Introduction
A panel that measures 10–15% thinner than its specification won't absorb the frequencies it was engineered for. The result: warranty claims, compliance failures, and customer returns — all traced back to a single variable that should have been caught on the production line. Panel thickness is the most directly controllable determinant of acoustic performance, and it's where most quality failures originate.
This article is written for engineers and quality managers in nonwoven, foam, fibreglass, and insulation manufacturing—industries where thickness control isn't just a quality metric but a performance guarantee. Here, we cover how thickness drives sound absorption, where conventional measurement methods break down, and what a reliable inline measurement approach actually requires for compressible acoustic materials.
Key Takeaways
- Thicker panels absorb lower frequencies—a 50mm panel absorbs a broader range than a 25mm panel
- Contact gauges, callipers, and ultrasonic methods all struggle with soft, compressible materials — accuracy suffers
- Pressure on soft panels during measurement causes systematic underreading — results are unreliable
- Non-contact measurement eliminates deformation and enables full-width inline scanning at full production speed
What Are Acoustic Treatment Panels and Where Are They Made?
Acoustic treatment panels are structured materials—typically foam, mineral wool, fibreglass batts, nonwoven fabric, or multi-layer composites—engineered to absorb, diffuse, or block sound energy in built environments, vehicles, or machinery enclosures. Unlike rigid structural panels, acoustic panels are intentionally porous, fibrous, or cellular, which makes them excellent at absorbing sound but challenging to measure consistently.
Key industries manufacturing these panels include:
- Building insulation producers (mineral wool, fibreglass batts)
- Nonwoven manufacturers (automotive headliners, filtration materials)
- Automotive interior suppliers (floor liners, door panels, sound dampening layers)
- Specialty foam fabricators (open-cell polyurethane, melamine foam)
Manufacturers across all of these categories—including Hammer-IMS customers like Owens Corning, Autoneum, Autins Group, and Federal Eco Foam—face a shared production challenge: thickness precision directly determines acoustic compliance, yet the same porous, compressible structure that makes these materials effective also makes them difficult to measure accurately at line speed.
The Relationship Between Panel Thickness and Acoustic Performance
Sound absorption in porous and fibrous materials is governed by the ratio of the panel's thickness to the wavelength of the incoming sound. Panels that are too thin will reflect rather than absorb lower frequencies, making thickness control a critical manufacturing parameter.
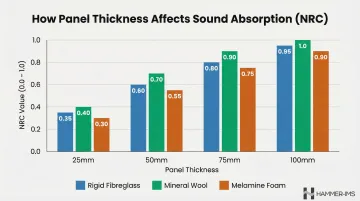
NRC Values Shift Dramatically with Thickness
The Noise Reduction Coefficient (NRC) is a single-number rating that represents how much sound a material absorbs. Increasing rigid fibreglass thickness from 25mm to 50mm increases the NRC from 0.70 to 1.00—a 43% improvement in absorption performance.
| Material Type | 25mm NRC | 50mm NRC | 75mm NRC | 100mm NRC |
|---|---|---|---|---|
| Rigid Fibreglass (Owens Corning 703) | 0.70 | 1.00 | 1.15 | 1.15 |
| Mineral Wool (ROCKWOOL ROCKBOARD® 60) | 0.80 | 1.00 | 1.05 | 1.10 |
| Melamine Foam (BASF Basotect® G+) | 0.60 | 0.85 | N/A | N/A |
The gains are largest at lower frequencies — which is precisely what the quarter-wavelength rule explains.
The Quarter-Wavelength Rule
A panel should ideally be at least one-quarter the wavelength of the lowest frequency it targets. This principle explains why panel thickness requirements aren't arbitrary—they're derived from target frequency ranges.
| Target Frequency | Wavelength (at 343 m/s) | Required Thickness (λ/4) |
|---|---|---|
| 125 Hz (low bass) | 2.74 metres | 68.6 cm |
| 250 Hz (mid-bass) | 1.37 metres | 34.3 cm |
| 500 Hz (midrange) | 0.68 metres | 17.1 cm (6.75 inches) |
| 1000 Hz (upper midrange) | 0.34 metres | 8.5 cm (3.3 inches) |
A standard 50mm panel reaches its effective lower boundary at approximately 500 Hz. To absorb lower frequencies, the panel must be thicker.
Manufacturing Implications
Even small deviations from specified thickness can meaningfully degrade acoustic performance. A panel running 10–15% thinner than spec will underperform in its installed application, potentially failing to meet building acoustics standards or automotive NVH (Noise, Vibration, and Harshness) requirements.
