Introduction
In industrial manufacturing — whether producing nonwoven fabrics, plastic films, construction materials, or textiles — undetected moisture is a silent quality killer. It drives up energy costs, triggers product defects, and causes expensive rework downstream. A textile factory suffered approximately $2 million in losses and 18 tons of spoiled material due to faulty moisture meters reading 9% too optimistic, leading to microbial growth in storage.
Infrared-based technology offers a precise, non-contact method to detect and map moisture issues in real time, without disrupting production. Manufacturers are adopting it as a core quality and process control tool because it catches moisture-related failures before they reach final inspection — or the customer's hands.
This article covers how infrared moisture detection works, which industries benefit most, and what to evaluate when choosing a measurement system.
Key Takeaways
- Infrared (IR) detects moisture by measuring how water absorbs or emits heat differently from dry material
- NIR spectroscopy measures precise moisture percentages; thermal IR maps surface moisture distribution patterns
- Early detection protects product quality, reduces energy waste, and allows mid-run corrections before defects reach the end of the line
- Non-contact, in-line measurement suits continuous production where stopping for testing isn't an option
- Calibrated NIR sensors achieve ±0.1–0.5% accuracy, while thermal IR excels at detecting uneven distribution
What Is Infrared Technology for Moisture Detection?
Infrared-based moisture detection is a non-contact, non-destructive measurement method that uses the infrared spectrum to determine moisture content or distribution within materials. The technology targets specific Near-Infrared (NIR) wavelengths — particularly — particularly around 1450 nm and 1940 nm, where water strongly absorbs light.
Where It's Applied in Industry
Manufacturers deploy IR moisture detection across multiple production stages:
- Drying lines in nonwovens and textile production
- Quality control in construction material manufacturing (insulation boards, gypsum panels)
- Moisture mapping in paper and packaging
- Moisture verification in plastic films and composites
Two Principal Approaches
NIR spectroscopy/sensors provide quantitative measurement: they emit specific wavelengths and measure reflected or transmitted light, with water absorption ratios translating into precise moisture percentage values.
Thermal infrared thermography offers qualitative to semi-quantitative detection by identifying temperature anomalies caused by evaporative cooling or moisture-induced thermal differences. This approach excels at mapping uneven moisture distribution across a web or surface, making hidden moisture patterns visible.
Why Detecting Moisture Issues Matters in Industrial Manufacturing
Product Quality at Risk
Excess or uneven moisture in materials like nonwovens, insulation, or laminates directly affects tensile strength, weight consistency, bonding integrity, and dimensional stability. These defects create out-of-spec products that fail at final inspection or, worse, in the field after installation.
The Over-Drying Energy Trap
Manufacturing processes that include drying stages — ovens, kilns, hot-air dryers — represent major energy expenditures. Drying accounts for 70% of energy use in the paper sector and consumes over 50% of thermal energy in textiles. Without accurate in-line moisture feedback, manufacturers face a costly dilemma:
- Over-dry to be safe — wasting approximately 22% more energy on unnecessary drying
- Under-dry and risk defects — shipping moisture-laden products that fail post-installation
Paper drying alone requires 1.1 to 2.2 kg of steam per kg of water evaporated. Infrared measurement enables precise drying endpoint control, eliminating the over-drying safety margin.
Safety, Compliance, and Standards
In construction materials and automotive components, moisture trapped during production can lead to structural failures, mold formation, or corrosion post-installation. Regulatory standards set hard limits to prevent exactly that:
| Material | Standard | Moisture Limit |
|---|---|---|
| Gypsum Board (Type H1) | EN 520 | ≤5% total water absorption |
| Gypsum Board | ASTM C1396/C473 | ≤5% average after 2-hour immersion |
| Mineral Wool | EN 1609 | <1 kg/m² absorption |
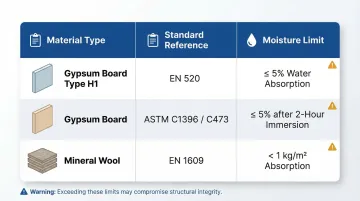
Meeting these requirements demands reliable, continuous monitoring — not periodic spot checks.
