Introduction
As lithium-ion batteries power everything from EVs to grid storage, film and coating measurement at the micron level determines whether a cell performs safely and efficiently — or ends up as scrap. The tolerances are unforgiving.
Even microscopic deviations in separator film thickness or electrode coating weight can trigger thermal runaway, shorten cycle life, or cause entire production runs to be rejected.
The commercial stakes are real. Industry scrap rates in battery cell production range between 5% and 30%, and at a 10 GWh Gigafactory, a 30% scrap rate translates to roughly $225 million in annual losses.
Downstream, the consequences are just as severe. GM's Chevrolet Bolt recall cost $1.9 billion — traced back to torn anode tabs and folded separators.
This post breaks down the main battery film measurement techniques, what each measures, how they work in a production environment, and what to look for when selecting the right method.
Key Takeaways
- Battery film measurement ensures separator films and electrode coatings meet exact thickness and weight tolerances — directly affecting cell safety and performance
- Core targets: separator thickness (10–25 µm), anode/cathode coating weight, and full-web electrode profile
- Techniques used include capacitive sensors, confocal chromatic systems, white light interferometry, NIR, and non-nuclear millimeter wave systems
- Inline measurement drives real-time process control, cutting scrap and defect risk
- Technique selection depends on film type, measurement location, and required accuracy
What Is Battery Film Measurement and Why Does It Matter?
Battery film measurement is the process of precisely measuring the thickness, coating weight, and surface profile of thin films and coatings used in lithium-ion battery cells — including separator films and electrode coatings on anode and cathode substrates.
Measurement accuracy has a direct, proven impact on battery performance. Inconsistent coating thickness leads to:
- Uneven ion distribution across the electrode surface
- Elevated internal resistance reducing charge/discharge efficiency
- Localized hotspots that accelerate cell degradation
- Increased thermal runaway risk — a critical safety hazard in EV and energy storage applications
Research from Oak Ridge National Laboratory shows that electrodes with multiple thin coating defects dropped to just 20% remaining capacity after 200 cycles, compared to 45% for electrodes with a single thick defect, due to increased interfacial delamination.
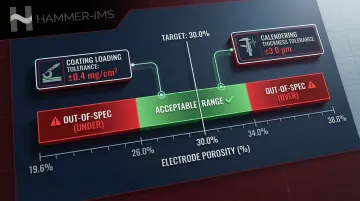
Manufacturing tolerances are tighter than many assume. Theoretical models show that a coating loading tolerance of ±0.4 mg/cm² and a calendering thickness tolerance of ±3.0 µm can cause positive electrode porosity to vary from 19.6% to 38.6% — far outside the 30% target specification. This variation demands significant electrolyte volume adjustments and degrades performance.
What Gets Measured in Battery Film Production
Separator Film
Separator film physically separates the anode and cathode while allowing ion flow. Commercial separators typically measure 10–25 µm thick, with consistent thickness and uniform porosity distribution essential for both performance and safety.
Trilayer separators (PP/PE/PP) act as an inherent safety device with two distinct thermal responses:
- PE inner layer melts at ~130–135°C, filling pores to block ionic conduction and shut down the cell during a thermal event
- PP outer layers maintain mechanical strength and prevent electrode contact up to ~165–170°C
Electrode Coatings (Anode and Cathode)
The active material slurry must be applied at a precise coat weight on both sides of the substrate:
- Anode: Graphite-coated copper foil (typically 6–12 µm thick)
- Cathode: Lithium metal oxide-coated aluminum foil (typically 10–16 µm thick)
Because coated material is non-recoverable, detecting application errors inline is critical. To achieve a zero-reject rate in a simulated 1000-cell production run, electrode slitting, cutting, and negative electrode coating tolerances must be controlled at a standard deviation of 0.5% to 1.0%.
Additional Measurement Parameters
Other parameters that complement thickness measurement include:
- Web edge position: Maintains lateral film alignment during guiding to prevent misregistration
- Roller gap control: Critical during calendering to achieve target electrode density
- 3D coating profile at edges: Catches coating anomalies, edge beads, and undulations that cause downstream problems
Battery Film Measurement Techniques Explained
Capacitive Sensors
Capacitive sensing measures the electrical capacitance between the sensor and the conductive film substrate, making it highly effective for thin electrode coatings on metal foils.
Key advantages:
- Large effective measuring spot compensates for surface inhomogeneity
- Sub-micrometer accuracy (down to 0.0375 nm resolution)
- Stability at high process temperatures (up to 200°C with integrated temperature compensation)
Originally developed for semiconductor clean-room applications, this technology has been adapted for industrial battery production, where it excels at measuring coating thickness on copper and aluminum foils.
