Introduction
When Hilaire de Chardonnet unveiled his "artificial silk" in the 1880s, he introduced what would become the world's first commercially engineered fiber. Rayon is derived from wood pulp cellulose, yet it requires intensive industrial chemistry to produce — a dual nature that still divides classification debates today. This hybrid identity has sparked ongoing debate: Is rayon natural because it comes from plants, or synthetic because it requires extensive chemical processing?
For textile manufacturers, procurement managers, and quality engineers, rayon's history is directly relevant. Knowing how it evolved — from dangerously flammable nitrocellulose to today's closed-loop Lyocell processes — shapes decisions about fiber selection, environmental compliance, worker safety, and process optimization.
This article traces rayon's journey from experimental curiosity to global commodity, covering invention breakthroughs, production method evolution, 20th-century industrial expansion, and how advanced measurement technologies now shape modern rayon manufacturing.
TLDR:
- Chardonnet patented the first rayon process in 1884, but flammability delayed commercialization until 1891
- The viscose method (1892) became dominant due to scalable chemistry and low-cost wood pulp feedstock
- Carbon disulfide toxicity in viscose production caused documented worker health crises throughout the 20th century
- Lyocell (1982) introduced a closed-loop, non-toxic alternative using NMMO solvent with >99% recovery
- Non-contact M-Ray measurement systems now reduce waste and ensure consistent basis weight in continuous rayon production
The Birth of "Artificial Silk": Rayon's Origins in the 1880s
Chardonnet's Nitrocellulose Breakthrough and Dangerous Delay
Hilaire de Chardonnet (1839–1924) earned the title "Father of Rayon" by patenting the first commercial cellulose-based fiber process in 1884 (French Patent 165,349). His nitrocellulose method dissolved plant cellulose in a nitric acid solution, then extruded it through fine spinnerets to create lustrous filaments that closely mimicked silk. The market eagerly anticipated this "artificial silk" as an affordable alternative to expensive natural silk.
One critical flaw halted immediate commercialisation: the fiber was dangerously flammable. Nitrocellulose—also known as guncotton—was chemically unstable and prone to spontaneous ignition. This safety crisis delayed Chardonnet's commercial launch by seven years; production didn't begin at his Besançon, France factory until 1891. The flammability risk remained severe enough that the industry ultimately abandoned nitrocellulose rayon entirely in favour of safer alternatives.
Schweizer's Reagent and the Cuprammonium Foundation
Swiss chemist Matthias Eduard Schweizer (1818–1860) discovered in 1857 that cellulose could be dissolved in tetraamminecopper dihydroxide—later known as Schweizer's reagent. This copper-ammonia complex offered a non-derivatising dissolution pathway, meaning cellulose dissolved directly without first being converted into a chemical derivative.
Schweizer's work laid the groundwork for the cuprammonium rayon process, commercialised by the mid-1890s. The resulting fibers were exceptionally fine and silk-like, and reached consumers under the Bemberg brand name.
The Viscose Patent That Changed Everything
Three English chemists—Charles Frederick Cross, Edward John Bevan, and Clayton Beadle—delivered the breakthrough that would define the rayon industry. In May 1892, they patented the viscose process (British Patent No. 8,700, "Improvements in Dissolving Cellulose and Allied Compounds"), named for the highly viscous solution created during processing.
The process involved four key stages:
- Treat cellulose with sodium hydroxide and carbon disulfide to form cellulose xanthate
- Dissolve the xanthate in dilute alkali to create the viscous solution
- Extrude the solution through spinnerets into an acid bath
- Regenerate pure cellulose filaments, structurally identical to natural plant cellulose

Following the patent, Cross, Bevan, and Beadle formed the Viscose Syndicate in 1893 to license the technology commercially.
Courtaulds and American Viscose Launch Commercial Production
Courtaulds Fibres became the first company to produce commercial viscose rayon in November 1905 at its Coventry, England facility. The company's American division, American Viscose Corporation, launched US production in 1910 at its Marcus Hook, Pennsylvania plant. For an entire decade, American Viscose remained the sole rayon producer in the United States before competitors entered the market in the 1920s.
