Introduction
When a defect-laden batch of plastic sheeting slips past final quality checks and triggers a costly product recall, the economic consequences ripple through the entire organization. Research shows that up to 20% of manufacturing defects escape detection until after delivery, contributing to a Cost of Poor Quality (COPQ) that can reach 15–20% of sales revenue (up to 40% in extreme cases).
For manufacturers of nonwovens, composites, and industrial materials, catching subsurface flaws during production—not after dispatch—is critical to both efficiency and profitability.
Acoustic surface inspection is a core non-destructive testing (NDT) method used to detect defects, assess material integrity, and measure layer properties without damaging the material. Unlike purely visual inspection, acoustic methods reveal hidden delaminations, voids, and internal cracks that go unnoticed until functional failure.
This article covers the main acoustic inspection methods, how each works, where they apply across aerospace, construction, and nonwovens manufacturing, and where complementary measurement technologies are the stronger fit.
TLDR:
- Acoustic inspection uses sound waves to detect subsurface defects invisible to the eye
- Key methods: air-coupled ultrasonics, contact ultrasonics, acoustic emission, impact echo, and laser-ultrasonics
- Detects delaminations, voids, cracks, and thickness variations in metals, composites, foams, and nonwovens
- Speed and setup constraints mean microwave-based systems are often better suited for high-speed continuous measurement
What Is Acoustic Surface Inspection?
Acoustic surface inspection is a non-destructive testing approach that uses sound waves—typically in the ultrasonic or audible frequency range—to detect anomalies, voids, delaminations, cracks, or thickness variations in a material's surface or near-surface layers. ISO 16810:2024 defines ultrasonic testing as being "based on the propagation of ultrasonic waves through the test object and monitoring either the transmitted signal or the signal reflected or diffracted from any surface or discontinuity."
The term "acoustic" encompasses a broad family of techniques:
- Contact ultrasonic probes using coupling gel
- Air-coupled ultrasonic systems for non-contact inspection
- Acoustic emission monitoring that listens for stress waves
- Resonance-based inspection driven by impact-generated pulses
- Laser-ultrasonics for fully non-contact measurement
All rely on how sound waves propagate through, reflect from, or are generated by a material under stress or inspection.
Acoustic vs. Optical Inspection
Acoustic inspection differs from visual or optical surface inspection in one critical way: what it can see. Optical methods excel at detecting surface scratches, colour variations, or visible contamination, but they stop at the surface.
Acoustic methods reach deeper, detecting subsurface defects such as internal voids in foam, delaminations in composites, and disbonds in multilayer laminates. This makes them essential for structural and functional quality control where surface-only checks fall short.
Key Acoustic Surface Inspection Methods
Air-Coupled Ultrasonic Testing (ACUT)
Air-coupled ultrasonic testing transmits ultrasonic waves through air (without coupling gel or direct contact) to and through the material. ACUT typically operates in the frequency range from 50 kHz to 1 MHz, making it ideal for thin, porous, or delicate materials like nonwovens, foams, and composites where contact methods would compress or damage the substrate.
Key advantages:
- No coupling agent required
- Non-contact operation protects delicate materials
- Well-suited for water-sensitive or highly attenuating materials
- Growing use in continuous web inspection for plastics and textiles
Limitation: Significant signal loss of at least 30 dB is common due to the high impedance mismatch at the air-solid boundary, restricting spatial resolution compared to contact methods.
Contact Ultrasonic Testing
A transducer placed directly on the material surface (with a coupling agent) sends high-frequency sound pulses into the material. Industrial ultrasonic testing typically operates between 0.5 MHz and 25 MHz, with higher frequencies used for fine-grain metals, ceramics, and thin polymers.
Two primary configurations:
- Pulse-Echo: One transducer sends and receives; echo amplitude and location identify discontinuities within the material
- Through-Transmission: Separate send and receive transducers detect discontinuities through signal attenuation or total loss across the material thickness
Contact ultrasonic testing is the workhorse method for metals, thick plastics, and structural composites where direct surface access is available and coupling is practical.
Acoustic Emission (AE) Testing
Acoustic emission detects the burst of acoustic energy released when a material undergoes deformation, cracking, or damage under load. ASTM E1316 defines AE as "the class of phenomena whereby transient stress/displacement waves are generated by the rapid release of energy from localized sources within a material."
Key distinction: AE is a passive monitoring technique. Sensors "listen" for these stress waves during operation—useful for structural integrity monitoring of pressure vessels, pipelines, and bridges under load—but it does not scan for pre-existing defects. When machinery operates, possible AE sources include impacts, friction, particulate crushing, and metal removal.
Impact Echo and Resonance Testing
Impact echo generates a stress pulse through a mechanical impact; the resulting resonant frequencies reveal thickness and detect internal delaminations or voids. ASTM C1383 governs the technique for measuring P-wave speed and thickness of concrete plates using impact-generated pulses.
