Introduction
Glass wool and mineral wool products must meet exacting performance standards—thermal resistance, structural integrity, and fire resistance—that are directly threatened by surface defects escaping detection on the production line. Missing binder areas, shot clusters, and thickness deviations aren't cosmetic issues; they cause product failures, customer claims, and costly recalls.
As production speeds push toward 30 m/min and quality expectations tighten, manual visual checks and end-of-line sampling can no longer keep pace. European Construction Products Regulation (CPR) 305/2011 mandates that manufacturers declare thermal performance with 90/90 statistical confidence, making continuous automated inline inspection a regulatory and operational requirement.
This article covers how automated inline inspection works in glass and mineral wool production, which defect types it targets, and what to evaluate when selecting a measurement system for your line.
Key Takeaways
- Surface inspection detects physical and dimensional anomalies across the product web as it moves through production
- Missing binder, shot content, thickness variation, and web tears cause product failures at later processing stages if left undetected
- At modern line speeds, automated systems provide real-time defect detection and process feedback that manual inspection cannot keep pace with
- Contactless, non-nuclear measurement technologies inspect continuously without production interference
- Closed-loop integration with process control systems reduces material waste and keeps product thickness within specification
What Is Surface Inspection in Glass and Mineral Wool Production?
Surface inspection refers to the automated, inline monitoring of the moving product web (glass wool mat or mineral wool blanket) to detect physical defects, dimensional deviations, and surface anomalies before the product is cured, cut, and packaged. Catching those defects at the right stage is what separates a corrective action from a costly scrap event.
Where Inspection Fits in the Production Process
Surface inspection spans multiple production stages:
| Production Stage | Defect Introduction Risk | Inspection Focus |
|---|---|---|
| Fiber formation (spinning rotor) | Shot content (non-fiberized globules) | Detect shot clusters immediately post-blow chamber |
| Binder application | Missing or uneven binder spray | Verify binder distribution uniformity |
| Collection on conveyor | Density variations, web holes | Monitor basis weight and surface integrity |
| Curing oven (150–320°C) | Thickness deviations, surface irregularities | Verify dimensional conformance post-cure |
| Cutting and trimming | Edge tears, mechanical damage | Final surface quality check before packaging |
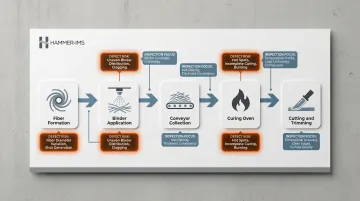
Defects introduced at early stages propagate and worsen if not caught quickly. A missing binder area detected post-blow chamber allows immediate corrective action; the same defect discovered after a full roll is cured means scrapping hundreds of square metres. That exposure window — from fiber formation through final trim — is precisely why modern systems address both surface quality and dimensional conformance together.
Surface Inspection vs. Dimensional Measurement
Modern systems combine two distinct functions:
- Surface/visual inspection: Detecting topographical and structural anomalies (tears, contamination, surface irregularities)
- Thickness/density measurement: Detecting dimensional non-conformance and internal density variations
Combined, they close the loop — surface data flags visible defects while dimensional data catches density and thickness drift, giving production teams the full signal needed to act before non-conforming material advances downstream.
Why Surface Inspection Is Critical in Glass and Mineral Wool Manufacturing
Product performance in glass wool and mineral wool—thermal resistance (R-value), acoustic properties, fire resistance—depends directly on consistent fiber formation, binder distribution, and thickness. Surface defects are functional failures, not cosmetic issues.
EN 13162 requires thermal performance declarations to represent 90% of production with 90% confidence, making dimensional consistency a compliance requirement, not just a quality target.
Financial Cost of Undetected Defects
The cost of poor quality (COPQ) in continuous web manufacturing can consume 5% to 30% of sales revenue. Undetected defects lead to:
- Rejected rolls or batts at end-of-line
- Increased scrap rates
- Customer returns and warranty claims
- Re-inspection costs and production downtime
Environmental Challenges Specific to These Materials
High-speed production lines, dusty and high-temperature environments (curing ovens at 150–320°C), and the fragile, semi-transparent nature of glass fiber mats make real-time visual inspection by operators unreliable.