How Rayon Is Made: The Evolution of Production Processes
The Four Core Production Methods
Rayon's evolution from experimental fiber to industrial staple traces through four primary production methods, each representing a step toward safer, cleaner, and more scalable manufacturing:
- Nitrocellulose method (1884): Chardonnet's original process, abandoned due to extreme flammability
- Cuprammonium method (1890): Schweizer reagent-based dissolution, discontinued in the US over copper and ammonia effluent toxicity
- Viscose method (1891/1892): The industry standard — scalable and cost-effective, but carrying serious environmental costs
- Lyocell process (1982): A closed-loop alternative using organic solvents, greener but more expensive to run
The Viscose Process: How It Works and Why It Dominates
The viscose method became the global standard because it used abundant, low-cost wood pulp and relied on scalable chemical inputs. The process moves through four steps:
- Alkalization: Cellulose sheets steep in 17–20% sodium hydroxide, converting to alkali cellulose.
- Xanthation: The alkali cellulose reacts with carbon disulfide (CS₂), forming soluble sodium cellulose xanthate.
- Dissolution and Ripening: The xanthate dissolves in dilute sodium hydroxide into a thick dope, then ages to reach the correct molecular weight for spinning.
- Extrusion and Regeneration: The dope is forced through a spinneret into an acid bath (sulfuric acid, sodium sulfate, zinc sulfate), which neutralizes the alkali and regenerates solid cellulose filaments.
Viscose still dominates global rayon production today — reliable, low-cost, and capable of consistent output at scale. That dominance, however, comes with a persistent toxicity problem.
The Carbon Disulfide Problem: Toxic Trade-Offs
The viscose process's Achilles' heel is carbon disulfide (CS₂), a highly toxic, volatile solvent. CS₂ exposure causes severe neurological and cardiovascular damage. A 1938 study in the Journal of the American Medical Association (JAMA) documented what workers called "viscose insanity" — a cascade of psychiatric, neurological, and vascular symptoms among rayon factory employees.
By the 1930s, 19 of the 25 rayon factories operating in the United States used the viscose process, and a significant proportion of workers experienced health impacts from CS₂ exposure. Today, OSHA sets a Permissible Exposure Limit of 20 ppm (8-hour time-weighted average); NIOSH recommends a stricter 1 ppm. Despite these standards, CS₂ emissions remain largely uncontrolled in many producing countries. Transparency around worker safety data is limited.
Cuprammonium Rayon: Fine but Environmentally Costly
The cuprammonium method uses Schweizer's reagent (copper and ammonia) to dissolve cellulose directly, producing ultra-fine, silk-like fibers. Marketed as Bemberg, cuprammonium rayon offers superior drape and smoothness. However, the environmental drawbacks—specifically the difficulty of safely managing copper and ammonia effluents—led to its discontinuation in the United States. Today, Bemberg is produced exclusively in Japan by Asahi Kasei Corporation, where advanced wastewater treatment infrastructure mitigates environmental risks.
Lyocell: The Closed-Loop Revolution
In the late 1970s, researchers at American Enka developed a solvent-based alternative that avoided toxic intermediates entirely: the Lyocell process, which uses N-methylmorpholine N-oxide (NMMO) as a direct organic solvent. Unlike viscose, Lyocell avoids toxic carbon disulfide entirely. Courtaulds licensed the technology and built a 100 kg/week pilot plant in Coventry, UK, in 1982. Full commercialization came in 1990/1992 when Courtaulds opened a production facility in Mobile, Alabama, branding the fiber as TENCEL™.
The Lyocell process recovers and reuses more than 99% of the NMMO solvent in a closed-loop system, drastically reducing chemical waste and environmental impact. Following corporate acquisitions, Lenzing AG acquired the TENCEL brand and Lyocell operations in 2004, and continues to lead in sustainable cellulosic fiber production. While greener, the Lyocell process remains more expensive than viscose production, limiting its market share to premium applications.

Rayon's Rise Through the 20th Century
The 1920s: America's Golden Age of Rayon
By the 1920s, the United States had become the world's largest rayon producer. In 1929, US rayon production reached approximately 121 to 123.2 million pounds—more than double Italy's 50 million pounds, the second-largest producer. Tariff policies, manufacturing expansion, and rising consumer demand for affordable silk-like fabrics drove this surge, transforming rayon from a novelty into a mass-market textile staple.
Industrial Applications and High-Tenacity Rayon
Around 1935, rayon's role expanded beyond apparel into heavy industrial applications. Manufacturers developed high-tenacity rayon—fibers with nearly double the strength of standard rayon—enabling their use as reinforcement cords in tires, conveyor belts, and parachutes. This shift required significant advances in fiber chemistry, as industrial applications demanded higher tensile strength and elastic modulus compared to apparel-grade rayon.
