Introduction
Lithium-ion batteries tolerate almost no moisture. Even trace water content reacts with the electrolyte salt LiPF₆ to produce hydrofluoric acid (HF): a corrosive compound that degrades capacity, shortens cycle life, and creates significant safety hazards. Research shows that LiPF₆ hydrolysis generates HF, which corrodes electrodes, damages separator films, and in severe cases can contribute to thermal runaway events.
Preventing contamination is only half the challenge. Accurately measuring moisture is equally critical — and where many manufacturers run into trouble. Common problems include sampling errors that skew results, instrument drift that masks humidity excursions, and misread data that leads to scrapping acceptable material or passing defective batches.
This article covers the tools, methods, and procedures used to measure moisture across battery materials and manufacturing environments, with practical guidance on interpreting readings and avoiding the most costly mistakes.
Key Takeaways
- Li-ion batteries require water content below 20 ppm to prevent HF formation and capacity loss
- Three methods cover different stages: Karl Fischer Titration (lab analysis), dew point sensors (dry room monitoring), and contactless in-line systems (real-time production control)
- Brief air exposure during sampling dramatically spikes moisture readings — protocol is as critical as the instrument itself
- Each material has its own moisture threshold; exceeding it means stopping the line, not just logging the deviation
- Dry rooms, glove boxes, and proper PPE are essential for consistent, contamination-free results
What You Need to Measure Moisture in Li-Ion Batteries
The right tools and measurement point depend on whether you are testing a specific battery material in a lab (electrolyte, electrode, separator) or monitoring the ambient manufacturing environment in real time.
Tools and Indicators Required
For material testing:
- Coulometric Karl Fischer titrator with oven or headspace attachment
- Sealed glass vials with septum caps
- Precision analytical balance
- Dried carrier gas supply (argon or nitrogen)
- Disposable syringes for liquid sampling
- Optional glove box for ultra-sensitive trace analyses
For dry room environmental monitoring:
- Chilled mirror hygrometer (highest accuracy) or ceramic metal-oxide dew point transmitter (cost-effective continuous monitoring)
- Sensors installed at dryer outlets, gas supply lines, operator work zones, and ventilation ducts
For real-time production line monitoring:
- In-line contactless sensor using near-infrared (NIR) or millimetre wave-based technology
- Scanning frame mounted above the production web
- Integration with production control software for data logging and closed-loop feedback
Preconditions and Setup
Before beginning any moisture measurement, the environment must meet strict requirements. The measurement area should be a controlled dry room or glove box maintained at a dew point of −40 °C or lower. Sensor placement follows the critical points outlined in the monitoring tool list above.
With the environment verified, all sampling and weighing of hygroscopic battery materials must be performed inside that controlled atmosphere. This prevents atmospheric moisture pickup between sampling and measurement — an error that can invalidate the entire sample.
Methods to Measure Moisture in Li-Ion Batteries
Method selection depends on whether the goal is precise trace-level material analysis, continuous environmental control, or real-time in-process quality monitoring. No single method covers all three use cases equally well.
Karl Fischer Titration
Karl Fischer titration measures absolute water content in battery materials at the ppm level through electrochemical iodine generation. It is the accepted reference method for material qualification across electrolytes, electrode powders, separators, and additives.
Tools/Indicators Needed:
- Coulometric Karl Fischer titrator
- Oven/headspace attachment for solids
- Sealed glass vials with septum caps
- Precision analytical balance
- Dried carrier gas
- Disposable syringes
- Optional glove box for ultra-sensitive analyses
Steps:
- For electrolytes: Draw sample into a disposable syringe under inert atmosphere, inject through the septum into the titration cell, record total water in µg, then calculate concentration relative to sample volume.
- For solid electrode materials: Weigh sample into a sealed vial, insert via oven/headspace attachment, programme heating temperature or ramp (0.1–10 °K/min), and allow released water vapour to transport via carrier gas into the titration cell.
- Verify accuracy: Run standard addition with a NIST-traceable liquid water standard; compare spiked vial recovery against an unspiked vial to confirm method correctness.

Strengths:
- Highest sensitivity — detects sub-ppm levels
- No titre adjustment needed with the coulometric variant
- Works across both liquid and solid materials
Limitations:
- Time-consuming and requires skilled operators
- Reactive electrolyte additives (such as dimethyl sulphoxide) can interfere with results, requiring modified reagents or standard addition validation
Where environmental control matters as much as material certification, dew point measurement takes over.