Published tolerance standards reflect how sensitive acoustic outcomes are to dimensional variation:
- EN 13162 Class T5 for mineral wool: -1mm to +3mm
- PET felt manufacturers: ±6%
- Automotive NVH applications typically hold tighter tolerances still, as cabin-level noise targets leave little margin for material inconsistency
Average thickness alone doesn't tell the full story. A panel thicker in the centre than at its edges creates acoustic "hot spots" or "dead zones" in the installed environment — inconsistencies that only precise, cross-panel measurement can detect and correct before products leave the production line.
Methods Used to Measure Acoustic Panel Thickness
Manufacturers employ three main measurement approaches: mechanical contact methods, ultrasonic measurement, and non-contact technologies. Each has distinct operating principles and application contexts.
Mechanical and Contact Methods
Callipers, micrometers, and thickness gauges measure by physically contacting both surfaces of a panel and measuring the separation. These tools are common in laboratory and spot-check settings because they're inexpensive and familiar to operators.
For compressible materials like foam or low-density nonwoven, probe pressure deforms the panel during measurement, producing a reading that underestimates true thickness. ASTM D1777 explicitly warns that "the apparent thickness varies inversely with the pressure applied".
Standards attempt to control this error by specifying exact pressures:
| Standard | Material Scope | Applied Pressure | Presser Foot Diameter |
|---|---|---|---|
| ASTM D1777 (Option 1) | Woven, knitted, textured | 4.14 ± 0.21 kPa | 28.7mm |
| ASTM D1777 (Option 5) | Blankets, pile, napped | 0.7 ± 0.07 kPa | 28.7mm |
| ISO 9073-2 | Normal nonwovens | 0.5 kPa | 56.4mm |
| ISO 9073-2 | Bulky nonwovens | 0.02 kPa | 56.4mm |
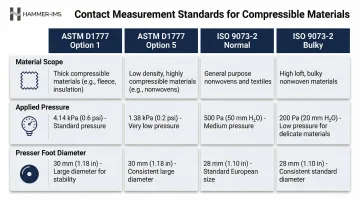
ISO 9073-2 defines "bulky nonwovens" as materials that compress by 20% or more when pressure shifts from 0.1 kPa to 0.5 kPa—exactly the type of material used in acoustic panels. Even with standardised low-pressure methods, contact measurement only partially solves the problem. Ultrasonic testing offers a non-contact alternative, though it introduces a different set of constraints.
Ultrasonic Thickness Measurement (UTM)
Ultrasonic testing emits a pulse into the material and measures the time-of-flight for the echo to return from the opposite surface. Thickness is calculated as:
Thickness = (Velocity × Time) ÷ 2
The division by two accounts for the round-trip path.
On homogeneous metals, UTM can achieve accuracy of ±0.025mm, making it a reliable NDT (non-destructive testing) method for rigid, homogeneous materials.
Key limitations for acoustic panels:
- Sound scattering: Highly porous or fibrous materials scatter ultrasonic waves from individual fibres and pore boundaries, making it difficult to obtain a clean reflected echo
- Signal attenuation: Organic materials, low-density plastics, and foams attenuate sound energy very rapidly, restricting maximum measurable thickness
- Coupling requirements: UTM typically requires a coupling medium (gel or liquid), which is impractical on production lines
- Velocity variations: Fibrous materials exhibit localised velocity variations due to changes in resin/fibre ratios, leading to measurement errors

On low-density porous materials like acoustic foam, UTM accuracy drops significantly — regardless of the fact that the method leaves the sample undamaged.
Challenges of Measuring Soft and Compressible Acoustic Materials
Acoustic materials present specific physical properties that make them difficult to measure: high porosity, low density, surface irregularity, and compressibility. Any measurement method applying mechanical force introduces systematic error because the material deforms under the probe.
Production-Line Context
In high-volume manufacturing of acoustic foam or nonwoven panels, 100% inline measurement is more valuable than offline spot-checking. Traditional contact and ultrasonic gauges are typically handheld and require stopping the line or sampling. They cannot provide the spatial coverage needed to detect thickness variation across the full web or panel width.
Variability in raw material density or process conditions (oven temperature, compression rollers, lay-up consistency) can create thickness gradients within a single panel or across a production run. These gradients are invisible without full-width measurement.
Downstream Consequences
When measurement gaps allow out-of-spec panels to reach customers, the consequences extend well beyond the production floor. Panels that pass visual inspection but fail thickness spec may be installed in buildings or vehicles where they underperform acoustically, leading to:
- Warranty claims and customer complaints
- Non-compliance with building or automotive noise standards
- Costly field replacements
- Damage to manufacturer reputation
This matters because acoustic absorption is directly tied to thickness via the quarter-wavelength rule. Panels below minimum thickness specification will consistently miss low-frequency absorption thresholds — a failure no amount of visual inspection can prevent.
