Even a tiny defect on a production line can cost manufacturers thousands, or even millions, of dollars in recalls, rework, and lost reputation. Traditional manual inspections, while valuable, struggle to keep up with today’s high-speed, high-precision manufacturing demands.
Computer vision quality inspection offers a game-changing solution. By using AI-powered cameras and algorithms to detect defects in real time, manufacturers can reduce error rates by up to 67% and increase inspection speed by 300%.
This technology catches imperfections invisible to the human eye and frees up human inspectors for more complex tasks, helping companies achieve both efficiency and excellence.
In this blog, we’ll explore how computer vision quality inspection works, its benefits, and why it’s becoming essential for manufacturing excellence.
Key Takeaways
AI-powered cameras and algorithms identify micro-defects invisible to humans, enabling 100% inspection at production speed.
Computer vision offers superior consistency, speed, precision, scalability, and integration with automation compared to manual inspection.
Manufacturers adopt CV systems due to labor shortages, demand for inspection, tighter tolerances, and Industry 4.0 smart factory initiatives.
Inspection involves image acquisition, pre-processing, feature extraction, defect detection, decision-making, real-time line integration, and data logging for traceability.
What Is Computer Vision Quality Inspection?
Computer vision quality inspection is an automated method that uses cameras, sensors, and AI-driven algorithms to evaluate manufactured products for defects, dimensional deviations, or assembly inconsistencies.
Instead of relying on human judgment, the system captures detailed images and analyzes them in real time to determine whether each part meets established quality standards.
At its core, computer vision inspection combines optics, lighting, and intelligent software to deliver high-speed, repeatable, and objective quality checks, essential for U.S. manufacturers facing tight tolerances and rising production demands.
Human Vision vs. Computer Vision
Understanding the differences between human inspection and computer vision systems highlights why manufacturers are increasingly adopting automated solutions for quality assurance.
Feature | Human Vision | Computer Vision |
|---|---|---|
Consistency | Varies with fatigue, skill, and attention. | Provides 24/7 consistent inspection without fatigue. |
Speed | Limited by human reaction time; slower for high-volume lines. | Inspects thousands of parts per hour at production speed. |
Precision | Can miss micro-defects or subtle variations. | Detects micro-defects, dimensional deviations, and color variations reliably. |
Scalability | Challenging to scale with increasing production. | Easily scaled by adding cameras, sensors, or AI models. |
Data Logging | Limited documentation and traceability. | Generates digital logs for analytics, compliance, and traceability. |
Complex Defect Detection | Struggles with subtle, complex, or unpredictable defects. | AI-driven systems detect complex, low-contrast, or irregular defects. |
Integration with Automation | Manual inspection is largely standalone. | Integrates with robotics, PLCs, MES, and smart factory systems. |
Cost Over Time | Labor-intensive and prone to errors, leading to hidden costs. | High initial investment, but reduces rework, scrap, and recall costs. |
Why U.S. Manufacturers Are Adopting Computer Vision
U.S. manufacturers are under increasing pressure to maintain high quality. Computer vision inspection has emerged as a practical and scalable solution, giving production teams the accuracy and speed required to stay competitive in a high-performance manufacturing environment.