Production Efficiency and Waste Reduction
With real-time IR moisture data feeding back into process control systems, manufacturers can automatically adjust dryer temperature, line speed, or coating weight. This closed-loop control eliminates manual testing intervals and enables immediate corrective action.
Catching moisture deviations on the production line — rather than at final inspection or after customer delivery — cuts scrap, rework, and raw material waste. Gypsum manufacturing alone generates approximately 700,000 tons per year of wallboard scrap, much of which comes from moisture-related defects.
How Infrared Technology Detects Moisture — Step by Step
Step 1 — Define the Measurement Objective
Clarify what needs to be measured:
- Surface moisture or bulk moisture content?
- Presence/absence detection, spatial distribution mapping, or precise percentage values?
- Specific production stage (post-dryer, pre-coating, final inspection)?
The answers determine which IR technique is appropriate and where sensors should be positioned.
Step 2 — Select the Right Infrared Method
For quantitative moisture content in moving material webs (nonwoven fabric, paper, insulation board):
- NIR sensors emit specific wavelengths and measure reflected or transmitted light
- Water absorption ratios translate into moisture percentage values
- Suitable for continuous monitoring and process control feedback
For detecting uneven distribution or wet spots:
- Thermal IR cameras provide visual maps of temperature anomalies
- Evaporative cooling from moisture creates detectable thermal signatures
- Effective for identifying localized moisture issues across web width
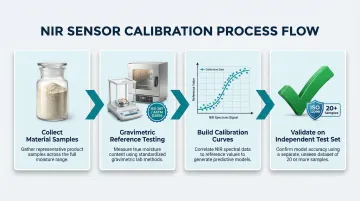
Step 3 — Calibrate the System for Material and Process
IR moisture sensors require material-specific calibration because substrate color, surface texture, thickness, and chemical composition affect spectral reflectance.
Calibration process:
- Collect representative material samples across the expected moisture range
- Perform reference measurements using gravimetric moisture testing (oven-dry method per ISO 287:2017 for paper or ASTM D2654-22 for textiles)
- Establish calibration curves correlating NIR sensor response to actual moisture content
- Validate on an independent test set (ISO 12099:2017 recommends at least 20 samples)
Important: Recalibration is needed when product type or raw material supplier changes, as material properties directly affect sensor accuracy.
Step 4 — Deploy In-Line Measurement and Capture Data
Sensors or cameras mount over the production line to provide full-width coverage:
- Traversing frames — sensors scan across web width for complete profile mapping
- Fixed arrays — multiple sensors positioned at intervals for continuous coverage
- Scanning frequency determines resolution of moisture mapping
High-frequency scanning catches short-duration moisture spikes tied to process upsets (dryer zone failures, coating defects, line speed variations).
Step 5 — Interpret Results and Act
The system converts raw sensor output (reflectance ratio for NIR, temperature delta for thermography) into actionable data:
- Moisture content percentage values
- Spatial moisture profiles (cross-direction and machine-direction)
- Trend charts showing moisture drift over time
- Alarm thresholds for out-of-spec conditions
Integration with plant process control systems (PLC/SCADA) enables automatic corrective actions: adjusting dryer output, triggering alarms, or diverting out-of-spec product. This closed-loop response eliminates the delays inherent in manual intervention.
Infrared Moisture Detection in Action: Manufacturing Industry Example
A nonwoven fabric manufacturer running a continuous thermal-bonded line discovered inconsistent product weight and periodic tensile strength failures at final QC. Manual spot-check moisture meters showed readings within spec at the web center, but the failures persisted — suggesting an undetected moisture issue.
The IR Detection Process:
NIR sensors mounted across the web width at the dryer exit began mapping moisture distribution in real time. Within hours, the data revealed a consistent moisture band on one edge of the web — 2-3% higher than the opposite edge. Visual inspection and spot-check moisture meters had missed this because they only sampled the web center.
Root cause analysis traced the moisture band to an underperforming dryer zone. Three burners on one side were operating at 15% below target temperature due to clogged nozzles, allowing that edge to exit the dryer incompletely dried.
