Introduction
Beta gauges have served as a reliable workhorse in industrial thickness measurement for over 80 years, appearing across diverse sectors including plastics, paper, textiles, nonwovens, and metals. These non-contact instruments enable inline quality control on continuous production lines, measuring material as it's manufactured without disrupting the process.
Industry data reflects their widespread adoption: the first permanent installation of a beta gauge on a paper machine occurred in 1948, and the global beta and gamma thickness gauge market reached approximately $287 million in 2024, with major manufacturers deploying over 10,000 systems worldwide.
Despite this operational history, many engineers inherit beta gauge systems without fully understanding the attenuation principle, appropriate source selection, or why measurements exhibit noise — resulting in poor calibration decisions and process drift.
This guide covers how beta gauges work in practice, from the physics of radiation attenuation to production floor operation, and how they compare to modern non-nuclear alternatives like Hammer-IMS's M-Ray technology.
Key Takeaways
- Beta gauges measure thickness by passing beta particles through a moving web and quantifying how much radiation the material absorbs
- Key components are the radioactive source, radiation detector, and signal processor that converts ionization current into thickness values
- Source choice (Pm-147, Kr-85, or Sr-90) determines measurable weight range — matching source to material drives accuracy
- Thin, homogeneous materials at high line speeds suit beta gauges well, but radioactive sources bring licensing and disposal overhead
- Non-nuclear alternatives like M-Ray deliver comparable precision with no radioactive sources, permits, or end-of-life liabilities
What Is a Beta Gauge?
A beta gauge is a non-contact measurement instrument that determines the basis weight or thickness of continuous web or sheet material. It works by passing material between a radioactive source and a detector, using the attenuation of beta radiation to calculate mass per unit area.
The Problem It Solves
In high-speed manufacturing of films, papers, or nonwovens, physical contact gauges cause web breakage and measurement lag. Contact sensors create web marking, wear, dirt build-up, and web breaks, particularly on lightweight papers and high-speed machines. Beta gauges solved this by enabling inline contactless measurement during production without slowing the line.
What Beta Gauges Measure
Beta gauges do not measure dimensional geometry like a laser calliper. They measure mass per unit area (basis weight in g/m²), which is then converted to thickness using material density. This distinction matters when selecting measurement tools for variable-density materials.
Beta gauges appear in two main configurations:
- Fixed-point gauges monitor one location on the web — useful for stable, narrow webs with known variation patterns
- Scanning systems traverse the web cross-direction to build a full thickness profile across the material width
Non-nuclear alternatives, such as millimetre-wave-based systems, have gained traction in recent years for applications where radioactive source management is a constraint.
How Does a Beta Gauge Work?
A beta gauge operates through a defined sequence: emission, transmission through material, detection, signal processing, and output—each stage affecting the accuracy and resolution of the final measurement.
Source and Detector Setup
The radioactive source sits in a shielded source holder on one side of the production web. The detector (typically an ionization chamber or PIN diode) sits directly opposite on the other side. Material passes through the gap between them.
The air gap size between source and detector affects signal quality—closer spacing increases detected particle count and reduces measurement noise, making gap management a critical calibration consideration in real installations.
Core Measurement Principle
How Attenuation Works:
Beta particles emitted from the source travel toward the web. Some pass through, some are stopped by the material. The heavier or thicker the material, the more particles are absorbed and fewer reach the detector. The ratio of transmitted-to-reference counts forms the basis of the thickness reading.
The transmission follows an exponential law: T = exp(-μₘ · dₘ), where μₘ is the mass-attenuation coefficient of the beta particles. The radiation absorbed by the web is inversely related to the weight per unit area.
Statistical Noise:
Because radioactive decay is a random process governed by Poisson statistics, the count of particles arriving at the detector varies moment-to-moment. Larger source activity, better detector efficiency, or longer averaging time all improve signal-to-noise ratio—this trade-off between response time and precision is a core design consideration in beta gauge systems.
Detector Types:
| Detector Type | Operating Principle | Response Characteristics |
|---|---|---|
| Ionization Chamber | Beta particles ionise inert gas; freed electrons attract to electrode | Analogue DC current; slower step response containing percentage of previous reading |
| PIN Diode | Beta particles generate electron/hole pairs in semiconductor | Digital pulse counting; 100% step response; allows smaller radioactive sources |
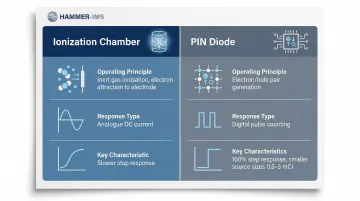
PIN diodes offer near 100% efficiency, enabling the use of much smaller radioactive sources (0.5 to 3 mCi), whilst ionization chambers provide established reliability with pressurised dense gas.