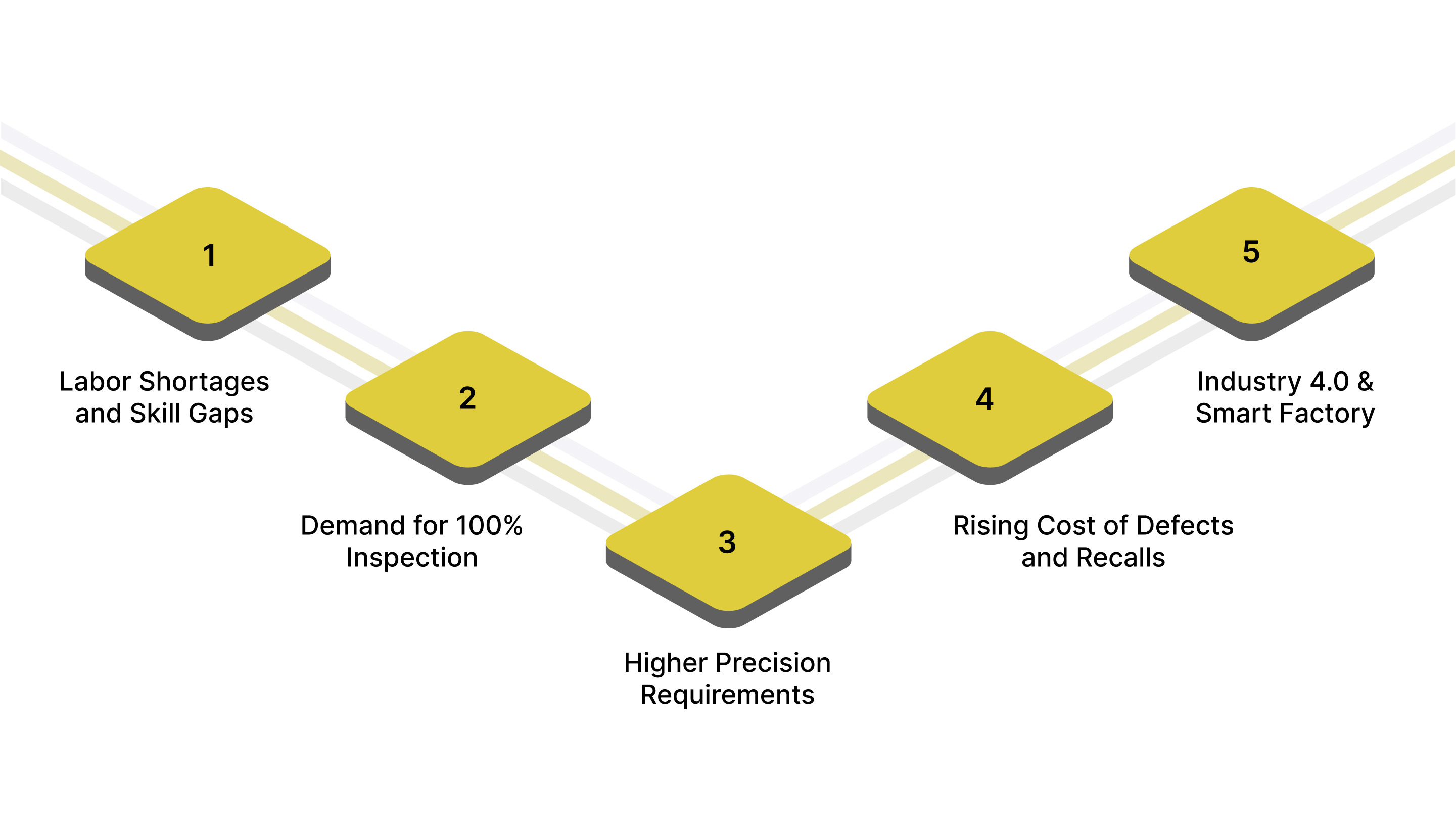
Here are some key reasons for rapid adoption:
Labor Shortages and Skill Gaps: With fewer trained inspectors available, automated vision systems fill critical gaps and ensure uninterrupted, consistent inspection across all shifts.
Demand for 100% Inspection: Industries such as automotive, aerospace, electronics, and medical devices require complete inspection of every part, something manual teams can’t sustain at scale.
Higher Precision Requirements: As tolerances shrink and product complexity grows, computer vision detects micro-defects and subtle variations that are invisible or inconsistent under human inspection.
Rising Cost of Defects and Recalls: Automated inspection helps catch defects early, reducing scrap, rework, warranty claims, and the multi-million-dollar risks associated with recalls.
Industry 4.0 & Smart Factory Initiatives: U.S. manufacturers are adopting connected, data-driven systems. Computer vision integrates seamlessly with Programmable Logic Controllers (PLCs), Manufacturing Execution Systems (MES), robotics, and analytics platforms, supporting modern digital-quality strategies.