Post-WWII Innovations: HWM Rayon and Modal
The post-World War II era brought major structural innovations. In the 1950s, manufacturers developed High-Wet-Modulus (HWM) rayon, with US commercial production beginning in 1955. Standard viscose loses up to 50% of its strength when wet—HWM rayon tackled this directly by modifying the stretch-spinning process and molecular alignment, producing fibers with far greater durability and dimensional stability in wet conditions.
Modal, a stretched form of viscose aligned at the molecular level, further improved strength and softness. Lenzing AG trademarked Modal, and it has since become a preferred fiber for machine-washable apparel like underwear, pajamas, and bed linens.
The Asian Production Shift
The late 20th century saw global rayon production shift decisively toward Asia. Pollution control regulations and rising worker safety costs in Europe and the United States made viscose production economically difficult in Western markets. Manufacturing moved to China, India, and Indonesia, where lower labor costs and less stringent environmental oversight enabled competitive pricing. By 2023, China alone accounted for approximately 57% of global viscose fiber production—a concentration that has made Western manufacturers increasingly dependent on Asian supply chains for a fiber once produced domestically at scale.
Types of Rayon and Their Properties
Main Rayon Types in Commercial Use
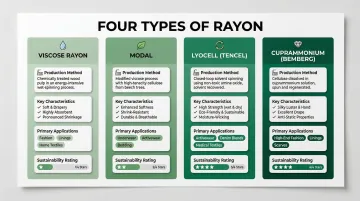
Today's rayon market includes four primary types, each with distinct characteristics and applications:
| Rayon Type | Production Method | Key Characteristics | Primary Applications |
|---|---|---|---|
| Viscose Rayon | Viscose process (CS₂-based) | Soft, breathable, affordable; low wet-strength | Apparel, home textiles, linings |
| Modal | Stretched viscose (beech-tree cellulose) | Higher wet-strength, eco-efficient water use, superior softness | Underwear, activewear, bed linens |
| Lyocell (TENCEL) | NMMO-based, closed-loop | Highest wet-strength, sustainable production, moisture-wicking | Premium apparel, performance textiles |
| Cuprammonium (Bemberg) | Copper-ammonia reagent | Ultra-fine, silk-like finish; environmentally costly | High-end linings, luxury fabrics |
Core Physical Properties
Rayon offers several advantageous properties:
- Absorbs moisture effectively, making it breathable and comfortable against skin
- Replicates the feel of silk, cotton, wool, or linen depending on how it is processed
- Accepts dye across a wide colour range, producing vibrant, consistent results
- Can be engineered to resemble most natural fibres in both texture and appearance
However, standard viscose suffers notable weaknesses:
- Loses up to 50% of tensile strength when wet, limiting durability in damp conditions
- Stretches and distorts during laundering, requiring careful washing
- Has the lowest elastic recovery of any textile fibre, making permanent deformation a real risk
HWM rayon and Modal variants address many of these drawbacks, offering machine-washability and dimensional stability suited to everyday garments. Where performance requirements are more demanding — tire cords, conveyor belts, and similar industrial uses — high-tenacity rayon provides the thermal stability and tensile stiffness those applications require.
Environmental and Health Considerations in Rayon Production
Occupational Health Risks of Carbon Disulfide
The use of carbon disulfide in viscose production carries documented occupational health risks, historically linked to cardiovascular disease, neurological damage, and psychiatric disorders. Despite decades of research, transparency around worker safety data remains limited in major producing countries.
Independent auditing against modern exposure limits is critical but inconsistently enforced. Key regulatory thresholds include:
- OSHA PEL: 20 ppm (permissible exposure limit)
- NIOSH limit: 1 ppm (stricter recommended ceiling)
Deforestation and Sustainable Sourcing
Because rayon production relies on wood pulp, links to unsustainable forestry practices have raised criticism from environmental organizations. To address this, organizations like the Forest Stewardship Council (FSC), the Programme for the Endorsement of Forest Certification (PEFC), and CanopyPlanet now score man-made cellulosic fiber (MMCF) manufacturers on sustainable sourcing practices.
CanopyPlanet's Hot Button Report ranks producers on forest sourcing and investment in next-generation circular fibers. In the 2024/2025 reports, Lenzing, Aditya Birla (Birla Cellulose), and Tangshan Sanyou tied for the top "Dark Green Shirt" ranking, demonstrating leadership in sustainable sourcing and closed-loop innovation.