Primary applications:
- Concrete slabs and wall panels
- Prefabricated construction elements
- Road surfaces and infrastructure inspection
- Layered materials with parallel surfaces
With known P-wave velocity, the impact-echo frequency can be related empirically to the plate thickness, enabling rapid thickness assessment and delamination detection.
Laser-Ultrasonics
Laser-generated ultrasound is a fully non-contact acoustic method. A pulsed laser is absorbed by the material surface to create rapid thermal expansion that generates ultrasonic waves; a second laser interferometer measures the surface displacement.
Key advantages:
- Non-contact inspection of high-temperature or inaccessible surfaces
- High-resolution imaging of complex geometries
- Effective for hot, moving, or delicate materials
Cost barrier: Industrial laser ultrasonic systems range from $500,000 to $2 million, limiting deployment to aerospace composites and high-value metallurgical applications where throughput volumes or part criticality offset the capital cost.
How Acoustic Surface Inspection Works
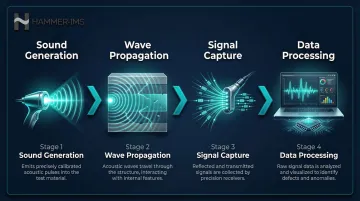
The general inspection workflow follows a consistent pattern regardless of specific method:
- Sound generation: A transducer, laser, or impactor introduces acoustic energy into the test material
- Wave propagation: The waves travel through the material and interact with boundaries, defects, or density variations
- Signal capture: Sensors capture the transmitted, reflected, or emitted signal
- Data processing: Software interprets the signal to map defect locations or measure material properties
Key Signal Parameters
Signal interpretation relies on measuring specific parameters that indicate material condition:
- Time-of-flight: Relates to thickness or defect depth based on how long the signal takes to return
- Signal attenuation: Indicates porosity or density changes as the wave weakens passing through the material
- Frequency content shifts: Identify delaminations or disbonds based on how the material filters different frequencies
- Amplitude changes: Reveal reflections from internal boundaries or discontinuities
Calibration and Standards
Calibration against known reference specimens ensures accuracy and repeatability before any inspection begins. ISO 16810:2024 specifies general principles for ultrasonic testing of industrial products, while sector-specific standards cover the remaining application areas:
- Aerospace: EN 4179, NAS 410
- Construction: ASTM C1383
- Electromagnetic acoustic transducer (EMAT) techniques: ASTM E1816
Benefits of Acoustic Surface Inspection in Industrial Settings
Non-Destructive and In-Process Capability
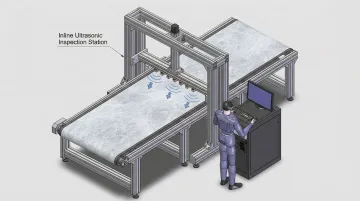
Acoustic inspection does not alter, damage, or contaminate the material being tested. In air-coupled and non-contact configurations, it can be integrated directly into production lines for 100% inline inspection, rather than sampling-based end-of-line checks. Inline inspection helps prevent defect propagation—when an issue is detected early, upstream parameters can be adjusted to reduce future defects, whereas end-of-line inspection merely sorts outcomes.
Detection of Hidden and Subsurface Defects
Acoustic methods detect defects that are invisible at the surface but functionally critical:
- Delaminations in composite materials
- Voids in foam or insulation materials
- Internal cracks in metals
- Disbonds in multilayer laminates
Ultrasonic testing provides volumetric inspection, detecting internal discontinuities that surface-based methods like liquid penetrant or magnetic particle testing cannot see.
Material Property Characterization
Beyond defect detection, acoustic inspection measures:
- Thickness and layer uniformity
- Elastic modulus
- Density variations
- Porosity levels
This quantitative data ties directly to product performance and compliance specifications, giving process engineers measurable inputs for tuning production rather than relying on end-product pass/fail results.
Versatility Across Materials
Acoustic inspection applies across a broad range of industrial materials:
- Metals and ceramics
- Polymers and composites
- Foams and nonwovens
- Textiles and construction materials
The choice of method — contact vs. air-coupled, and frequency range — is matched to each material's acoustic properties and thickness.
Cost Reduction Through Early Defect Detection
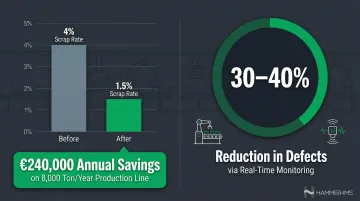
Catching defects during production — before further processing, assembly, or dispatch — prevents costly rework, material waste, and warranty claims. The financial impact is measurable:
- Reducing scrap from 4% to 1.5% on an 8,000 ton/year line saves €240,000 annually
- Real-time monitoring has delivered a 30–40% reduction in defects across manufacturing operations, stopping issues before they reach the customer
Industry Applications of Acoustic Surface Inspection
Aerospace and Automotive Composites
Air-coupled ultrasonic scanning and laser-ultrasonics inspect carbon fibre reinforced polymers (CFRP) and glass fibre composites for delaminations, porosity, and fibre misalignment—critical for structural safety. ACUT is used for inspecting payload fairings, interstage fuselages, and solar panel supports in aerospace applications, whilst automated inspection cells use phased-array systems for large composite panels.