By combining speed, consistency, and intelligence, computer vision inspection helps U.S. factories improve production output, maintain consistent product quality, and stay competitive in an evolving manufacturing environment.
Key Components of a Computer Vision Inspection System
A high-performance computer vision quality inspection system integrates hardware, software, and automation to deliver accurate, repeatable defect detection. Each component plays a critical role in ensuring the system can capture, process, and analyze images at industrial speeds.
Here are its core components:
Industrial Cameras (2D/3D/Line-Scan): Capture high-resolution images of products for surface, dimensional, or structural analysis.
Lighting Systems: Use backlight, dome, coaxial, low-angle, or LED illumination to maximize contrast and reveal defects under consistent conditions.
Optics & Lenses: Ensure clarity, magnification, focus, and distortion control, enabling precise imaging at variable distances and speeds.
Processing Hardware (Edge or PC-Based): Runs inspection algorithms, deep learning models, and high-speed image processing in real time.
Software & Algorithms: Perform feature extraction, defect detection, measurement, classification, and pass/fail decisions using rule-based logic or AI.
Automation Interfaces (PLC, Robots, Conveyors): Connect the vision system to production lines for automated rejection, alerts, or feedback loops.
Data Storage & Analytics Tools: Capture inspection histories, defect trends, SPC metrics, and traceability data for audits and continuous improvement.
How Computer Vision Inspection Works
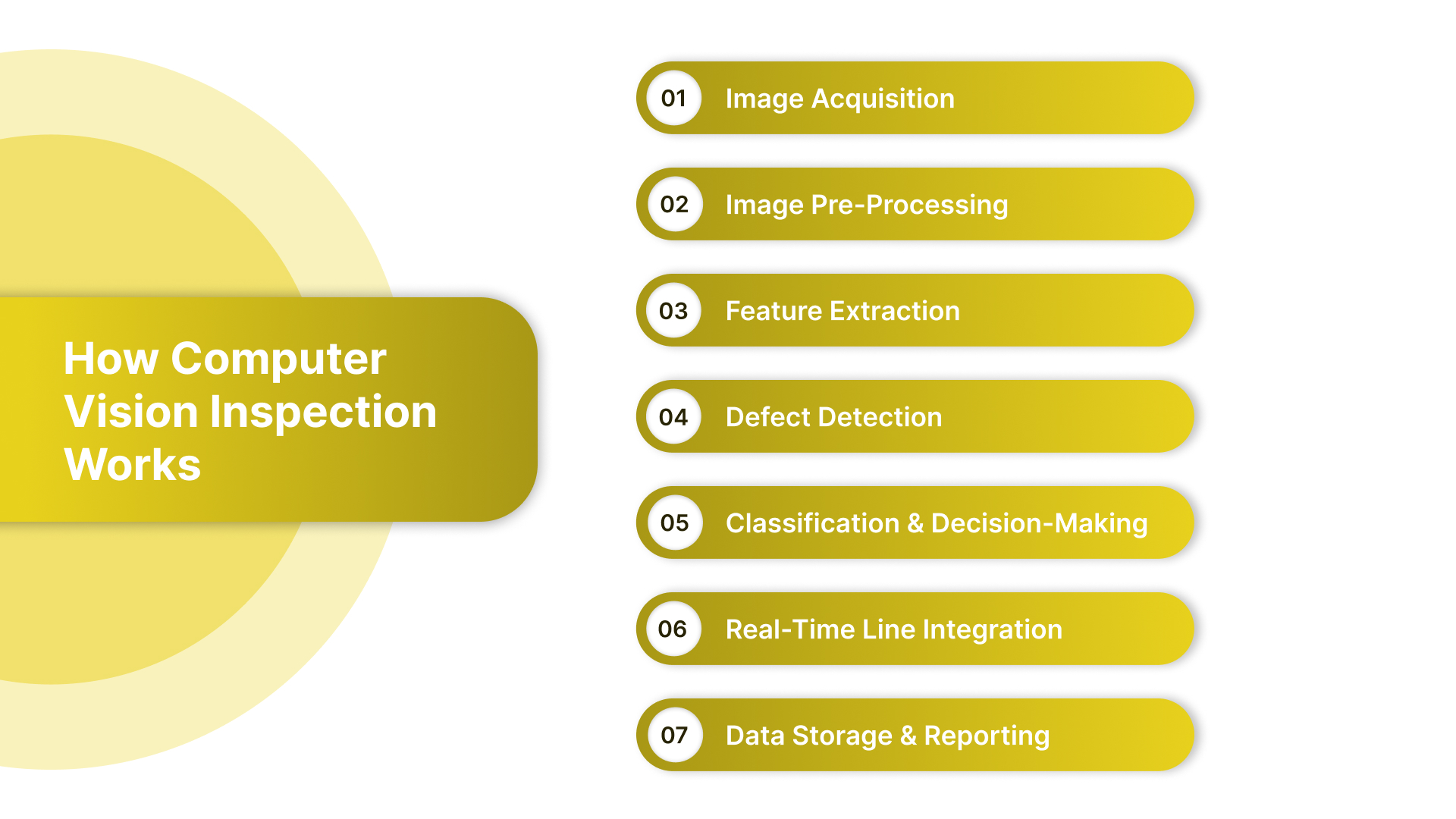
Computer vision inspection follows a structured workflow that transforms raw images into real-time quality decisions. The process includes:
1. Image Acquisition
Cameras or sensors capture static or continuous images of the product as it moves through the line.
2. Image Pre-Processing
The system enhances images through noise reduction, contrast adjustments, edge sharpening, and alignment to improve clarity.
3. Feature Extraction
Critical features, edges, textures, shapes, dimensions, or depth points are identified for comparison against known good models.
4. Defect Detection
Algorithms, machine learning, or deep learning models analyze deviations such as scratches, cracks, missing components, contamination, or dimensional errors.
5. Classification & Decision-Making
The system applies defined tolerances or AI predictions to classify each part as pass, fail, or requiring manual review.
6. Real-Time Line Integration
