Introduction
Moisture is one of the most consequential yet underestimated variables in glass fiber manufacturing. It directly degrades fiber strength, compromises composite bonding, and introduces quality failures that are difficult to trace after the fact. Research demonstrates that moisture's effect on the tensile strength of glass is the single most important factor in determining material strength, yet many manufacturers still treat humidity as ambient background rather than an active degradation mechanism.
Uncontrolled moisture drives a range of downstream failures:
- Reduced tensile strength and static fatigue
- Delamination in composite structures
- Failed sizing adhesion
- Elevated scrap rates from contaminated prepreg
Fifth-generation aircraft composite fabrication produces approximately 35% scrap — much of it uncured prepreg — with moisture contamination accounting for a substantial share of that loss. Measuring moisture accurately, and early enough to act, is what separates effective process control from reactive damage limitation.
Key Takeaways
- Moisture hydrolyzes Si-O-Si bonds at glass fiber surfaces, reducing tensile strength by 15–25% depending on humidity levels
- Surface-adsorbed moisture disrupts sizing adhesion immediately; internally absorbed moisture causes cumulative structural degradation that offline spot-checks routinely miss
- Measurement methods range from gravimetric lab testing to inline non-contact microwave or NIR systems
- Inline non-contact measurement (microwave or NIR) detects moisture continuously without disrupting production, enabling corrective action before defective material advances downstream
- Uncontrolled moisture in glass fiber reinforcements compromises resin-fiber bonding, leading to voids, delamination, and rejected composite parts
What Is Moisture in Glass Fiber?
In glass fiber, moisture refers to water molecules that adsorb onto the fiber surface or absorb into the laminate or sizing matrix, separate from bulk liquid contamination. Even ambient humidity causes measurable adsorption on E-glass surfaces.
The surface silanol density of precipitated silicas approaches 8 OH groups per nm² at maximum coverage. Under humid conditions, the silica surface fully comprises silanol groups, making surface chemistry highly sensitive to environmental exposure.
Two Moisture States Matter
Two distinct moisture states affect glass fiber performance:
- Surface-adsorbed moisture — reversible physisorption via hydrogen bonding to silanol groups; affects immediate processing and mechanical testing; removable through controlled drying
- Internally absorbed moisture — hygroscopic uptake that builds over time; chemisorbed and requires higher energy to remove; chemically alters the glass surface and weakens the silicate network
Where Moisture Enters the Lifecycle
Moisture infiltrates at multiple points:
- Fiber forming - humidity in the forming atmosphere
- Storage and transport - rovings exposed to variable environmental conditions
- Textile processing - weaving, chopping, and handling operations
- Pre-impregnation - material handling before resin application
- In-service exposure - composite use in humid or wet environments
Each of these entry points compounds over the product lifecycle. Research on commercial E-glass rovings stored indoors (10–35 °C, 30–95% RH) for up to 114 months recorded a drop in short-beam strength from 43.7 MPa to 29.2 MPa — a 33% reduction driven by cumulative moisture exposure and storage time.
How Moisture Affects Glass Fiber – Effects You Can't Ignore
The Hydrolysis Degradation Mechanism
Moisture chemically reacts with glass fiber rather than simply coating it. Water vapor hydrolyzes the Si-O-Si structural bonds at the glass surface through the reaction:
Si–O–Si + H₂O ⇔ Si–OH + HO–Si
This converts strong siloxane bonds into weaker silanol (Si-OH) groups, lowering the activation energy required for crack propagation. Fibers become more susceptible to fracture under stress, even at loads well below their dry-state breaking point.
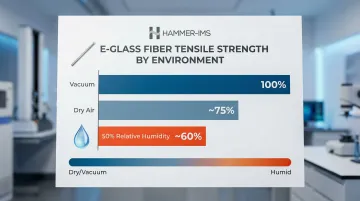
Tensile Strength Reduction
The impact is measurable and significant:
- Tensile strength of E-glass fibers in dry air is approximately 15% higher than at 50% relative humidity
- Strength in a vacuum is 25% higher than in air
For a manufacturer expecting consistent mechanical properties, a 15–25% strength variation caused solely by ambient moisture levels translates directly to unpredictable failure rates and rejected parts.
Static Fatigue – Delayed Failure Under Load
Static fatigue is a moisture-driven failure mode that occurs under sustained tensile stress. Moisture at the surface of a flaw accelerates crack growth over time, even at stresses well below the short-term failure threshold. Glass fiber components can fail hours, days, or weeks after initial loading.
Static fatigue tests show breaking stress decreasing at 15,000 to 20,000 psi per log decade of time, regardless of temperature or humidity. The fatigue rate follows a logarithmic function of load duration, making long-term reliability predictions critical but challenging.