Biodegradability: A Silver Lining
Despite production challenges, rayon offers a meaningful end-of-life advantage: biodegradability. Research published in the Marine Pollution Bulletin (2019) demonstrated that cotton and rayon microfibers achieve over 70% biodegradation in aerobic aquatic and sewage sludge environments within 35 days, whereas polyester exhibits negligible degradation.
A 2010 soil burial study recorded 99% weight loss for Modal and 98% for viscose over four months, compared to just 2% for polyester.
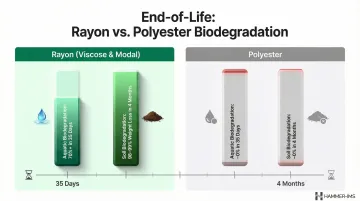
This gives Lyocell and sustainably sourced Modal a clear environmental edge over fully synthetic fibers like polyester, which do not meaningfully break down in the environment.
Rayon in Modern Textile Manufacturing
Global Market Snapshot
In 2023, global MMCF production reached 7.9 million tonnes, representing approximately 6% of the total global fiber market. Viscose rayon dominates this category, accounting for 80% of MMCF volume (6.3 million tonnes). Lyocell is experiencing rapid growth as a sustainable alternative, reaching 0.37 million tonnes (5% of MMCF) in 2023. Consumer and brand demand for sustainably produced cellulosic fibers continues to reshape investment priorities across the sector.
Production Quality Challenges
Modern rayon manufacturers face stringent quality control requirements. Achieving consistent fiber thickness, uniform caliper across wide production widths, and minimal variation in basis weight are critical for both quality and cost efficiency. Any inconsistency results in material waste, product rejection, or customer complaints downstream.
Key quality control challenges include:
- Maintaining uniform degree of polymerisation (DP) in dissolving pulp
- Controlling molecular weight distribution (MWD) to prevent non-homogeneous dissolution
- Managing hemicellulose content and viscosity (ideal pulp viscosity: 400-600 mL/g)
- Preventing filter clogging and basis weight variations during extrusion
- Ensuring consistent physical strength in final fibers
Advanced Measurement Technologies for Continuous Production
Advanced, non-contact measurement technologies are increasingly relevant in continuous rayon and nonwoven production environments. Systems like those developed by Hammer-IMS enable **real-time thickness and basis weight monitoring** without disrupting the production line.
Using patented **M-Ray millimetre-wave technology**, these systems scan the entire material width through multiple sensor heads. Key capabilities include:
- Nearly 100% width coverage through multiple sensor heads
- Detection of basis weight variations, edge profile deviations, and sporadic anomalies in real time
- Non-nuclear, non-radioactive operation — no emission licensing required
- Improved worker safety compared to traditional beta-gauge systems

Real-time feedback enables closed-loop production adjustment, automatically triggering coating applicator changes or process corrections to maintain precise thickness specifications. This reduces material waste and lowers rejection rates — measurable gains in a market where China alone produces 57% of global viscose fiber and cost efficiency is non-negotiable.
Frequently Asked Questions
Is rayon a good fabric?
Rayon is soft, breathable, and affordable — well-suited for apparel and home textiles. Standard viscose has low wet-strength and needs careful laundering, while Modal and Lyocell offer greater durability for more demanding applications.
Is rayon fabric natural or synthetic?
Rayon is classified as a semi-synthetic or regenerated cellulose fiber. Its raw material is natural (wood pulp or plant cellulose), but it undergoes extensive chemical processing to become a textile fiber — neither fully natural nor fully synthetic.
Who invented rayon, and when?
Hilaire de Chardonnet is credited as the "Father of Rayon" for his 1884 patent on nitrocellulose-based artificial silk. However, the viscose process—the foundation of modern rayon—was developed by Charles Frederick Cross, Edward John Bevan, and Clayton Beadle in the early 1890s.
What is the difference between rayon and viscose?
Viscose is technically a type of rayon—specifically, rayon produced by the viscose process. The two terms are often used interchangeably, though "rayon" is the broader category that also includes Lyocell, Modal, and cuprammonium types.
Is rayon environmentally friendly?
Rayon is more biodegradable than synthetics and can come from renewable plant sources. However, the viscose production process involves toxic chemicals (carbon disulfide) and carries deforestation risks. Certified Lyocell and sustainably sourced Modal represent the more eco-friendly end of the spectrum.
What are the main types of rayon used in textiles today?
The four primary types are viscose rayon (most common, affordable), Modal (stretched viscose with higher wet-strength), Lyocell/TENCEL (closed-loop, sustainable), and cuprammonium/Bemberg (ultra-fine, silk-like, Japan-only production).