Laser Triangulation and Confocal Chromatic Sensors
Two opposing optical sensors measure distance from each face of the coated electrode film. The difference in readings yields precise total thickness, including coating layers on rough slurry surfaces.
Confocal chromatic sensors split white light into monochromatic wavelengths via chromatic aberration; the specific wavelength focused on the target determines the distance. Keyence CL-3000 confocal sensors achieve resolution of 0.003 µm and linearity of ±0.2 µm.
The laser-line design makes this approach particularly suited to porous, calendered electrode coatings — where surface irregularities would confound single-point optical methods.
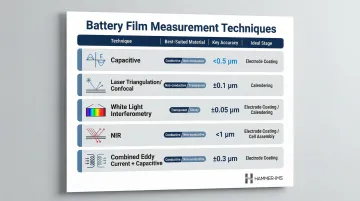
White Light Interferometers
White light interferometry measures the optical path difference in thin, semi-transparent films to detect coatings as thin as 10 µm on plastic or polymer separator films, with sub-micrometer precision.
For transparent-to-semi-transparent materials like separator film, where reflective or contact methods are unsuitable, white light interferometry has no practical alternative. Bruker InSight WLI delivers sub-nanometer vertical resolution (down to 0.01 nm) and can resolve interfaces within transparent layers.
Near-Infrared (NIR) Sensors
NIR sensors analyze the full spectral response of separator film to infrared energy (1,000 to 3,000 nm), providing multi-component thickness data.
Covering both wet and dry production stages, NIR is one of the few inline methods that works immediately after the wet coater. A single-sided NIR sensor can measure water or solvent content in the coating to calculate dry-coating basis weight, enabling process correction before material enters the oven.
Combined Eddy Current + Capacitive Sensors
A combined sensor using an eddy current element (measuring distance to the metal roller or substrate) and a capacitive element (measuring distance to the film surface) can produce a differential coating thickness value from one side only.
Single-sided access is the key advantage here — no opposing sensor is needed, which simplifies integration on production rollers. Micro-Epsilon combiSENSOR KSB measures target thicknesses from 40 µm to 6 mm, with industrial temperature tolerance from -10°C to +180°C and contamination resistance.
Non-Nuclear Contactless Alternatives
Battery manufacturers have traditionally relied on nuclear gauges (beta transmission sensors using radioactive isotopes like Krypton-85 and Promethium-147) for coat weight measurement. The random nature of radiative emission requires longer measurement times, which limits traversing frame speed and leaves significant coating areas unmeasured at high industrial line speeds.
Non-nuclear alternatives based on millimeter wave or microwave transmission now offer comparable or superior accuracy without the regulatory, safety, or disposal burdens. Key distinctions between the main approaches:
- Beta gauges: Radioactive source; slower response due to stochastic emission; requires licensing and periodic source replacement
- X-ray transmission: Stable photon beam provides higher accuracy and faster response than beta gauges; eliminates radioactive source licensing and disposal requirements
- Millimeter wave / M-Ray: Fully non-radioactive; contactless; compliant without source licensing
Hammer-IMS's M-Ray technology uses millimeter wave transmission to measure coating thickness inline without contact, radioactive sources, or licensing overhead — making it a practical retrofit for lines previously running beta gauges.
Battery Film Measurement in Practice: From Coating Line to Quality Control
Multi-Stage Measurement Placement
Measurement systems are positioned at multiple stages of the production line to catch process drift before it propagates downstream:
- Before coating: Substrate baseline measurement
- Immediately after coating head: Wet coat weight measurement
- After drying oven: Dry coat weight measurement
- After calendering: Final compressed electrode thickness measurement
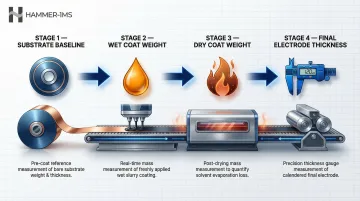
This staged approach enables operators to identify whether deviations originate from coating application, drying parameters, or calendering pressure.
Sensor Configuration Options
Three sensor configurations are used in electrode production, each offering a different trade-off between coverage and installation complexity:
- Single-track (spot measurement): Measures at one fixed point across the web width — simplest to install, but misses cross-directional variation.
- Multi-track (simultaneous measurement): Multiple sensors span the web width for real-time cross-web profiles. Traditional traversing single-point sensors only measure 2% to 4% of the electrode material, while inline mass profilometry measures 100% of the coated electrode.
- Full-profile scanning: Sensors traverse the full web width continuously, giving complete edge-to-edge coverage — the preferred option for detecting cross-directional thickness variation.