Dew Point Measurement
Dew point measurement tracks water vapour concentration in the manufacturing environment, ensuring ambient conditions stay below the threshold required for safe production.
Tools/Indicators Needed:
- Chilled mirror hygrometer (highest accuracy)
- Ceramic metal-oxide or thick-film dew point transmitter (cost-effective continuous monitoring)
- Sensors installed at PSA tower or membrane dryer outlets, gas lines, and operator work zones
Steps:
- Mount dew point sensors at critical points — dryer outlets, supply air ducts, production area entries, and ventilation exhaust. Confirm calibration against a traceable reference before use.
- Commission dry room dehumidifiers and dryers; allow the environment to stabilise, then verify the steady-state dew point reading against target threshold (typically −40 °C dp or lower).
- Log readings continuously and configure alarms to trigger when dew point rises above threshold. Investigate and correct any deviation before resuming production.
Strengths:
- Enables continuous, real-time environmental control without interrupting production
- Chilled mirror instruments deliver ±0.1 °C accuracy for the most demanding environments
Limitations:
- Relative humidity sensors are insufficient for ultra-low moisture levels and must not be substituted for dew point instruments
Neither Karl Fischer nor dew point monitoring can flag moisture issues mid-production on moving material webs. That's where in-line contactless measurement becomes essential.
In-Line Contactless Moisture Measurement
In-line contactless measurement delivers real-time, non-destructive moisture readings directly on moving battery materials — separator films and electrode coatings — as they are produced. This enables immediate process corrections before material is wound into cells.
Tools/Indicators Needed:
- Non-contact in-line sensor using near-infrared (NIR) or millimetre wave-based technology (such as Hammer-IMS's M-Ray technology)
- Mounting on scanning frame above production web
- Integration with production control software for real-time data logging and closed-loop feedback
Steps:
- Install the contactless sensor head at the appropriate point in the coating or calendering line. Calibrate against reference samples with known moisture values and confirm the measurement profile covers the full material web width.
- Run the production line at normal speed. The sensor continuously records moisture values across the web, sending real-time data to the process control system.
- Use integrated closed-loop feedback to automatically adjust drying parameters when readings deviate from the target window, reducing waste and preventing out-of-spec material from advancing.

Strengths:
- Non-destructive, non-nuclear, and requires no sample preparation or laboratory handling
- Provides uniform moisture coverage across the full web width
- Supports reduction of production scrap through closed-loop process adjustment
Limitations:
- Not a substitute for Karl Fischer when absolute ppm-level material certification is required
- Not suited to finished-cell electrolyte analysis
The three methods address different stages and needs in battery production. The table below summarises where each fits:
| Method | Primary Use Case | Accuracy | Production Impact |
|---|---|---|---|
| Karl Fischer Titration | Material qualification (lab) | Sub-ppm | Offline — interrupts production |
| Dew Point Measurement | Environmental control (dry room) | ±0.1 °C dp | Continuous — no interruption |
| In-Line Contactless | Real-time process monitoring | Web-wide profile | Inline — immediate feedback |
How to Interpret Moisture Measurement Results
Misreading a result or applying the wrong threshold can lead to passing defective material or unnecessarily scrapping acceptable product — both outcomes carry significant cost and safety implications.
Normal / Acceptable
- Electrolytes and assembled components: Water content below 20 ppm is generally required to prevent HF formation
- Electrode powders and separators: Acceptable thresholds vary by material type and cell chemistry; verify against material-specific specifications
- Dry room environment: Steady dew point at or below −40 °C dp indicates atmosphere is within control
- Action: Log result, continue production under normal protocol
Minor Issues
Moisture readings slightly above specification typically point to one of the following:
- Small upward drift in dry room sensor readings
- Electrode material testing marginally above target
- Handling exposure event or gradual dryer performance decline
Action: Re-sample to confirm, inspect dryer function and room seals, quarantine the suspect batch pending re-test.
Out-of-Spec
Readings significantly above 20 ppm in electrolyte or electrode materials, or a dry room dew point rising above the control limit, indicate serious contamination or equipment failure. Research shows that just three minutes of open-air exposure can triple water content in freshly dried electrode powders.