Failed parts can be automatically rejected, and quality signals are sent to PLCs, robots, or Supervisory Control and Data Acquisition (SCADA) systems for immediate corrective action.
7. Data Storage & Reporting
Every inspection result is logged, enabling traceability, regulatory compliance, and detailed quality analytics.
The 3 R's of Computer Vision
Computer vision systems operate on three core principles, often called the 3 R's:
Recognize: Identify product features, dimensions, or defects from captured images.
Reason: Analyze the detected features or quality deviations to determine if they meet quality standards.
React: Trigger automated actions, such as rejecting defective parts, sending alerts, or adjusting process parameters.
These principles highlight how computer vision transforms raw image data into actionable decisions, enabling faster, more consistent, and intelligent quality inspection.
Types of Computer Vision Inspection Used in Manufacturing
Manufacturers use different computer vision methods depending on product geometry, defect type, material, and industry needs.
Type of Vision System | Description | Typical Applications / Industries |
|---|---|---|
2D Vision Systems | Capture flat images to identify scratches, label defects, missing components, color deviations, or assembly accuracy. | Packaging, electronics, consumer goods |
3D Vision Systems | Measure height, depth, deformation, warping, and precise geometry using structured light, lasers, or stereo vision. | Automotive, aerospace, machining, EV batteries |
Line-Scan Vision | Captures continuous images of moving materials like webs, films, metal sheets, textiles, and paper. | Printing, packaging film, metals, textiles |
AI-Driven Vision Systems | Deep learning models detect subtle, low-contrast, complex, or unpredictable defects with high accuracy. | Automotive interiors, electronics, aerospace composites |
Hyperspectral & Multispectral Vision | Analyzes chemical signatures and detects contamination, coating variations, moisture content, or material inconsistencies. | Food, pharma, advanced materials, coatings |
Optical Metrology Systems | Perform precise dimensional and geometric verification for tolerances and first-article inspections. | Aerospace machining, medical devices |
Thermal / Infrared Vision | Detects heat patterns, electrical hotspots, seal integrity, or hidden defects not visible in visible-spectrum imaging. | EV batteries, electronics, and building materials |
Robotic Vision Systems | Robotic arms integrate cameras for multi-angle inspection, flexible positioning, and large-part analysis. | Automotive, heavy equipment, aerospace structures |
What Are the 4 Types of Quality Inspections?