Automated inspection systems handle these conditions reliably:
- Operate in extreme temperatures using protective enclosures and air-purge systems
- Maintain consistent detection accuracy at full production speed
- Provide continuous monitoring without operator fatigue
- Function in dusty atmospheres that obscure visual observation
Early Defect Detection Enables Faster Corrective Action
Detecting missing binder or shot clusters immediately after fiberization allows line adjustments before a full roll is produced off-spec. Process feedback reaches operators within minutes — fast enough to intervene before non-conforming product accumulates.
Compare this to end-of-line sampling: by the time a laboratory test identifies a problem, thousands of metres of non-conforming product may have already been produced.
Compliance and Traceability Support
In construction material supply chains, manufacturers must demonstrate consistent product quality. Automated inspection data provides documented evidence of process control for audits and customer quality agreements, satisfying requirements under CPR 305/2011 and ISO 9001:2015 traceability standards.
Common Surface Defects in Glass and Mineral Wool Production
Mineral wool production generates a predictable set of surface and subsurface defects—each with distinct root causes and performance consequences. Understanding what these defects are, and why they form, is the starting point for selecting the right inspection approach.
Shot Content
Shot particles are non-fiberized mineral globules that remain in the wool after fiberization—any particle unable to pass through a No. 100 (150 µm) sieve. They form when molten droplets in the spinning rotor stage fail to attenuate into fibers. Shot-heavy areas are denser, less insulating, and create surface irregularities. As ASTM C1335 notes, shot contributes nothing to thermal resistance and adds dead weight.
Missing or Uneven Binder Distribution
Atomizer malfunction or inconsistent spray coverage during binder application leaves structurally weak areas in batts and industrial felt. The result: poor compression recovery and reduced dimensional stability in the finished product.
Thickness Variation and Density Non-Uniformity
Conveyor speed fluctuations or airflow inconsistencies in the blow chamber produce uneven thickness and density across the web. This directly affects declared R-value and compression recovery. EN 823 and EN 1602 define strict measurement protocols precisely because even modest thickness deviations compromise thermal performance ratings.
Web Tears, Holes, and Edge Irregularities
Mechanical damage, tension issues, or cutter misalignment produce tears, holes, and irregular edges in the web. These structural failures break the continuous thermal barrier that building applications depend on.
Contamination and Foreign Material Inclusions
Dust, oil droplets, or coke particles—particularly common in cupola-based mineral wool processes—can embed in the fiber mat during production. Hard inclusions of this type damage cutting saws and degrade the visual quality of the finished product.
Why Multiple Detection Methods Are Required
Each defect type requires a different detection approach:
- Optical contrast imaging: Detects surface tears, contamination, and visible binder spots
- Topographical scanning: Identifies surface irregularities and edge defects
- Through-transmission measurement: Captures subsurface density variations and thickness deviations that optical methods miss
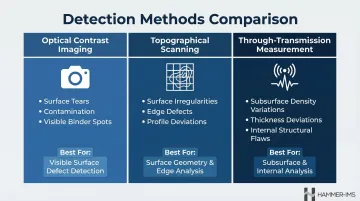
Density variation and subsurface shot clusters are invisible to optical cameras. Detecting them reliably requires non-optical measurement methods operating beneath the surface of the mat.
How Surface Inspection Works in Glass and Mineral Wool Production
Inline surface inspection follows a logical sequence from sensor deployment through data analysis and production feedback. The most common failure point is a lack of integration between detection and corrective action.
Step 1 – Sensor Placement and Coverage
Camera systems and measurement sensors are positioned at critical points along the production line to provide full-width coverage of the moving web:
- Post-blow chamber: Catch fiber formation issues and shot content early
- Post-binder application: Detect missing or uneven binder distribution
- Post-curing: Final thickness and surface quality verification
In dusty, high-temperature environments, sensor protection is essential. Air knife systems and cooling enclosures keep lenses clear and electronics within operating temperature ranges.
Step 2 – Real-Time Defect Detection
The inspection system continuously scans the web surface using optical imaging, millimeter-wave sensing, or a combination—capturing anomalies such as holes, missing binder, surface contamination, or thickness deviations. All of this happens at full production speed, which can reach several metres per minute, without interrupting the line.