Action:
- Halt production and isolate affected material immediately
- Investigate root cause (failed dryer, compromised seal, improper sampling)
- Verify corrective action before resuming
- Review sampling protocol if out-of-spec readings occurred during sample collection
Common Errors in Battery Moisture Measurement
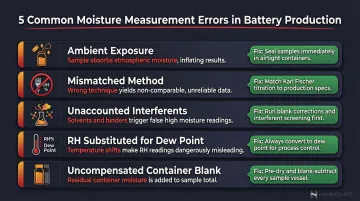
The most frequent source of incorrect results is improper sampling and handling, not instrument failure. A flawless measurement of a compromised sample still produces a worthless result. These five errors account for the majority of unreliable moisture readings in battery production:
Ambient exposure during sampling:
Handling hygroscopic materials outside a glove box or dry atmosphere inflates readings. Even a partially filled vial with headspace absorbs moisture before the septum is sealed.
Mismatched measurement method:
Relative humidity sensors lack the sensitivity for trace moisture in electrolytes — only coulometric Karl Fischer achieves reliable ppm-level detection. Equally, oven temperatures that trigger thermal decomposition before water is fully released produce low or erratic results.
Unaccounted interferents in electrolytes:
Certain additives such as dimethyl sulphoxide and reactive salts can produce false titration results. Failing to identify and compensate for these leads to systematic error — verify with standard addition recovery tests before committing to a method.
Substituting relative humidity for dew point:
RH sensors cannot detect the small moisture changes that matter in ultra-low humidity battery environments. This gap can allow damaging moisture levels to go undetected entirely.
Uncompensated container blank:
Sample containers — particularly larger vials — contribute background moisture that introduces systematic positive error. Subtract the container blank from every result; larger vessels carry proportionally higher background levels.
Safety and Best Practices for Battery Moisture Measurement
Dry Room and Glove Box Protocols
All work involving opened battery electrolytes or freshly dried electrode materials must be conducted inside a controlled atmosphere — a glove box with inert gas purge, or a certified dry room at ≤ −40 °C dp. Airlock loading/unloading procedures must be followed to prevent humidity ingress.
Personal Protective Equipment
Hydrofluoric acid hazard exists if reactive electrolytes containing LiPF₆ contact moisture. Operators should wear chemical-resistant gloves, lab coats, and eye protection during Karl Fischer sampling. Consult the relevant safety data sheets for the specific electrolyte formulation in use.
Instrument and Sensor Maintenance
Keep measurement equipment in reliable condition with these routine steps:
- Recalibrate dew point sensors regularly against traceable references
- Inspect Karl Fischer titration cell septa for integrity before each measurement session
- Clean measurement cells according to manufacturer protocol to prevent carryover between samples
Frequency and Documentation
Establish a documented measurement schedule that covers:
- Incoming material qualification
- In-process checks at each production stage
- Ambient monitoring with continuous data logging
Record all results, batch identifiers, and corrective actions to support traceability and quality system requirements. Consistent data logging also enables trend analysis that can catch gradual drying system degradation before it triggers a production excursion.
Frequently Asked Questions
What should the humidity be in a battery room?
Lithium-ion battery dry rooms typically require a dew point of −40 °C or lower (equivalent to relative humidity below 1%). Use dew point measurement rather than relative humidity at these ultra-low levels, as RH sensors lack sufficient sensitivity.
Which sensor is used to detect moisture?
For dry room environmental monitoring, chilled mirror hygrometers and ceramic metal-oxide or thick-film dew point transmitters are the primary sensor types. For material testing, a coulometric Karl Fischer titrator is the standard analytical instrument.
What is the maximum allowable water content in lithium-ion battery materials?
Water content must typically be kept below 20 ppm in the finished battery assembly to prevent reaction with LiPF₆ forming hydrofluoric acid. Individual component thresholds (electrode powders, separators, electrolytes) may differ — confirm thresholds against your specific cell chemistry.
What happens if moisture levels are too high in a lithium-ion battery?
Excess moisture reacts with the conducting salt LiPF₆ to produce hydrofluoric acid, which causes capacity loss, reduced cycle life, corrosion of metal components and electrodes, and potential safety risks including thermal runaway.
Can Karl Fischer titration be used for all lithium-ion battery components?
Karl Fischer is suitable for electrolytes (direct injection), solid electrode powders (with oven/headspace technique), and separator films. Highly reactive additives or thermally unstable conducting salts can interfere with results; these cases require modified reagents or standard addition validation.
What is the difference between dew point and relative humidity measurement in battery manufacturing?
Dew point measures the absolute concentration of water vapour independent of temperature and provides greater sensitivity at ultra-low moisture levels. Relative humidity is temperature-dependent and too coarse for detecting small changes that affect battery production quality at sub-1% RH conditions.