
Introduction
A granite surface plate is only as reliable as its condition. In dimensional inspection and quality control environments, it functions as the certified reference plane — every height measurement, flatness check, and part qualification depends on the accuracy of that surface. ASME B89.3.7 sets the tolerance standard, but maintaining it is the operator's responsibility.
Neglect the surface and the consequences compound quickly. Localized wear produces microscopic dips and ridges that invalidate repeat readings and drive false pass/fail outcomes across entire product lines.
A 50-microinch flatness error can amplify into a measurement deviation exceeding 0.0003 inches (~7.6 µm) at just 10 inches of height when using a height gauge. Correcting that kind of error costs far more than preventing it.
This guide covers why maintenance matters, the main types of maintenance activities, warning signs that action is needed, best practices for daily care, and a practical schedule calibrated to usage intensity and plate grade.
Key Takeaways
- Granite surface plates are precision instruments where microscopic wear produces measurement errors that compromise part quality
- Clean daily with an approved non-water-based cleaner and keep the plate covered when not in use — the two highest-impact habits
- Professional calibration testing flatness and repeatability should occur at minimum annually; high-use plates require six-month intervals
- Watch for inconsistent repeat readings, visible wear spots, or surface nicks — each signals the need for professional inspection or relapping
- Relapping typically costs a fraction of replacement — act before wear deepens and replacement becomes the only option
Why Proper Maintenance of Granite Surface Plates Matters
Granite surface plates serve as the primary flat reference surface for all measurements taken on top of them. If the reference is wrong, every dependent measurement is wrong. This relationship links surface plate integrity directly to downstream production quality and compliance with standards such as ASME B89.3.7, which governs igneous rock plates used for high-accuracy locating, layout, and inspection work.
How Localized Wear Develops
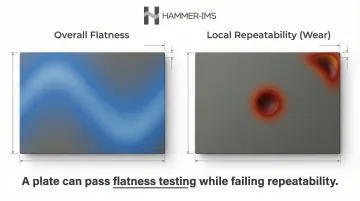
Localized wear develops through repetitive movement of parts and gauges in the same area, combined with abrasive dust or grit caught beneath workpieces. This erosion gradually degrades the surface in millionths of an inch — typically invisible to the naked eye until severe. A surface plate can pass an overall flatness test while completely failing a repeatability test because localized wear concentrates in high-use zones rather than affecting the entire mean plane uniformly.
The Cost Impact of Measurement System Failures
That localized degradation has a direct business cost. In automotive, aerospace, and precision manufacturing, an out-of-tolerance surface plate corrupts measurement data undetected across entire product lines — often long before anyone identifies the root cause:
| Plate Grade | Measurement Uncertainty | Potential Scrap Rate | Annual Scrap Cost (1,000 parts at €450/part) |
|---|---|---|---|
| Grade AA (Laboratory) | ±0.0002" (5 µm) | 0.1% | €450 |
| Grade A (Inspection) | ±0.0005" (13 µm) | 0.5% | €2,250 |
| Grade B (Toolroom) | ±0.0015" (38 µm) | 2.0% | €9,000 |

Upgrading from Grade B to Grade A cuts scrap rates from 2.0% to 0.5% — saving thousands annually in high-precision environments.
Preventive maintenance and periodic calibration cost a fraction of the alternatives. Relapping typically runs €1,500–€5,000 depending on grade and size. Emergency plate replacement for larger laboratory-grade plates can exceed €10,000–€15,000.
Types of Granite Surface Plate Maintenance
Granite surface plate maintenance isn't one-size-fits-all. Each type serves a distinct purpose, and knowing the difference helps teams build a structured programme rather than scrambling when problems appear.
Routine / Preventive Maintenance
Covers daily and periodic tasks that slow wear and preserve accuracy:
- Cleaning before and after use with approved granite surface plate cleaner (never water-based)
- Covering the plate when idle to prevent dust accumulation
- Rotating work area usage to distribute wear across the surface
- Verifying support stand condition and mounting stability
When this is sufficient: For moderate-use inspection labs with consistent environmental controls and no visible wear, routine preventive maintenance paired with annual calibration is typically adequate.
Corrective / Reactive Maintenance
Triggered by specific warning signs:
- Out-of-tolerance repeat readings detected during self-testing with a Repeat-O-Meter
- Visible nicks, burrs, or chipping identified during routine checks
- Thermal irregularities causing unexplained measurement drift
Risk of relying on reactive approach alone: Wear that goes undetected compounds over time, making eventual relapping more difficult. In extreme cases, accumulated damage makes the plate unrepairable. A plate can pass a flatness test whilst still failing a repeatability test, so visual inspection alone is insufficient.