Composite Interfacial Degradation
At the glass-resin interface, moisture causes debonding that reduces composite strength beyond what fiber degradation alone would predict. Water degradation of the fiber/matrix interface is a major strength-limiting mechanism in glass fiber composites.
Research demonstrates severe impacts:
- Interlaminar shear strength (ILSS) decreased 53.2% after 180-day immersion in deionized water at 60 °C
- Prestrained or pre-loaded composite structures are especially vulnerable to moisture-driven interfacial failure
- Absorbed moisture deteriorates properties through fiber-matrix debonding, matrix plasticization, and hydrothermal aging
Temperature Effects on Moisture Degradation
At ambient temperatures, moisture reaction is slower but cumulative. At elevated temperatures, moisture adsorption and chemical attack accelerate—manufacturing processes involving heat must account for this.
Conversely, at cryogenic temperatures, static fatigue is essentially eliminated. An FRP cylinder sustained pressurization at about 90% of single-cycle burst strength for 88 days at liquid nitrogen temperatures without failure, whereas at ambient temperature, static life was about 7 minutes. This confirms that moisture, not temperature alone, is the primary driver of glass fiber fatigue.
How Moisture Measurement in Glass Fiber Works – Step by Step
The right measurement approach for glass fiber depends on whether the goal is lab analysis, incoming material inspection, or real-time inline production control. Method selection, tolerance requirements, and measurement frequency all follow from that decision.
Step 1 – Define the Measurement Objective
Clarify the question your measurement must answer:
- Verifying incoming fiber moisture before processing?
- Monitoring moisture in-process to control drying?
- Confirming final product quality?
Each objective determines acceptable tolerance, frequency, and method selection.
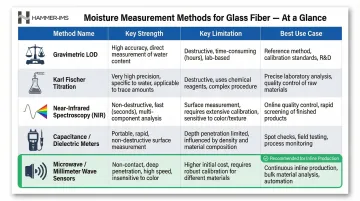
Step 2 – Select the Right Measurement Method
Gravimetric Loss-on-Drying (LOD)
- Method: ASTM D570, ISO 62
- Strengths: High accuracy, well-established standards
- Limitations: Destructive, cannot distinguish water loss from volatilization of sizing components or unreacted monomers
- Best for: Lab verification, incoming material audits
Karl Fischer Titration
- Method: ASTM E203 (volumetric, 0.01-100% moisture), ASTM E1064 (coulometric, 1 ppm to 5%)
- Strengths: Precise, best for very low moisture levels
- Limitations: Requires oven autosampler for GFRP samples (cured materials are insoluble in standard KF solvents); temperatures above 150-200°C may cause silanol condensation, falsely reporting chemically bound structural hydroxyls as free moisture
- Best for: Trace moisture analysis, quality verification
Near-Infrared (NIR) Spectroscopy
- Method: Spectroscopic analysis using water absorption bands around 1,440 nm and 1,930 nm
- Strengths: Non-contact, fast, inline or at-line capable
- Limitations: Accuracy decreases outside 0.5-5% moisture range
- Ideal application: Inline monitoring, rapid screening
Capacitance/Dielectric Meters
- Method: Measures dielectric properties as a proxy for moisture content
- Strengths: Handheld or inline, quick readings
- Limitations: Sensitive to laminate thickness, coatings, and conductive additives; readings reflect dielectric properties rather than true moisture percentage
- Best for: Relative comparison, field inspection (interpret with caution)
Microwave/Millimeter Wave Sensors
- Method: Electromagnetic measurement at 30-300 GHz, penetrating up to 12 cm
- Strengths: Non-contact, inline, robust in production environments, density-independent
- Limitations: Requires calibration against known standards
- Primary use case: Continuous inline production control
Step 3 – Prepare for Measurement
Lab methods:
- Use consistent sample mass
- Avoid contamination
- Ensure equilibration to measurement temperature
Inline methods:
- Position sensors relative to fiber web or roving
- Calibrate against known reference standards
- Record baseline readings on dry material
Step 4 – Apply Measurement and Record Data
Take readings systematically across the material cross-section—not just a single point. Record baseline dry reference values before moisture-exposed readings. Account for known confounders:
- Material density
- Basis weight variation
- Fiber sizing chemistry
- Temperature
Step 5 – Interpret Results and Act
Compare readings against defined specification limits or baseline dry readings rather than treating absolute numbers as universal. Establish threshold-based actions:
- Adjust drying oven temperature or dwell time
- Reject out-of-spec incoming material
- Flag production batch for re-inspection
Without defined thresholds and a response protocol, even accurate moisture data produces no process improvement.
Moisture Measurement in Practice: A Manufacturing Walkthrough
Consider a glass fiber composite manufacturer experiencing inconsistent mechanical properties in finished panels. Root-cause analysis points to variable moisture content in incoming glass fiber rovings.
Measurement Setup
The team establishes a baseline using gravimetric loss-on-drying for incoming bale samples. They identify notable batch-to-batch moisture variation and map which batches correlate with mechanical property failures.
