lag translates to more than 1.6 metres of potentially defective material. Catching surface and thickness defects in real time, at full production speed, is the central quality challenge in battery film manufacturing.
Why Surface Inspection Is Critical in Battery Film Manufacturing
Safety Implications
Defects link directly to catastrophic failures. Pinholes in separators create internal short circuits, triggering thermal runaway: the root cause of EV battery fires.
Real recalls show the stakes. Nissan recalled certain LEAF vehicles due to cathode edge damage that caused cathode folding and potential internal shorts. General Motors incurred $1.8–2.0 billion in charges to recall Chevrolet Bolt EVs due to a torn anode tab and folded separator, both tracing back to manufacturing defects.
Economic Impact
Early detection saves millions. Inline inspection catches defects at formation—before they propagate into assembled cells. Late-stage failures carry exponentially higher costs:
- Inline X-ray inspection: $0.05/kWh
- Field failure during warranty: $7.50/kWh (150× higher)
Undetected defects found post-assembly require scrapping finished cells outright, including active materials, electrolyte, and packaging.
Regulatory & Compliance Pressure
Automotive OEMs and safety regulators impose stricter quality requirements. Two standards now define the baseline for battery film manufacturers:
- UL 2591 (3rd Edition): Mandates rigorous separator testing covering thickness, dimensional stability, shutdown temperature, puncture strength, and porosity
- IATF 16949: Requires measurement and test data demonstrating control plan compliance throughout battery manufacturing
For manufacturers supplying automotive-grade cells, inspection is a compliance requirement, not a quality option.
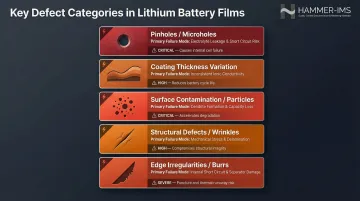
Common Defect Types in Lithium Battery Films
Defects in lithium battery films range from microscopic holes to structural misalignments — and each carries a distinct failure mode. Understanding what to look for is the first step toward choosing the right inspection technique.
Pinholes and Microholes
Cause: Extrusion or stretching during separator membrane production Risk: Even a 21 µm hole creates a direct ionic/electronic bridge between electrodes Detection challenge: Requires sub-pixel resolution imaging or sensitive non-optical techniques like pressure-drop testing
Coating Thickness Non-Uniformities
Thickness variation is one of the most common — and consequential — defect categories:
- Thin spots form when slurry viscosity, coating speed, or die pressure fluctuates, reducing cell capacity
- Thick spots crack during calendering, triggering delamination and accelerated cycle life degradation
- Both drive inconsistent electrochemical performance across the cell
Surface Contamination and Particles
Metal particles from equipment abrasion or slitting can puncture separators or create localized hotspots. A 2018 General Motors study revealed:
- Iron particles under 100 µm on cathodes had limited effect
- Particles near 150 µm caused premature cycle life failure
- Particles on anodes did not cause internal shorts
Detection requires both surface imaging and thickness mapping.
Structural Defects
Poor web handling during calendering or slitting introduces two related problems:
- Wrinkles and creases arise from web tension mismanagement and cause layer misalignment during cell stacking
- Delamination occurs when coating separates from foil, reducing adhesion and electrochemical contact
Edge Irregularities
Edge quality directly affects cell safety. Two failure modes stand out:
- Coating width misalignment exposes current collector areas, raising short-circuit risk
- Jagged edges post-slitting leave burrs that puncture separators during cell winding
IEEE 1625 sets a clear threshold: burr height must not exceed 50% of the separator's lower tolerance limit.
Surface Inspection Techniques at Each Production Stage
Battery film inspection is not a single checkpoint but a staged discipline. Different defect types emerge at separator production, coating, calendering, and slitting—each requiring matched inspection technologies for speed, material sensitivity, and web width coverage.
Separator Film Production Inspection
Separator film inspection targets three defect categories: base film flaws (pinholes, thin spots, black spots), post-coating uniformity of ceramic or PVDF layers, and surface contamination. Oxygen- and moisture-sensitive surfaces demand non-contact or inert-atmosphere imaging approaches.
Three technologies cover these needs:
High-resolution line scan cameras / CIS:
- Capture surface defects at speeds up to 142,800 lines/sec (165 kHz)
- Resolve features at 20–100 µm across line speeds of 120–400 m/min
- Detect pinholes, contamination, and coating streaks
Confocal chromatic sensors:
- Measure transparent membrane thickness using white light focused at different wavelengths
- Sub-micron accuracy (±0.5 µm) without contacting the surface
Millimetre-wave sensing:
- Non-nuclear, non-contact thickness measurement
- Suited for thin separators where contamination risk must be zero
Electrode Coating Inspection
Electrode coating inspection splits into two parallel requirements: dimensional accuracy and surface quality.
Dimensional checks cover:
- Coating width and ceramic layer width
- Foil area width
- Top/bottom coating layer alignment (mismatch detection)
- Virtual edge positioning
Surface defect detection targets:
- Bubbles, pits, and drying cracks
- Wrinkles and oven marks
- Jagged or uneven ceramic application
- Coating bulges, dark marks, and foreign particle inclusions
Running surface imaging and thickness gauging simultaneously catches both appearance and dimensional defects in a single pass. For coating weight measurement, X-ray transmission gauges have largely replaced legacy Krypton-85 beta gauges—delivering higher accuracy, faster response, and no radioactive scattering risk.