Measurable Improvement:
With the dryer zone rebalanced and NIR data feeding into the line control system:
- Moisture profile across the web normalized to ±0.3% variation
- Tensile strength failures dropped to zero over the following three weeks
- Product weight consistency improved, reducing material waste by 4%
- Closed-loop control prevented recurrence by automatically adjusting dryer zones when moisture deviations emerged
What made the difference here wasn't just detecting the problem — it was feeding IR data directly into closed-loop control so the dryer could self-correct before off-spec product reached QC. That's the practical ceiling of spot-check methods: they confirm quality after the fact. Continuous IR monitoring shifts that intervention point upstream.
How Hammer-IMS Can Help
When standard infrared sensors hit calibration limits — dense substrates, variable surface conditions, high-speed lines — Hammer-IMS offers measurement technologies built for exactly those constraints. Their non-nuclear, non-contact systems are used across textile, nonwovens, plastics, construction materials, automotive, and medical device manufacturing.
M-Ray Technology: Beyond Standard Infrared
Hammer-IMS's M-Ray technology uses contactless, millimeter wave-based measurement to provide highly accurate, real-time data on moisture content and thickness simultaneously. This offers capabilities beyond standard infrared:
- Measures through multiple material layers in non-conductive substrates
- Maintains accuracy across varying material colors, transparency levels, and surface conditions
- Operates at high standoff distances (~30 cm), reducing sensor contamination and overheating risks
- Works with thick or opaque materials where standard NIR reaches calibration limits

M-Ray serves as a complementary or advanced alternative to IR for applications where substrate composition, thickness, or production speed makes IR calibration difficult.
Integration Advantage via Connectivity 3.0
Accurate moisture data only delivers value when it triggers action. Hammer-IMS systems feed real-time measurements directly into production control systems for closed-loop adjustment — where readings automatically drive process corrections. Through industry-standard protocols (Modbus TCP/IP, OPC UA, PROFINET), moisture detection leads to immediate correction rather than after-the-fact reporting.
Whether you're evaluating NIR, thermal IR, or millimeter wave solutions, Hammer-IMS can help match the right technology to your moisture measurement challenge. Contact their team to discuss your production environment and specific application requirements.
Frequently Asked Questions
What devices or sensors can detect surface moisture in walls?
Infrared thermography cameras are the primary non-contact tool for detecting surface and near-surface moisture in walls (up to ~15 mm depth in plaster with passive IRT). Dielectric meters and Ground-Penetrating Radar (GPR) extend that reach for deeper characterization. In industrial manufacturing, NIR sensors and thermal IR cameras serve the same role for moisture mapping across flat material substrates.
How do you calculate surface moisture?
In thermographic analysis, the Evaporative Thermal Index (ETI) compares the temperature of a wet area to the dry surrounding surface to quantify moisture. For NIR-based systems, reflectance ratios at water-sensitive wavelengths are converted to moisture percentages using calibration curves validated against gravimetric reference measurements.
What is the difference between passive and active infrared thermography for moisture detection?
Passive IRT uses naturally occurring temperature differences from evaporation or heat conduction — no external energy input required, making it well suited for in situ inspections. Active IRT adds an external heat source to drive deeper detection (up to ~5 cm in concrete), but requires controlled conditions and additional equipment.
Can infrared cameras detect moisture inside materials, not just on the surface?
Passive thermal IR is generally limited to surface and near-surface moisture (up to ~15 mm in plaster or ~5 cm in concrete with active IRT). For deep internal moisture accumulation in industrial materials, NIR transmission measurement or complementary technologies such as microwave/millimeter wave sensors are more appropriate.
How accurate is infrared technology for measuring moisture content in industrial applications?
Calibrated NIR sensors can achieve ±0.1–0.5% moisture content accuracy for well-characterized materials, though results depend on material consistency, surface condition, and calibration quality. Thermographic moisture mapping is typically more qualitative, effective for identifying distribution patterns and anomalies rather than delivering precise absolute percentages.
What industries benefit most from infrared moisture detection?
Key sectors include:
- Nonwovens and textile manufacturing (post-drying moisture control)
- Paper and board production
- Construction materials (insulation, gypsum board, cement composites)
- Plastics and film processing
- Food production
All involve drying or curing stages with tight moisture specifications where in-line IR detection reduces waste and improves quality.