In manufacturing, quality inspections generally fall into four main categories. Understanding these types helps manufacturers decide which methods to combine with computer vision for maximum efficiency and defect detection.
Type of Inspection | Description | Typical Applications |
|---|---|---|
1. Incoming Inspection | Checks raw materials or components before they enter production to ensure they meet quality standards. | Electronics components, automotive parts, pharmaceuticals |
2. In-Process Inspection | Conducted during production to monitor and detect defects in real time. Helps prevent defective products from progressing down the line. | Assembly lines, packaging, textiles, food processing |
3. Final Inspection | Conducted on finished products before shipment to ensure compliance with customer specifications and regulatory standards. | Medical devices, aerospace components, consumer electronics |
4. Statistical or Sampling Inspection | Uses random sampling rather than 100% inspection to evaluate product quality. Useful when a full inspection is not feasible or cost-effective. | Bulk manufacturing, chemical production, mass-produced consumer goods |
Benefits for U.S. Manufacturing Operations
Computer vision inspection directly strengthens the competitiveness of U.S. manufacturing by improving quality, throughput, and cost efficiency.
Consistent and Repeatable Quality: Objective inspection eliminates variation between human inspectors.
Higher Throughput: Inspects thousands of parts per hour without slowing production.
Reduced Scrap & Rework: Early defect detection prevents downstream failures and saves material costs.
Improved Compliance & Traceability: Digital logs support audits, PPAP, AS9100 and FDA requirements.
Fewer Recalls and Quality Incidents: Accurate inspection reduces the risk of defective products reaching customers.
Scalability & Automation-Readiness: Easily expands with new cameras, sensors, or AI models to support growing operations.
Stronger Customer Confidence: Reliable quality improves brand reputation and supplier ratings.
Enhancing Manufacturing Safety with Computer Vision
Beyond quality control, computer vision systems enhance manufacturing safety by monitoring equipment status, detecting hazards, and ensuring compliance with safety protocols.