Predictive / Condition-Based Maintenance
Regular self-testing with a Repeat-O-Meter tracks how quickly the plate drifts from tolerance, allowing calibration intervals to be adjusted around actual usage rather than a fixed schedule. This approach is particularly valuable in two scenarios:
- High-use plates subject to heavy daily workloads where wear accelerates unpredictably
- Grade AA lab environments where measurement traceability is a mandatory requirement
Major Overhaul / Relapping
Required when calibration confirms the plate is out of tolerance for flatness or repeatability beyond what self-testing can flag. Relapping by a qualified technician uses abrasive lapping to restore the surface to a specified finish — typically 30–35 AA roughness in microinches — and re-establishes the mean plane.
Critical: After relapping, the plate must be re-calibrated and a new certificate issued. Relapping costs are typically a fraction of replacement costs, making early intervention the smarter financial decision — often 20–50% of the cost of a new plate.
How to Tell If Your Granite Surface Plate Needs Maintenance
These early-warning signs indicate when your plate has moved beyond routine cleaning and needs formal attention.
Inconsistent or Drifting Repeat Readings
The most reliable early indicator: when a Repeat-O-Meter or height gauge/gauge block combination shows readings that no longer repeat consistently across the surface, the plate's flatness or local wear has likely exceeded tolerance. This is the signal to escalate from routine cleaning to formal calibration.
Because the majority of inspection work involves a height gage placed very near the part, repeatability is often the most critical property of a granite plate. A plate can have repeat readings significantly out of tolerance while still passing an overall flatness test, because overall flatness rarely changes unless the plate is moved, whereas localized wear occurs constantly.
Visible Surface Damage: Nicks, Chips, and Burrs
Granite is hard but brittle. Impacts from dropped tools or heavy parts create chips. Burrs often form around nicks and create additional raised areas that affect readings in a radius around the damage.
Check for burrs using a flat silicon carbide stone. Any impact that shatters the surface raises fractured material at the rim of the crater — these burrs can damage precision instruments and skew measurements across a wider radius than the nick itself. Removing them with a silicon carbide stone is a fast, targeted fix that doesn't require full relapping.
Thermal Irregularities (Delta T)
Delta T refers to the actual temperature difference between the top and bottom surfaces of the granite. If the top surface is warmer than the bottom, the work surface bows upward. If colder, it sinks. A temperature differential as small as 0.3–0.5°F can push a plate out of tolerance.
Signs include unexplained measurement drift that resolves after the plate equilibrates. Granite takes many hours to acclimate: typically 24 to 72 hours for complete thermal stability. The plate should not be measured immediately after being moved or exposed to heat sources.
Environmental and Operational Red Flags
Conditions working against the plate:
- Condensation on the surface
- Rust on metal fasteners or stand components (indicating water-based cleaner misuse or humidity issues)
- Plate positioned near heat sources or in direct sunlight
- Weight distributed unevenly across the surface
Any of these should prompt both corrective action and a calibration check.
Granite Surface Plate Maintenance Schedule
The right schedule depends on usage intensity, environment, and grade. A Grade AA lab plate in a temperature-controlled room used intermittently has very different needs from a Grade B toolroom plate used daily in a production area.
Maintenance Frequency Table
| Frequency | Tasks |
|---|---|
| Before/After Each Use | Clean the surface with approved granite cleaner (not water-based); cover the plate; visually check for new chips or debris |
| Weekly / Monthly | Rotate work area usage to distribute wear; check plate for burrs using silicon carbide stone; verify stand support points and hold-down bolt torque |
| Every 6–12 Months | Formal calibration by qualified technician covering flatness (mean plane), repeatability, and Delta T (temperature differential) — increase to every 6 months for high-use plates or critical applications |
| As-Needed | Relapping/resurfacing when calibration finds out-of-tolerance readings; re-certify after any repair |

Triggers for 6-month intervals:
- Frequent or heavy usage
- Measuring heavy parts
- Multi-shift utilisation
- Highly critical tolerances
Environmental monitoring: For facilities without dedicated temperature-controlled inspection rooms, log ambient conditions alongside calibration records — this helps correlate environmental changes with measurement drift over time.
