
Introduction
Modern manufacturers face a fundamental challenge: how to measure, inspect, and control production quality without slowing down high-speed lines or damaging delicate materials. Non-contact sensor technology addresses this directly — these systems measure and monitor without any physical contact between the sensor and the target.
Traditional contact-based sensors create multiple pain points in demanding industrial environments:
- Wear out from mechanical friction, requiring frequent replacement
- Damage soft or fragile materials such as films and textiles
- Struggle to keep pace with fast-moving production lines
- Introduce contamination risks in medical, food, and specialty manufacturing
According to industrial sensor manufacturers, these limitations are driving growing adoption of non-contact alternatives that eliminate mechanical wear while maintaining measurement precision.
TLDR:
- Non-contact sensors measure position, thickness, distance, and temperature without touching the target
- They eliminate wear-related failures and enable consistent measurements on moving production lines
- Main types include inductive, capacitive, laser, ultrasonic, and millimeter wave technologies
- Each technology excels in specific conditions based on material type and environment
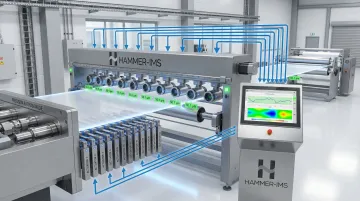
- Millimeter wave systems like Hammer-IMS's M-Ray technology measure through moving materials in real time
What Is a Non-Contact Sensor and How Does It Work?
A non-contact sensor detects, measures, or monitors a physical property—position, thickness, distance, temperature, or presence—without mechanical contact between the sensor and the target. This fundamental characteristic differentiates it from traditional contact-based sensors where a probe or sliding element physically touches the measured surface.
Operating Principle
Non-contact sensors emit or detect a physical field or signal, which can include electromagnetic waves, light beams, sound waves, or magnetic fields. The sensor interprets how the target interacts with that signal. Changes in reflection, absorption, inductance, or field strength translate into measurable output values that indicate the target's properties or position.
Because there's no mechanical wear, non-contact sensors deliver consistent, repeatable measurements over very long operational lifespans. Contact sensors, by contrast, degrade as sliding elements or probes wear down from friction — requiring periodic replacement and recalibration.
Signal Output Types
Engineers commonly encounter two core signal output types:
Analog outputs provide a continuous voltage or current signal (typically 0–10V or 4–20mA) proportional to the measured parameter. These outputs integrate directly into control systems for closed-loop process feedback.
Digital or switching outputs signal discrete states—on/off, present/absent—to controllers or PLCs. PNP and NPN refer to the transistor switching logic in digital proximity sensors. PNP sensors switch the output to a positive voltage when activated, while NPN sensors switch the output to ground. The choice depends on the input requirements of the connected controller.
Technology Selection Determines Application Suitability
Understanding your signal output requirements is only part of the equation. The underlying sensing technology—whether electromagnetic, optical, acoustic, or millimeter wave—determines which material types, measurement ranges, and environmental conditions the sensor can handle.
Selecting the wrong technology for your material or environment leads to unreliable measurements or complete system failure. That makes technology selection the first filter to apply before evaluating any other specification.
Main Types of Non-Contact Sensor Technologies
No single non-contact technology is universally superior. Each operates on a different physical principle and excels in specific conditions. Understanding the strengths and limitations of each technology family enables proper selection for your application.
Inductive and Eddy Current Sensors
Inductive sensors generate a magnetic field around the sensor face. When a conductive target enters this field, eddy currents are induced in the metal, and the sensor detects the resulting change in inductance or energy loss.
Key characteristics:
- Strictly for metallic objects (ferrous and non-ferrous metals)
- Immune to dirt, oil, water, and harsh environments
- Typical sensing ranges from millimetres to several centimetres
- Commonly used for metal part positioning and machine tool monitoring
According to OMRON's industrial sensor guidelines, inductive sensors excel in dirty manufacturing environments where optical sensors would fail, but they cannot detect non-metallic materials.
Where inductive sensors reach their limit—non-metallic targets—capacitive sensors take over.
Capacitive Sensors
Capacitive sensors measure the change in electrical capacitance between the sensor face and the target. Because capacitance responds to both distance and the dielectric properties of the intervening material, these sensors detect plastics, glass, liquids, and granular substances — not just metals.
Key characteristics:
- Detect materials through non-metallic barriers (plastic containers, glass walls)
- Suitable for liquid level detection and granular material sensing
- Sensitive to humidity changes and environmental conditions
- Shorter sensing ranges compared to inductive sensors
Common deployments include liquid level monitoring through plastic tanks and non-contact detection of fill levels inside sealed packaging.
Laser and Optical Sensors
Laser displacement sensors emit a focused light beam and use triangulation or time-of-flight principles to measure surface distance or profile. High resolution and fast measurement rates make them a strong choice for dimensional quality checks.