Signal Processing and Calibration
Once detector output is captured, the signal is amplified and compared against a reference baseline (full radiation with no material in the gap) to produce a deviation reading. This is then calibrated against known material samples to express output as basis weight (g/m²) or thickness.
Two ongoing corrections keep this calibration accurate over time:
- Source decay: Radioactive sources lose activity across their half-life. Systems must periodically rebalance the reference baseline to account for reduced emission. Without this, measurement drift accumulates silently over months of operation.
- Temperature: Changes in measuring-gap air density shift readings. Industrial systems include temperature compensation circuits to correct for this variation automatically.
Output and Process Integration
The gauge produces a real-time basis weight or thickness reading, often displayed on an HMI and simultaneously fed as a control signal to upstream process actuators (e.g., die gap adjustment, coating head control).
Scanning systems build a cross-directional (CD) profile by traversing the gauge head across the web width, generating a map of thickness variation that enables profiling and die bolt-by-bolt correction.
Beta Source Types and Their Measurement Ranges
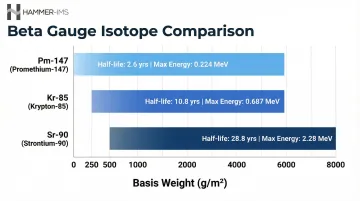
Beta isotope selection is strictly dictated by the basis weight of the web being measured. Three isotopes dominate industrial applications:
| Isotope | Half-Life | Max Energy | Measurement Range |
|---|---|---|---|
| Promethium-147 (Pm-147) | 2.6 years | 0.224 MeV | 1–250 g/m² / up to 14 mils |
| Krypton-85 (Kr-85) | 10.8 years | 0.687 MeV | 150–1,500 g/m² |
| Strontium-90 (Sr-90) | 28.8 years | 0.546 MeV (2.28 MeV from Y-90 daughter) | 1,000–8,000 g/m² |
Why Source Selection Matters
Faster beta particles (higher-energy sources like Sr-90) penetrate heavier material. Two factors determine whether the measurement stays accurate:
- Energy match: If source energy is mismatched to the material, too many or too few particles are absorbed — reducing sensitivity and increasing error.
- Composition match: Beta particle attenuation varies by material composition. If the material differs substantially from the calibration standard, thickness measurements contain errors, as documented in research on beta attenuation in industrial gauging.
The Promethium-147 Supply Crisis
Pm-147 availability dwindled significantly in 2019 and became largely unavailable for industrial gauging. Historically produced from fuel reprocessing in Russia, the international supply chain was disrupted as geopolitical and logistical pressures reduced exports. In response, the US DOE Isotope Program entered the market in 2022 to reestablish domestic Pm-147 production. Two methods are being used: extraction from plutonium waste streams and direct irradiation of Neodymium-146 in the High Flux Isotope Reactor.
Where Beta Gauges Are Used in Manufacturing
Beta transmission gauges are installed inline across continuous web processes — typically between the forming or extrusion stage and the wind-up reel. This positioning allows real-time feedback so operators can correct process drift before defective product is wound.
Common Applications:
- Cast film and blown film extrusion lines
- Paper and board manufacturing
- Nonwoven fabric production
- Plastic sheet extrusion
- Coating and lamination lines
- Roofing membrane production
Ideal Material Characteristics
Beta gauges perform best on thin-to-medium weight homogeneous webs — single-layer, uniform density materials running at high speed. Multi-layer materials with differing densities per layer present a challenge because the gauge measures total basis weight, not individual layer contribution.
Where coating lines are involved, beta gauges can extend their role — but with important constraints.
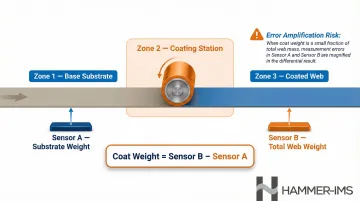
Coat Weight Measurement
Beta gauges measure coat weight on coated substrates through a differential method. One sensor measures the base substrate before the coating station, and a second sensor measures the total web weight after coating. The difference gives coat weight.
The key limitation is statistical error accumulation. Because the measurement variability of each sensor combines, cumulative errors make the differential method unreliable when coat weight is a small fraction of total web mass. Measuring a 3 g/m² coating on a 100 g/m² substrate with 0.25% gauge accuracy, for instance, produces a coat weight error of 12%.