Why Non-Contact Measurement Is the Better Approach for Acoustic Panel Production
Non-contact thickness measurement solves the compression problem by measuring panel thickness without physically touching the material. These systems eliminate compression-induced errors and can be integrated into live production lines for continuous, full-width measurement.
Millimeter-Wave (M-Ray) Technology
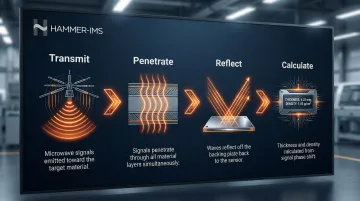
Hammer-IMS measurement systems use electromagnetic millimeter-wave technology operating at frequencies comparable to mobile phone technology but at more than ten times higher frequencies. The M-Ray measurement process works in four steps:
- A sensor transmits electromagnetic waves at 60 GHz toward the material
- The waves penetrate through the panel
- Waves reflect off a reflector below and travel back through the material
- The sensor captures the return signal and calculates thickness based on time delay
Key production benefits:
- Real-time feedback to production control systems
- Full-width scanning across the entire web without gaps
- Compatibility with moving webs at production line speeds
- No risk of surface damage or material deformation
- Non-nuclear, non-radioactive operation—relevant for safety-sensitive production environments
Advanced FMCW millimeter-wave sensors can resolve layer thicknesses down to approximately 6% of the Rayleigh resolution limit, operating at measurement rates of several kilohertz. This high-resolution capability allows detection of subtle thickness variations that contact methods would miss.
Closed-Loop Integration
When a non-contact measurement system feeds live thickness data back to the production process, manufacturers can produce panels closer to the minimum spec—reducing the over-engineering that compensates for variability.
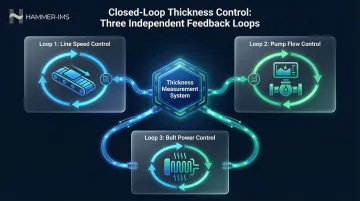
Hammer-IMS's Connectivity 3.0 Extrusion Feedback Module implements three independent control loops:
- Line speed control adjusts production speed to maintain target thickness
- Pump flow control regulates material feed rate
- Bolt power control manages heating elements for consistent material properties
These controls can be individually activated or deactivated, with the system automatically transitioning between manual preset values and proportional-integral feedback control. The boost-start function enables rapid machine settling at batch initiation, minimising startup waste.
Industrial case studies demonstrate that advanced caliper control can reduce caliper-related poor quality costs by 55%, saving raw materials and energy. By controlling the process closer to minimum allowable specifications, plants avoid "over-thickness" safety margins that waste material.
That 55% cost reduction is precisely what CSR Martini™ targets in practice. The acoustic building solutions manufacturer, operating near Sydney, Australia, runs Hammer-IMS M-Ray systems to maintain tight thickness control on acoustic panels whilst reducing material waste.
Frequently Asked Questions
What is NDT thickness measurement?
NDT (non-destructive testing) thickness measurement refers to techniques that determine material thickness without cutting, damaging, or permanently altering the test piece. Common examples include ultrasonic, eddy current, and non-contact electromagnetic methods used in industrial quality control.
What are acoustic measurements?
Acoustic measurements cover two areas: physical sound measurements (sound pressure levels, absorption coefficients, reverberation time) and material measurements used in acoustic panel manufacturing (thickness, density, airflow resistance). This article focuses on the material properties that directly determine acoustic performance.
How accurate is ultrasonic thickness measurement?
Accuracy depends on material type and calibration. UTM can achieve ±0.025mm or better on homogeneous metals, but accuracy degrades on highly porous or fibrous materials like acoustic foam, where sound scattering makes echo interpretation unreliable.
What is the minimum thickness for UT?
For metals, UT can typically measure as thin as 0.5–1mm, depending on transducer frequency. For porous acoustic materials, the practical lower limit is higher due to signal attenuation and scattering, making alternative methods necessary for thin panels.
Why does acoustic panel thickness matter for sound absorption?
Thicker panels absorb a broader range of frequencies, particularly lower ones, because more material depth allows sound energy to convert to heat through internal friction. Thickness is therefore a primary design parameter — one that directly determines what a panel will and won't absorb once installed.
What is the best way to measure compressible foam panels without deforming them?
Non-contact measurement methods—such as millimeter-wave or laser-based systems—are preferred for compressible materials because they measure without applying any force. This avoids the compression-induced underreading that affects callipers and contact gauges, providing true thickness values even for soft, low-density materials.