A common mistake is measuring only one point per bale. Sampling across the cross-section catches moisture gradients that single-point checks miss. Corrective steps include:
- Sample at minimum three positions per bale (edge, mid, center)
- Record position coordinates alongside moisture readings
- Flag batches exceeding threshold before they enter the production queue
Process Improvement
The team installs an inline moisture monitoring solution at the creel/fiber feeding stage, enabling real-time detection of moisture exceedances before fiber enters the impregnation line. This closes the feedback loop—when moisture exceeds threshold, the drying stage adjusts automatically.
Real-World Results
The Institut für Textiltechnik (ITA) and Micor GmbH developed inline infrared drying technology for glass fibers, integrating a high-frequency infrared emitter directly into the winding process. Results at industrial take-off speeds of up to 1,200 metres/minute included:
- ~20% reduction in energy consumption
- Up to 90% less sizing migration-related waste
- <2% residual moisture achieved for polymer sizings
Closing the measurement-action loop at this level translates directly into fewer rejects, tighter laminate consistency, and faster supplier qualification — outcomes that depend on measuring moisture continuously, not just at goods receipt.

How Hammer-IMS Can Help
Hammer-IMS's M-Ray technology is a non-contact, non-nuclear inline measurement solution that uses millimeter wave technology to measure moisture-related material properties continuously across the full width of a glass fiber web during production. It eliminates destructive sampling and delivers real-time data for process control.
Key Operational Advantages
Contactless measurement avoids fiber damage, critical when measuring hot, freshly formed fibers or delicate webs.
Non-nuclear technology removes regulatory burden and safety concerns associated with radioactive measurement systems, eliminating special licensing requirements and health hazards.
Real-time data feeds directly into closed-loop production adjustment, enabling faster process adjustments that keep material properties steady and reduce waste of high-grade material.
Connectivity 3.0 software enables remote monitoring, data logging, and integration with existing production systems via Modbus TCP/IP, OPC-UA, and PROFINET. Data exports to Microsoft SQL or FTP/SFTP servers support batch-level traceability and quality audits.
Supporting Quality and Process Control
Hammer-IMS solutions support both goals simultaneously. Manufacturers can:
- Reduce material waste from over-drying or scrapping moisture-affected batches
- Tighten production thickness and uniformity margins
- Build a data record for traceability and continuous improvement
Owens Corning — one of the world's largest glass fiber producers — uses Hammer-IMS measurement systems in production, a reference point for the technology's fit in this sector.
Conclusion
In glass fiber production, moisture acts as an active degradation mechanism — affecting tensile strength, composite integrity, and production quality from fiber forming through end-use. Consistent measurement is what converts that risk into a managed variable.
Moisture measurement in glass fiber should be treated as an ongoing process control discipline, not a one-time audit. As material batches, seasonal humidity, and production parameters shift, measurement baselines need to be reviewed and corrective thresholds updated.
Manufacturers who implement systematic moisture measurement and close the feedback loop to process control consistently report:
- Reduced scrap rates from moisture-related defects
- More consistent mechanical properties across production runs
- Faster qualification of incoming fiber materials
Frequently Asked Questions
Can you use a moisture meter on fibreglass?
Standard capacitance-type moisture metres can be used on fibreglass, but readings reflect dielectric properties rather than true moisture percentage. Results are affected by laminate thickness, coatings, and conductive materials, so readings should be treated as relative indicators rather than absolute moisture content values.
What is a normal moisture reading for glass fibre?
"Normal" depends on the measurement method and production context. In manufacturing settings, the most useful benchmark is a dry-baseline reading taken on representative material under controlled conditions. Anything significantly above that baseline flags for investigation.
What does a moisture reading of 999 mean?
A reading of 999 typically indicates sensor saturation or an out-of-range condition—the measured dielectric response exceeds the instrument's calibrated scale. This is often caused by highly conductive materials (metal, carbon fibre) or severe moisture loading rather than a literal moisture percentage.
What is the measurement unit for moisture?
Moisture content is expressed as a percentage of total mass (% wet basis or dry basis). Capacitance metres applied to glass fibre return a relative scale originally calibrated for wood or concrete, so results require contextual interpretation rather than direct comparison to those materials.
How does moisture affect glass fibre strength?
Moisture hydrolyzes the Si-O-Si bonds at the glass surface, reducing tensile strength by 15-25% compared to dry conditions. It also accelerates static fatigue (gradual crack growth under sustained stress), causing delayed failures at stresses well below the short-term breaking load.
What is the most accurate method for measuring moisture in glass fibre during production?
Gravimetric loss-on-drying is the most accurate for lab verification, but for inline production control, non-contact microwave or millimeter wave sensing offers continuous, real-time measurement without disrupting the process or requiring destructive sampling.