By identifying unsafe conditions in real time, such as improper machine operation, worker proximity to dangerous zones, or equipment malfunctions, these systems help reduce accidents, protect personnel, and minimize unplanned downtime.
Integrating safety monitoring with quality inspection creates a smarter, safer, and more efficient production environment.
Challenges to Consider Before Implementation
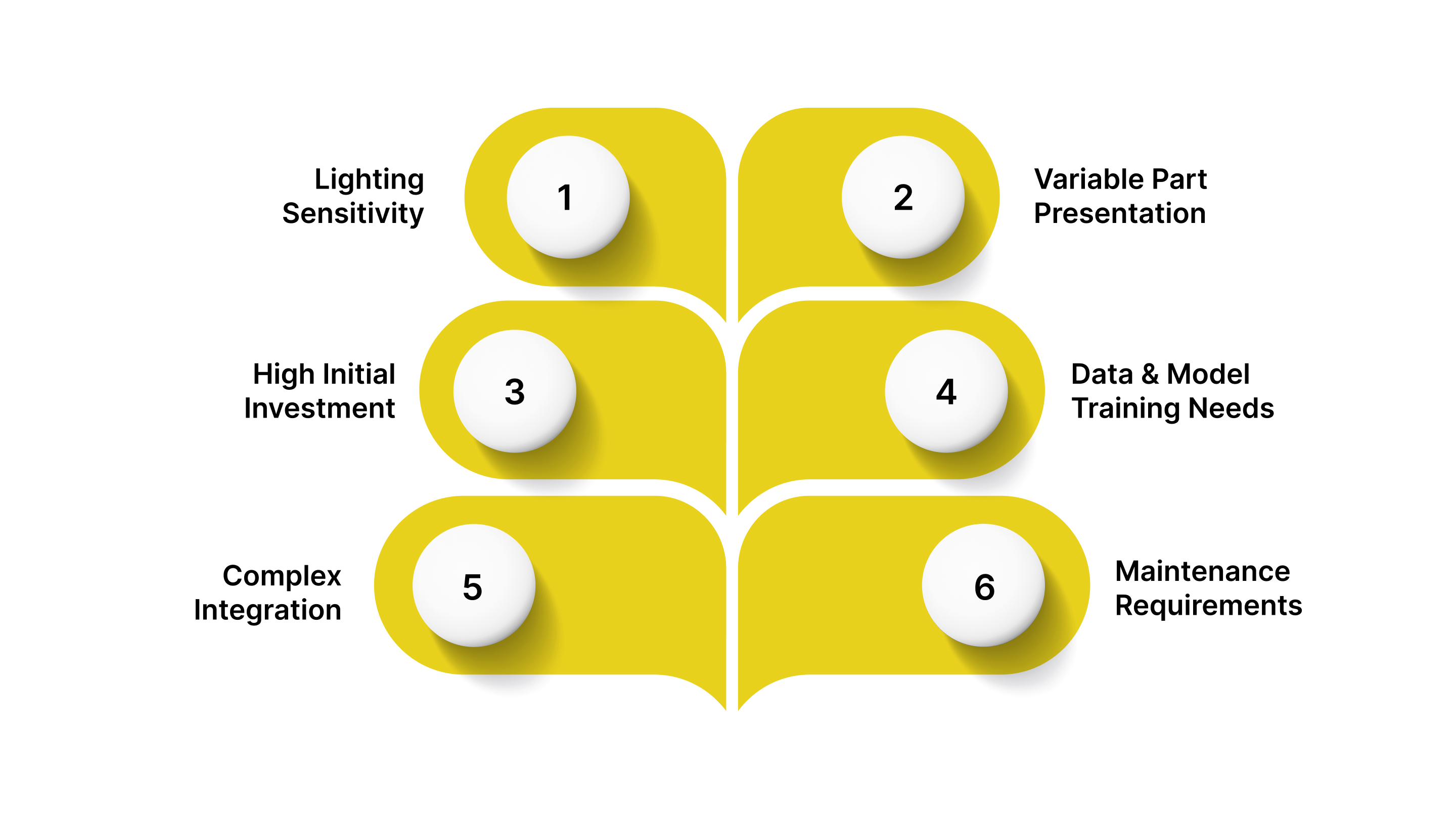
While powerful, computer vision systems require careful planning to ensure successful adoption. Key challenges include:
Lighting Sensitivity: Poor or inconsistent lighting can cause inaccurate results, requiring precise engineering.
Variable Part Presentation: Inconsistent orientation, spacing, or vibration may require mechanical adjustments or robotics.
High Initial Investment: Cameras, lighting, and AI-capable hardware can be capital-intensive for some manufacturers.
Data & Model Training Needs: AI-based inspection requires high-quality datasets and ongoing model tuning.
Complex Integration: Connecting systems with PLCs, robots, and MES platforms demands skilled engineering.
Maintenance Requirements: Cleaning lenses, recalibrating cameras, and updating software are essential for long-term reliability.
Best Practices for Successful Deployment
To ensure optimal performance and long-term ROI, manufacturers should follow these best practices:
Start with a Clear Defect Definition: Document defect types, tolerances, and inspection objectives upfront.
Conduct Feasibility Testing: Run proof-of-concept tests to validate lighting, optics, and algorithm performance.
Design for Image Stability: Use proper mounts, shielding, and environmental controls to stabilize imaging.
Optimize Lighting Early: Invest time in lighting selection—it's the most critical factor for detection accuracy.
Leverage AI Where Needed: Use rule-based methods for simple defects and AI for complex, variable ones.
Plan for Integration: Ensure the system works with existing automation, robotics, and quality infrastructure.
Train Your Team: Equip operators and engineers with the skills to adjust settings, review data, and maintain uptime.
Monitor & Improve Continuously: Use inspection data to refine production processes and reduce future defects.