Step 3 – Defect Classification and Fault Mapping
The system automatically classifies each anomaly by type and severity, mapping it to a precise web location using position tracking synchronized with line speed.
An integrated fault map gives operators an instant quality overview and allows defective sections to be flagged for removal or downgrade during cutting.
Step 4 – Data Logging and Reporting
Inspection data—defect type, frequency, location, and trend over time—is logged into a database for reporting. This data enables quality engineers to:
- Identify recurring process issues
- Track improvement over time
- Generate compliance documentation for audits and customer quality agreements
Over time, this record builds a clear picture of process drift, seasonal variation, and the measurable impact of any corrective actions taken.
Step 5 – Closed-Loop Production Adjustment
The highest-value outcome of integrated surface inspection is using inspection data to automatically or semi-automatically adjust upstream process parameters—conveyor speed, binder spray pressure, airflow—to correct deviations before they spread downstream.
In manual alert configurations, the system flags deviations and an operator intervenes. In fully closed-loop configurations, the process adjusts automatically without human input—no delay, no missed corrections.

Closed-loop capability is increasingly expected in mineral wool and glass wool lines where throughput targets leave little room for manual intervention.
How Hammer-IMS Can Help
Hammer-IMS designs non-nuclear, contactless measurement systems built for the heat, dust, and continuous-run conditions of glass wool and mineral wool production lines.
M-Ray Technology Platform
The M-Ray technology uses millimeter-wave technology to measure through materials for accurate thickness and density profiling. Unlike optical systems alone, M-Ray detects subsurface non-uniformities—such as density variations and embedded shot clusters—that surface cameras cannot capture.
Key capabilities relevant to glass and mineral wool production:
- Measures across the full web width in real time, without contacting the product
- Operates in high-temperature and dusty environments via protective enclosures at ~30 cm stand-off distance
- Connects to production control systems through Connectivity 3.0 software for closed-loop feedback
- Uses non-radioactive technology, removing the licensing and safety overhead associated with nuclear density gauges
Owens Corning Reference
Hammer-IMS serves the glass fiber and insulation manufacturing sector. Owens Corning is among the company's customer references in this space, reflecting real-world deployment in high-volume insulation production.
From Reactive Response to Proactive Optimization
Hammer-IMS systems support both inline process control and long-term data analytics. Production teams gain continuous visibility into line behavior—reducing material waste, narrowing thickness tolerances, and maintaining the quality records that customers and certifications require.
Frequently Asked Questions
What types of defects can automated surface inspection detect in mineral wool production?
Automated systems detect shot content, missing binder, thickness variation, web tears, holes, and surface contamination. Systems using millimeter-wave technology go further, identifying subsurface density non-uniformities that optical cameras cannot capture.
How does surface inspection in glass wool production differ from standard machine vision inspection?
Glass fiber mats are semi-transparent, fibrous, and produced at high speed in dusty, high-temperature conditions. This requires specialized lighting, sensor protection (air purge systems, cooling enclosures), and often non-optical measurement methods beyond what standard machine vision provides.
At what point in the production line should surface inspection be carried out?
Inspection is most effective at three points in the line:
- Post-fiberization — catches shot content and fiber formation issues
- Post-binder application — detects missing or uneven binder coverage
- Post-curing — verifies final thickness and surface quality
Can surface inspection data be used to automatically adjust the production process?
Yes. When integrated with closed-loop process control, detected deviations trigger automatic adjustments to parameters like conveyor speed, binder spray, or airflow, reducing scrap and improving consistency across the production run.
What is the difference between surface inspection and thickness measurement in glass wool production?
Surface inspection detects visible or topographical anomalies (tears, contamination, missing binder), while thickness measurement detects dimensional deviations across the web. Modern quality control systems often integrate both for complete product monitoring.
How does non-nuclear measurement technology improve safety in glass and mineral wool inspection?
Non-nuclear measurement — such as millimeter-wave or M-Ray technology — eliminates the radiation safety requirements and regulatory licensing associated with nuclear density gauges. The result is a simpler, safer system that operators can run and service without specialist radiation training.