Key characteristics:
- Sub-micron measurement resolution
- High-speed measurement capability (thousands of readings per second)
- Surface reflectivity and ambient light affect performance
- Struggle with transparent, highly reflective, or dark materials
Industrial manufacturing sensor analysis from Keyence confirms that optical sensors deliver the highest native resolution but require clean environments and favourable surface conditions.
That surface-dependency is precisely where ultrasonic technology offers an alternative.
Ultrasonic Sensors
Ultrasonic sensors emit sound pulses above the range of human hearing (typically 40–200 kHz) and calculate distance based on the time required for the echo to return. The technology works across a wide range of surfaces, on transparent, shiny, or granular targets that challenge optical methods.
Key characteristics:
- Work on any solid or liquid surface regardless of colour or transparency
- Effective for long-range detection (up to several metres)
- Limited by high-temperature environments where sound velocity changes
- Performance degrades in high-noise environments
- Well-suited for presence detection and gap control on assembly lines
Typical use cases span tank level measurement, conveyor presence detection, and gap control during assembly.
Millimetre Wave and Microwave Sensors
Millimetre wave (mmWave) sensors use high-frequency electromagnetic waves (typically 30–300 GHz) to penetrate or reflect off materials, enabling non-contact measurement of thickness, density, and internal properties. This makes them particularly effective for continuous web measurement — films, sheets, nonwovens, and foam — where optical or contact methods fall short.
Key characteristics:
- Completely agnostic to surface colour, transparency, and texture
- Penetrate materials to measure internal properties
- High stand-off distances (up to 30 cm for thick materials)
- Immune to dust, fog, and ambient light variations
- Handle basis weights exceeding 1,000 gsm without contact or damage
Research on millimetre wave measurement systems confirms that mmWave technology measures uncompressed nonwovens several centimetres thick — without contact or damage — across a wide range of material densities.
Hammer-IMS's M-Ray technology applies this millimetre wave principle to moving production lines. It measures the time delay of electromagnetic waves passing through a material, producing consistent thickness and basis weight readings regardless of surface appearance or ambient conditions.

Non-Contact Sensors vs. Contact Sensors: A Practical Comparison
| Criterion | Contact Sensors | Non-Contact Sensors |
|---|---|---|
| Operational Lifespan | Limited by mechanical wear; probes degrade over time | No wear parts; consistent performance over years |
| Moving Targets | Require contact with surface; cause drag or damage | Measure without touching; ideal for high-speed lines |
| Delicate Materials | Can damage soft films, textiles, foam | Zero contact eliminates damage risk |
| Hygiene & Contamination | Physical contact introduces contamination risk | Non-contact suitable for medical, food applications |
| Measurement Speed | Limited by mechanical response time | High-speed measurement (milliseconds) |
| Initial Cost | Generally lower upfront investment | Higher initial cost |
| Total Cost of Ownership | Higher due to replacement, downtime, product damage | Lower through reduced maintenance and waste |
The table above captures the trade-off clearly: lower upfront cost versus lower lifetime cost. For most continuous production environments, the total cost of ownership favours non-contact technology — often significantly so when unplanned downtime and product rejects are factored in.
When Non-Contact Is Clearly Superior
Several production conditions make non-contact measurement the only practical choice:
- High-speed lines: Contact sensors introduce drag and vibration at modern line speeds. Non-contact sensors measure instantaneously without affecting web tension or speed.
- Fragile or soft materials: Films, textiles, foam, and nonwovens suffer damage from probe contact. Non-contact technology maintains quality control without compromising product integrity.
- Hazardous environments: In high-temperature, corrosive, or explosive atmospheres, non-contact sensors maintain safe standoff distances from dangerous conditions.
- Strict hygiene requirements: Medical devices, food packaging, and specialty materials cannot tolerate contact with measurement probes. Non-contact sensing eliminates this contamination pathway.

Non-Contact Sensors in Industrial Manufacturing
In industrial manufacturing, non-contact sensors embed at critical control points throughout production processes—presence detection, dimensional inspection, thickness gauging, material composition analysis, and closed-loop process feedback. The ability to take measurements in-line without stopping or slowing production represents a fundamental competitive advantage.
Cross-Industry Applications
Non-contact sensors serve a wide range of manufacturing applications:
- Thickness and basis weight measurement in nonwovens and plastic film — maintains tight tolerances and enables immediate process correction before off-spec material accumulates
- Position sensing on robotic assembly lines — ensures precise part placement and gap control without collision risk to delicate components
- Gap control in steel rolling — sensors monitor roller gaps in real time and trigger automatic adjustments for thermal expansion or mechanical wear
- Surface profiling in automotive body panels — detects dimensional variations and defects before finishing, preventing costly rework on painted or assembled parts
Closed-Loop Process Control
Non-contact sensors feed real-time data directly back to production equipment—extruder die gaps, coating heads, cutting positions—enabling the process to self-correct without operator intervention. This reduces material waste and holds tighter product tolerances than manual adjustment.
For example, in plastic film extrusion, thickness sensors continuously monitor the film profile across its width. The measurement system automatically adjusts individual die bolts to compensate for thickness variations, maintaining uniform thickness within ±2–3% rather than the ±5–10% typical of manual control.