Emerging Trends in Computer Vision Inspection
As computer vision inspection becomes more sophisticated, several emerging trends are shaping the future of manufacturing quality control:
1. AI Model Retraining and Continuous Learning
Modern CV systems increasingly use deep learning models that can adapt over time. By retraining models with new defect data or production variations, manufacturers ensure the system stays accurate even as materials, processes, or product designs evolve. This approach reduces false positives and maintains high detection accuracy in dynamic production environments.
2. Edge Computing for Real-Time Analytics
Edge computing enables image processing and AI inference directly on the factory floor, close to the production line. This reduces latency, ensures real-time defect detection, and minimizes dependence on cloud connectivity. Manufacturers benefit from faster response times and improved operational resilience.
3. Internet of Things (IoT) Sensor Integration
Integrating IoT sensors with vision systems allows holistic monitoring of production conditions, such as temperature, vibration, or humidity. Combining visual inspection data with sensor insights supports predictive maintenance, process optimization, and deeper analytics, creating a more intelligent, connected factory ecosystem.
By embracing these trends, U.S. manufacturers can future-proof their quality inspection processes, increase system intelligence, and unlock new levels of efficiency and insight in high-speed, high-precision production environments.
How Hammer‑IMS Helps with Advanced Computer Vision Quality Inspection
Hammer‑IMS is a high‑tech industrial sensing company specializing in inline measurement and inspection systems designed for modern manufacturing. Their technology emphasizes non‑destructive, non‑nuclear methods, offering an environmentally safer and more flexible alternative to traditional measurement solutions.
M‑Ray Thickness / Basis‑Weight & Material Measurement: Uses proprietary “M‑Ray” technology, high-frequency electromagnetic measurement, to deliver accurate, non‑contact measurement of material properties like thickness, density, basis weight, and structural uniformity.
Real-Time Surface & Visual Inspection with Edge‑Vision‑4.0: Provides continuous surface inspection and quality deviations detection on production lines, supporting quality control during high-speed manufacturing without interrupting flow.
Integrated Measurement + Vision + Software Platforms: Offers holistic solutions combining sensors/cameras, rugged mechanical frames, and proprietary software to provide real-time monitoring, data logging, analytics, and process control.
If your manufacturing operations demand non-nuclear, high-precision thickness/weight measurement or comprehensive surface‑inspection integrated with real-time data analytics and automation, Hammer‑IMS represents a turnkey solution provider. Book a demo today to get started.
Conclusion
Computer vision quality inspection is rapidly transforming U.S. manufacturing by delivering unmatched precision, consistency, and efficiency. By automating defect detection, manufacturers can significantly reduce scrap, rework, and recalls while achieving 100% inspection coverage at production speed.
For manufacturers aiming to stay competitive in a high-speed, high-precision environment, investing in computer vision inspection is essential. Using this technology ensures long-term operational excellence, stronger customer confidence, and a measurable boost in manufacturing performance.
Ready to Enhance Your Manufacturing Quality?
Discover how Hammer-IMS can help you implement cutting-edge computer vision inspection systems tailored for your production line. Enhance efficiency, reduce defects, and achieve manufacturing excellence today.
Frequently Asked Questions (FAQs)
1. How does computer vision inspection differ from manual inspection?
Unlike human inspection, computer vision provides consistent, 24/7 monitoring, detects micro-defects invisible to the human eye, and can handle high-speed production without fatigue.
2. What types of defects can computer vision detect?
It can identify scratches, cracks, missing components, color deviations, contamination, warping, misalignments, and other surface or dimensional defects, depending on the system type.
3. Which industries benefit most from computer vision inspection?
Industries such as automotive, aerospace, electronics, medical devices, food and pharmaceuticals, and packaging benefit greatly due to high precision and regulatory requirements.
4. Can computer vision inspection integrate with existing production lines?
Yes, modern systems can connect to PLCs, MES platforms, robotic arms, and conveyors, enabling automated rejection, alerts, and real-time feedback for process optimization.
5. How long does it take to implement a computer vision inspection system?
Implementation timelines vary by complexity and integration needs but typically range from a few weeks for simpler systems to several months for full-scale, AI-driven deployments.