Construction and Infrastructure Materials
Impact echo and resonance testing assess concrete slabs, wall panels, and road surfaces for internal voids, delaminations, and thickness uniformity. Impact-echo is used for estimating the thickness of concrete slabs and detecting delamination of concrete slabs and debonding of overlays, enabling quality control of prefabricated construction elements and maintenance inspection of existing structures.
Nonwovens, Foams, and Flexible Materials
Air-coupled ultrasonic methods are effective for porous or low-density materials—nonwovens, acoustic foams, and insulation—where contact probes would compress or damage the substrate. This enables web-speed inspection of fabric weight, density, and defect presence without touching the product.
Industries that depend on air-coupled ultrasonics for in-process quality control include:
- Automotive acoustics — inspecting nonwoven liners and foam components for uniform density
- Filtration — verifying fibre distribution and basis weight in filter media
- Construction insulation — confirming thickness uniformity in mineral wool and foam boards
Limitations of Acoustic Inspection and Where Complementary Technologies Help
Acoustic surface inspection methods face several practical limitations:
Contact method constraints:
- Require coupling agents (gel or water)
- Difficult to automate at high line speeds
- Surface preparation requirements
- Incompatible with hot, delicate, or porous materials
Air-coupled method constraints:
- Struggle with highly porous or acoustically lossy materials
- Signal losses of at least 30 dB are common due to impedance mismatch
- Limited spatial resolution compared to contact methods
General challenges:
- Complex geometries and multi-layered structures create signal interpretation difficulties
- Specialized expertise needed to set up and interpret results accurately
- Speed limitations for continuous high-volume processes
Complementary Measurement Technologies
Where acoustic methods struggle with speed, contact requirements, and porous materials, non-contact technologies based on microwave or millimetre wave principles close the gap for continuous high-speed web measurement across nonwovens, plastic films, textiles, and construction sheets.
Hammer-IMS's M-Ray technology is a contactless, non-nuclear measurement solution that delivers real-time thickness and basis weight data across the full width of a moving web. Key operating characteristics include:
- 30 cm stand-off distance — no physical contact with the material
- 1 micrometre precision — across materials up to 30 cm thick
- No coupling agents — compatible with porous, hot, and delicate substrates
- Closed-loop feedback via Connectivity 3.0 software, enabling automated process control at line speeds
Best-practice approach: Understand which inspection challenge you are solving:
- Defect detection and characterization (subsurface voids, delaminations, cracks) → Acoustic NDT excels
- Continuous process control and uniformity monitoring (basis weight, thickness profiles, real-time feedback) → Contactless inline measurement systems like M-Ray are optimised
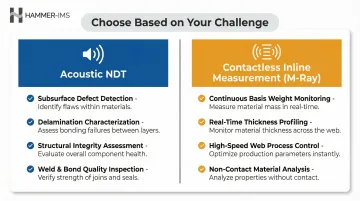
Manufacturers now combine both technologies—using acoustic inspection for structural defect characterization whilst deploying microwave-based systems for 100% continuous quality monitoring and process control.
Frequently Asked Questions
What is the difference between acoustic and ultrasonic surface inspection?
Ultrasonic inspection is a subset of acoustic inspection. Both use sound waves, but ultrasonic inspection operates above 20 kHz (beyond human hearing), whilst "acoustic" inspection can also encompass lower-frequency resonance and emission methods. In practice, the terms are often used interchangeably in industrial NDT contexts.
Can acoustic surface inspection be performed without contact?
Yes, air-coupled ultrasonic testing and laser-ultrasonics are both non-contact acoustic inspection methods. These are particularly valuable for delicate, porous, or hot materials where a physical transducer cannot touch the surface without causing damage or distortion.
What types of defects can acoustic inspection detect?
Acoustic inspection detects internal voids, delaminations, cracks, disbonds, porosity, thickness variations, and density non-uniformities: any anomaly that changes how sound waves propagate through or reflect within the material.
How fast can acoustic surface inspection operate on a production line?
Speed depends heavily on the method. Automated phased-array and air-coupled ultrasonic systems can scan at several metres per minute, but high-volume continuous processes (for example, nonwoven web production at 100+ m/min) may require complementary inline measurement approaches.
Is acoustic surface inspection suitable for all industrial materials?
Most solid, layered, and porous materials can be inspected acoustically, but the method and frequency must be matched to the material. Highly attenuating or heterogeneous materials (some composites, highly porous foams) can be challenging, and other NDT or measurement methods may be more suitable.
What standards govern acoustic surface inspection in manufacturing?
Key standards include ISO 16810:2024 (ultrasonic testing general principles), ASTM E1816 (electromagnetic acoustic transducer techniques), and ASTM C1383 (impact-echo for concrete). Industry-specific standards apply in aerospace (EN 4179, NAS 410) and other sectors, with compliance requirements varying by application.