Calendering Process Inspection
Calendering compresses coated electrodes to improve density and electrochemical performance. The process reduces porosity from roughly 60% to 20–25%—improving electronic conductivity, but tightening tolerances for everything downstream.
When calendering goes wrong, the failure modes include:
- Uneven compression causing cross-web thickness variation
- Foil leakage at edges
- Surface cracks in the active material layer
- Residual wrinkles or indentations
Excessive compaction restricts lithium-ion diffusion and degrades high-rate performance. Theoretical modelling benchmarks calender tolerance at ±3.0 µm for evaluating porosity variation—tight enough that real-time control matters. Inline thickness gauging across the full web width feeds data directly to the calender rolls, enabling closed-loop adjustment before out-of-spec material advances.
Slitting and Final Electrode Inspection
Post-slitting inspection confirms three things:
- Cut width accuracy (critical for cell stacking geometry)
- Edge quality: burrs, torn edges, powder loss/dusting
- Residual surface defects: scratches, indentations, foil leakage from cutting
Edge quality is the highest-stakes check at this stage. Burrs on cut edges puncture separators during cell winding or stacking—and IEEE 1625 (the battery safety standard for rechargeable lithium-ion systems) sets a hard limit: burr height must not exceed 50% of separator thickness. Meeting that requires simultaneous imaging of both strip sides alongside dimensional edge profile confirmation.
How Hammer-IMS Can Help
Hammer-IMS provides contactless, non-nuclear measurement systems designed for film and sheet production environments. The company's M-Ray technology—based on patented electromagnetic millimetre waves—enables precise thickness measurement of battery films without physical contact, radioactive sources, or the safety infrastructure that nuclear gauges require.
Specific Advantages for Battery Film Producers
Real-time cross-web thickness profiling:
- Detects coating non-uniformities and thin spots across full web width
- Eliminates blind spots that single-point measurement systems miss
- Operates at production speed without material contact
Closed-loop integration via Connectivity 3.0:
- Inspection data feeds automatically to coating or calendering processes
- Reduces scrap and tightens thickness tolerances without operator intervention
- Supports Modbus TCP/IP, OPC/UA, and PLC integration (Beckhoff, Siemens)
Non-nuclear, environmentally safe approach:
- No radiation emission licenses required
- Eliminates regulatory burdens and operating costs of radioactive isotopes
- ATEX-certified for hazardous production environments
- Supports automotive OEM sustainability audits by eliminating radioactive isotope handling

These capabilities are already deployed in the field. In 2025, Hammer-IMS partnered with ADSTEC in Japan to deliver M-Ray measurement systems specifically for battery industry production lines.
Conclusion
Lithium battery film surface inspection is not a single-stage checkpoint but a multi-technique discipline spanning separator production, coating, calendering, and slitting. Each stage presents distinct defect risks demanding inspection systems chosen for precision, speed, and material compatibility.
Tightening cell energy density targets mean separator and electrode tolerances are now measured in single-digit micrometres — defects that were once marginal are now failure-critical. Manufacturers that combine imaging, non-contact thickness profiling, and real-time process feedback close the loop between detection and correction before out-of-spec material advances down the line. Non-contact measurement technologies, such as millimetre-wave systems, are particularly well suited here: they handle thin, delicate films without introducing contact damage or contamination.
The shift from periodic sampling to continuous inline inspection is already underway in high-volume battery plants. The question for manufacturers is not whether to make that transition, but how quickly they can close the gap between current practice and what yield and safety targets now require.
Frequently Asked Questions
What are the most common defects found in lithium battery separator films?
Pinholes, thin spots, and white/black spots are the primary separator defects. Pinholes are the most critical because they create a direct path for internal short circuits between anode and cathode, potentially triggering thermal runaway.
Why is inline inspection preferred over offline sampling in battery film manufacturing?
Inline inspection catches defects at the point of formation, before they propagate downstream into assembled cells. This reduces the cost of scrap, rework, and field failures compared to sampling finished product, where defects discovered post-assembly represent total losses.
What is the difference between contact and contactless inspection methods for battery films?
Contact methods (touch-based thickness gauges) risk scratching or contaminating sensitive film surfaces. Contactless methods such as optical imaging, confocal sensors, and millimetre-wave gauging measure without physical interaction, which is critical for fragile separators and freshly coated electrode foils.
Can inspection systems detect defects on both sides of electrode films simultaneously?
Yes. Dual-sided inspection is achievable by placing sensors or cameras on both sides of the web simultaneously, which is especially important for detecting coating mismatch between the top and bottom coated surfaces of electrode foils.
How does thickness measurement during calendering affect battery cell performance?
Calendering determines electrode density and porosity, both critical to electrochemical capacity. Real-time thickness measurement with cross-web profiling ensures compression is uniform, preventing areas of over- or under-compression that degrade cell consistency and high-rate performance.
What causes edge defects after electrode slitting, and why do they matter?
Slitting blades introduce burrs, tears, or dusting at cut edges when blades are worn or misaligned. These edge defects are dangerous because burrs can puncture the separator during cell winding or stacking, leading to internal short circuits in the finished cell.