Limitations of Beta Gauges — and What Industry Is Moving Toward
Radioactive Source Management Burden
Beta gauges carry significant regulatory compliance and lifecycle costs:
Regulatory Frameworks:
- United States: Regulated by the Nuclear Regulatory Commission (NRC) under 10 CFR Parts 30, 31, and 32
- European Union: Governed by Euratom Basic Safety Standards Directive 2013/59/Euratom, mandating national frameworks for licensing, inspection, and safe management of disused sources
- Australia: Regulated by ARPANSA and state EPAs under the National Directory for Radiation Protection
- Japan: Regulated by the Nuclear Regulation Authority under the Act on the Regulation of Radioisotopes
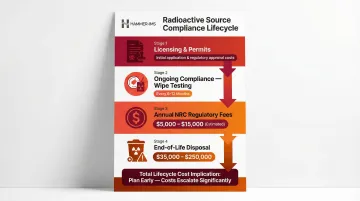
Compliance Costs:
- Sealed sources require wipe-testing for leakage at regular intervals, typically every 6–12 months
- NRC annual fees for materials licences vary by category; substantial fees apply for commercial distribution or manufacturing
- End-of-life disposal is a major financial liability — stand-alone disposal costs approximately $35,000 to $45,000, whilst final return shipments for high-activity sources can reach $250,000
Measurement Limitations for Complex Materials
Because beta attenuation depends on mass per unit area, any change in material density — due to composition variation, foaming, or multi-layer construction — produces a thickness reading error unless the gauge is recalibrated for the new density. A beta gauge reads the same signal from thinner material as it does from lower-density material at the same thickness, making it impossible to separate the two effects without recalibration.
Growing Operational Concerns
These measurement constraints compound an already difficult compliance picture. Risk management teams and sustainability programmes increasingly scrutinise radioactive sources on the factory floor, and in some regions insurance and compliance costs for nuclear gauging are rising — driving renewed interest in non-nuclear alternatives.
Hammer-IMS's M-Ray Technology
Hammer-IMS developed M-Ray to address these limitations directly. M-Ray uses millimetre wave technology to perform contactless, non-nuclear thickness measurement, offering ±1 µm thickness accuracy and 1 g/m² basis weight accuracy — with no radioactive sources, no licensing requirements, and no source decay drift.
Key Advantages:
- No radiation emission licences required
- No Radiation Safety Officer needed
- No end-of-life disposal costs
- No source decay requiring periodic recalibration
- High standoff distances (up to 30 cm) without material damage
- Compatible with all polymer additives including carbon black, barium sulphate, and titanium dioxide
For manufacturers in textiles, nonwovens, foam, and film, switching to M-Ray removes the compliance overhead entirely — without trading away the inline measurement accuracy that production processes depend on.
Conclusion
A beta gauge's value lies in its ability to translate a fundamental physics relationship—radiation attenuation through matter—into a fast, non-contact, inline thickness signal that production processes can act on in real time. For eight decades, beta gauges have been one of the most widely deployed measurement technologies in web manufacturing, and their operating principles remain well-understood and proven.
Understanding how source type, detector design, gap geometry, and calibration cycles affect measurement quality allows engineers to operate existing beta systems more reliably. It also enables objective evaluation of when a non-nuclear alternative better fits material requirements, regulatory environment, and process control needs.
As compliance costs rise and non-radioactive technologies like M-Ray deliver equivalent measurement precision, selection criteria are shifting. The underlying control principles stay the same — but implementations that eliminate regulatory overhead are increasingly the practical choice.
Frequently Asked Questions
What is a beta thickness gauge?
A beta gauge is a non-contact industrial measurement instrument that uses the attenuation of beta radiation (emitted by a radioactive isotope) to measure the basis weight or thickness of a moving web or sheet material in real time during production.
How do beta thickness gauges measure material thickness?
The gauge directs beta particles from a radioactive source through the material to a detector. The ratio of particles transmitted versus the reference (no-material) count is used to calculate how much material is present, which is converted to thickness using the known material density.
What radioactive sources are used in beta gauges?
Three isotopes cover the full measurement range, each matched to a specific basis weight band:
- Pm-147 (Promethium-147): up to 250 g/m²
- Kr-85 (Krypton-85): 150–1,500 g/m²
- Sr-90 (Strontium-90): 1,000–8,000 g/m²
What materials can be measured with a beta gauge?
Beta gauges work well on homogeneous, single-layer webs such as plastic films, paper, nonwovens, and coated substrates. Multi-layer materials are more difficult — the gauge measures total mass per unit area and cannot separate density variation from thickness variation.
What are the main limitations of beta gauges?
Key limitations include:
- Source decay requires periodic recalibration
- Radioactive sources need regulatory licensing and compliance overhead
- Cannot distinguish density variation from thickness variation
- End-of-life disposal costs range from $35,000 to $250,000 per source
Are there non-nuclear alternatives to beta gauges for industrial thickness measurement?
Yes. Millimetre wave (M-Ray), electrically generated X-ray, and terahertz gauging now deliver comparable real-time, non-contact measurement for many applications — without radioactive source licensing, decay drift, or disposal costs. Hammer-IMS's M-Ray systems, for example, are purpose-built for exactly these use cases across plastic film, nonwovens, and composite production.