Best Practices for Granite Surface Plate Care
Use Approved Cleaners Only
Granite surface plates should be cleaned frequently with specialised, residue-free, non-abrasive cleaners.
Why water-based cleaners are dangerous:
- Water-based cleaners cause evaporative chilling, temporarily altering the plate's thermal stability (Delta T)
- Granite retains moisture in its pores, which can rust iron parts, gauges, and fasteners left on the surface overnight
- Improper cleaners leave a sticky residue that attracts airborne abrasive dust, increasing the wear rate
Additional Care Practices
Cleaning chemistry is only one part of the equation. How you use and store the plate matters just as much for long-term accuracy.
- Distribute workload across the surface — Rotate inspection tasks to different areas rather than concentrating wear in one spot, which extends calibration intervals
- Verify support and mounting regularly — Confirm that stands are stable and hold-down bolts maintain proper torque; uneven support creates stress points and introduces flatness errors
- Cover the plate when not in use — A fitted cover prevents dust accumulation, protects against physical damage, and helps maintain thermal stability between uses
Understanding ASME B89.3.7 Grades and Tolerances
ASME B89.3.7 defines three standardized tolerance grades:
- Grade AA (Laboratory): Highest accuracy, typically found in temperature-controlled calibration laboratories
- Grade A (Inspection): Middle grade, often used in general quality control and inspection areas
- Grade B (Toolroom): Lowest accuracy, suitable for general shop floor production checking
The "Grade 1" nomenclature: In some international markets and legacy systems, surface plates use numerical grading (Grade 00, 0, 1, 2, 3). In this system, "Grade 1" is the equivalent designation for inspection work, mapping closely to ASME Grade A.
Example Flatness Tolerances for a 24" × 36" Plate
| Grade | Local Flatness (Repeatability) | Overall Flatness (Mean Plane) |
|---|---|---|
| Grade AA | 45 µin | 100 µin |
| Grade A | 70 µin | 200 µin |
| Grade B | 120 µin | 400 µin |
Local variation applies to a smaller area of the surface plate and always has a tighter tolerance than overall flatness.
Conclusion
Granite surface plates are precision instruments that reward consistent, simple care. Daily cleaning with approved cleaner, proper coverage, and distributed use cost almost nothing but measurably extend calibration intervals and plate lifespan.
A structured maintenance programme that combines routine care, periodic self-testing with a Repeat-O-Meter, and scheduled professional calibration protects both measurement accuracy and the long-term investment in the plate. Addressing wear early through relapping is far less disruptive and costly than reactive replacement — or letting undetected errors propagate through production.
For facilities running high-precision production lines — the kind where Hammer-IMS contactless measurement systems provide real-time thickness and basis-weight data — the accuracy of every reference tool in the metrology chain matters. A well-maintained surface plate is where that chain begins.
Frequently Asked Questions
What is surface plate inspection?
Surface plate inspection involves testing the plate's flatness (mean plane), repeatability (local variation), and thermal condition (Delta T) using calibrated instruments such as electronic levels or a Repeat-O-Meter, to verify the surface remains within the tolerance specified for its grade per ASME B89.3.7.
Do surface plates need to be calibrated?
Yes, all surface plates require periodic calibration — typically at minimum annually — because wear, thermal effects, and physical impacts can shift the surface out of tolerance without visible signs, making measurements taken on it unreliable.
What is the surface plate used for?
Granite surface plates provide a certified flat reference plane for precision dimensional inspection tasks including flatness measurement, height gauging, part layout, and calibration of measuring instruments in quality control labs and manufacturing facilities.
What is the tolerance of a Grade 1 surface plate?
Under ASME B89.3.7, what some suppliers call "Grade 1" typically corresponds to Grade A (Inspection Grade), which carries twice the flatness tolerance of Grade AA (Laboratory). For a 24" × 36" plate, Grade A allows 70 µin local flatness and 200 µin overall flatness.
How often should a granite surface plate be cleaned?
Clean the plate before and after each use with an approved granite surface plate cleaner (avoid water-based or volatile solvent cleaners). Allow the surface to normalise for one to several hours before taking precision measurements, depending on plate size.
How do you know when a granite surface plate needs to be resurfaced?
The primary indicator is a failed repeatability test, where a Repeat-O-Meter or calibration confirms readings exceed the tolerance for the plate's grade and size. Visible localised wear spots, chips, or burrs that routine cleaning cannot address are also clear signs resurfacing is needed.