Real-Time Closed-Loop Feedback
In a closed-loop configuration, real-time measurement data feeds directly back to the production process for immediate correction. If coating weight drifts out of specification, the system signals the coating applicator to adjust — preventing extended runs of off-spec material.
This feedback loop reduces both material waste and post-production rejects. Continuous inline thickness monitoring allows manufacturers to tighten the 1% to 2% safety buffer typically used for thickness, cutting raw material consumption in the process.
Data Logging and Traceability
Beyond real-time correction, continuous data logging creates a production record tied to batch and web position. When battery cell testing reveals performance anomalies, these records enable precise root cause analysis rather than guesswork. This traceability supports quality assurance and regulatory compliance — both of which carry high stakes in battery manufacturing.
Common Mistakes in Production Measurement Setups
Avoid these frequent errors:
- Measuring only at one location on the web (misses cross-web variation)
- Neglecting edge-zone coating profiles where anomalies are most frequent
- Skipping validation checks after sensor recalibration
- Failing to synchronize sensor data with production speed for accurate positional mapping
The edge-zone point above deserves emphasis: edge elevations (edge beads) form at the lateral edges during slot-die coating due to neck-in flow in the cross-web direction. When electrodes are wound, these superelevations can superpose — causing waves, cracks, and local density fluctuations during calendering.
How Hammer-IMS Can Help with Battery Film Measurement
Hammer-IMS provides non-nuclear, contactless measurement solutions for battery film manufacturers. Its M-Ray millimeter-wave technology measures thickness and coat weight without radioactive sources — removing the safety, compliance, and licensing overhead that nuclear gauges bring to battery production environments.
Core Advantages for Battery Film Manufacturers
- Measures without contact, preventing web marking or damage to delicate separator films and freshly coated electrodes
- Feeds real-time data into Connectivity 3.0 software for immediate closed-loop process adjustment
- Detects localized coating variations across the full web width, reducing production thickness margins
- Logs complete quality data for batch-to-batch traceability and regulatory compliance

Integration and Application
Hammer-IMS systems integrate into existing production lines without halting production. The Marveloc-CURTAIN uses multiple M-Ray sensors with lateral scanning for full cross-web coverage, and can be configured for key stages of battery film production:
- Coating
- Drying
- Calendering
To discuss your specific measurement requirements, contact Hammer-IMS at +32 11 36 55 01 (Global) or +1 864 641 1223 (US).
Conclusion
Battery film measurement is a core production control function — one that directly determines performance, safety, and manufacturing yield. The right measurement technique must be matched to the specific film type (conductive vs. non-conductive), process stage (wet vs. dry), and accuracy requirement.
As battery technology pushes toward thinner films and higher energy densities, measurement precision requirements will keep tightening. Manufacturers who invest in inline, non-nuclear measurement systems now — such as millimeter-wave technologies like Hammer-IMS's M-Ray platform — are better positioned to hold tighter tolerances, cut scrap rates, and avoid the downstream costs of out-of-spec cells reaching assembly.
Frequently Asked Questions
What is the most accurate technique for measuring separator film thickness?
White light interferometry and NIR-based sensors work best for thin, semi-transparent separator films (down to approximately 10 µm), offering sub-micrometer accuracy and compatibility with both wet and dry production processes.
Why does uneven electrode coating thickness lead to battery failure?
Non-uniform coating creates uneven ion distribution across the electrode surface, generating localized hotspots that reduce efficiency, accelerate degradation, shorten battery lifespan, and increase the risk of thermal runaway — a critical safety failure mode.
Can battery film thickness be measured without contact during high-speed production?
Yes. Multiple contactless techniques — including capacitive sensors, laser triangulation, white light interferometry, and millimeter wave (M-Ray) systems — are designed for inline, non-contact measurement at full production speeds without marking or damaging the web.
What is the difference between measuring separator film and electrode coating?
Separator film is a non-conductive polymer, so optical or interferometric methods are required. Electrode coatings sit on conductive metal substrates (copper or aluminum foil), which enables eddy current, capacitive, or differential optical techniques that use the substrate as a measurement reference.
How does inline measurement reduce material waste in battery production?
Real-time measurement with closed-loop feedback allows immediate correction of coating or film thickness deviations, preventing extended runs of off-specification material that would otherwise be scrapped — directly improving yield and reducing raw material consumption.
What are the drawbacks of nuclear gauges for battery film measurement?
Nuclear (beta transmission) gauges use radioactive isotopes that require strict regulatory licensing, specialized operator training, and controlled disposal procedures. These compliance overheads are avoided entirely with non-nuclear alternatives — M-Ray or optical systems — which often deliver superior accuracy and speed.