The Shift from Nuclear-Based Gauging
The transition away from nuclear-based thickness measurement toward non-nuclear alternatives like millimeter wave systems is accelerating. Regulatory pressure from agencies like the US EPA and European nuclear safety authorities drives this change, along with the cost and safety requirements of managing radioactive sources.
For manufacturers weighing a switch, the operational burden of nuclear gauges is significant:
- Expensive licensing and permit renewals
- Designated Radiation Safety Officers on staff
- Strict security protocols for source storage and transport
- Complex, costly disposal when sources reach end-of-life
Non-nuclear alternatives eliminate these requirements while delivering comparable or superior measurement performance, making them the practical choice for new installations and system replacements.
How to Choose the Right Non-Contact Sensor for Your Application
Selecting the proper non-contact sensor requires systematic evaluation of your specific measurement requirements and operating environment.
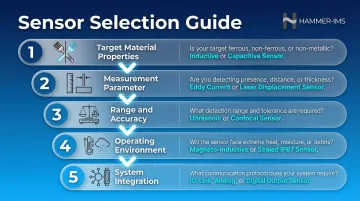
Key Selection Criteria
Target material properties: Conductive materials (metals) suit inductive sensors. Non-conductive materials (plastics, textiles) require capacitive, optical, or millimeter wave technologies. Transparent or highly porous materials eliminate most optical solutions.
Measurement parameter: Distance and position measurement suit laser or ultrasonic sensors. Thickness and basis weight measurement of continuous webs require millimeter wave or optical systems. Presence/absence detection works with any technology matched to the material type.
Required measurement range and accuracy: Sub-micron precision favours laser triangulation in clean environments. Millimeter wave systems deliver micron-level accuracy with advanced processing, while also handling harsh environments and measuring through the material — not just across its surface.
Operating environment: Dusty, humid, or high-temperature conditions eliminate optical sensors. Inductive and millimeter wave technologies maintain performance in harsh environments where optical methods fail.
System integration requirements: Verify that sensor outputs (analog, digital, Ethernet, OPC-UA) integrate with your control system, data logging infrastructure, and manufacturing execution systems.
Millimeter Wave Systems for Continuous Web Materials
Once you've worked through the criteria above, material type often becomes the deciding factor. For manufacturers running continuous web or sheet materials — textiles, films, nonwovens, foam, composites — millimeter wave-based systems like those from Hammer-IMS are purpose-built for that environment. They measure through moving materials in real time, remain unaffected by surface colour or texture, and require no radioactive sources, so there are no nuclear licensing requirements or safety compliance burdens to manage.
Hammer-IMS's M-Ray technology handles any sheet colour, transparency level, or thickness value, enabling manufacturers to respond and adjust processes much faster to maintain material consistency and avoid wasting high-grade materials.
Beyond the Sensor: Total System Capability
Evaluate the complete system capability beyond the sensor itself. Does the system offer data logging and historical trend analysis? Can it provide remote connectivity for monitoring multiple production lines? Does it feed measurements back into closed-loop production control systems?
A sensor that only outputs a reading leaves the interpretation work to your operators. Systems that combine measurement, analytics, and closed-loop process feedback — like Hammer-IMS's Connectivity 3.0 platform — let lines self-correct in real time, catching thickness drift before it becomes scrap.
Frequently Asked Questions
What is a non-contact sensor?
A non-contact sensor is a device that measures or detects physical properties—distance, thickness, position, temperature—without physically touching the target. It uses technologies like electromagnetic fields, light beams, sound waves, or radio frequency signals to gather measurements from a distance.
What is the difference between contact and non-contact sensors?
Contact sensors require mechanical interaction with the target, causing wear over time and potential damage to delicate materials. Non-contact sensors measure remotely without touch, making them more durable, suitable for moving or fragile targets, and easier to maintain over their operational life.
What are four types of sensors?
Four common non-contact sensor types include inductive (detects metals using magnetic fields), capacitive (detects non-metals by measuring capacitance changes), ultrasonic (uses sound waves for distance measurement), and laser/optical (measures distance and surface profiles using light beams).
What is a PNP and NPN sensor?
PNP and NPN refer to the transistor output type of digital switching sensors. PNP sensors switch the output to a positive voltage when activated, while NPN sensors switch the output to ground. The choice depends on the input requirements of the connected controller or PLC.
What industries use non-contact sensors?
Non-contact sensors serve textiles, plastics and film production, automotive manufacturing, steel production, construction materials, medical devices, and electronics manufacturing: wherever precise, damage-free, high-speed measurement is required for quality control and process optimization.
What is millimeter wave technology in non-contact sensing?
Millimeter wave sensors use high-frequency electromagnetic waves (typically 30–300 GHz) to measure material properties like thickness and density without contact. They're ideal for continuous quality monitoring of sheet and web materials in industrial production, handling any color, transparency, or surface texture.


